粉末冶金殼體電鍍乳白鉻
2013-01-29 02:08:02朱艷梅
電鍍與環保 2013年2期
朱艷梅, 張 慶
(1.上海工具廠有限公司,上海200093;2.液化空氣(中國)投資有限公司,上海200233)
0 前言
我公司生產的粉末冶金殼體,表面光滑耀眼,視覺能感微小孔洞,手感不是很好。投放市場后,客戶提出殼體光澤要柔和,期望視覺和手感能上一個檔次。為此,本著工藝簡單、成本低廉的原則,在粉末冶金殼體上電鍍乳白鉻。但由于粉末冶金殼體孔隙多,電鍍時槽液容易滲透到微孔中,很難清洗干凈,使基體和鍍層受到腐蝕;且鍍后殘存于孔隙中的液體重新滲出,呈現流痕、斑點并逐漸擴大,嚴重影響外觀質量。此外,在試鍍中還存在殼體大面中間鍍不上鉻,邊緣發亮,尖端棱角毛刺嚴重以及印痕、水跡等現象。鑒于此,通過大量試驗,優選合適的電鍍工藝參數,作輔助陰極,采用鍍前汽油浸泡,鍍后堿煮、水煮、擦脫水防銹油的辦法解決了這一難題,達到了使用要求。
1 試驗
第一組:試驗工件50件,掛鉤用直徑為1.5 mm的鋼絲,形狀如圖1(a)所示。
第二組:試驗工件60件,掛鉤用4mm×1mm的銅條,形狀如圖1(b)所示。
第三組:試驗工件50件,掛具同第二組,外作輔助陰極,形狀如圖1(c)所示。
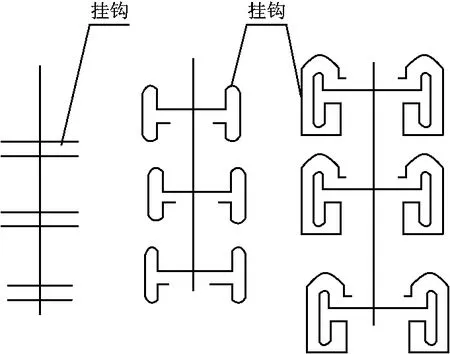
圖1 掛具形狀
1.1 鍍前處理
第一組:NaOH 30~40g/L,Na2CO330~40 g/L,Na3PO4·12H2O 40~50g/L,5~10A/dm2,70~90℃,陰極7.5min,陽極2.5min。
第二組:化學除油(溶液成分同第一組),煮沸5~10min。
第三組:180#汽油浸泡5~8min。
1.2 電鍍
第一組:CrO3200~250g/L,H2SO42.0~2.5 g/L,Cr(III)3~7g/L,25A/dm2,(70±2)℃,50min。
第二組:CrO3200~250g/L,H2SO42.0~2.5 g/L,Cr(III)3~7g/L,30A/dm2,(65±2)℃,40min。
第三組:CrO3200~250g/L,H2SO42.0~2.5 g/L,Cr(III)3~7g/L,40A/dm2,(58±2)℃,30min。
1.3 鍍后處理
鍍后處理包括鍍后殘液清洗、烘干、烘干后的表面處理三部分。
第一組:水煮,100℃+1h烘干,用無水乙醇擦拭表面水跡。
第二組:堿煮+水煮,100℃+1h烘干,用Fe2O3粉擦拭表面水跡。
第三組:堿煮+水煮,100℃+1h烘干,用防銹油擦拭表面水跡。
1.4 試驗結果
試驗結果,如表1所示。三組試驗中,第二組針對第一組出現的問題,對掛具、鍍前處理、鍍后處理及工藝條件進行了改進;第三組則針對第二組出現的問題,對掛具、鍍前處理、鍍后處理及工藝條件作了更進一步的改進。利用第三組工藝條件對前兩組廢件除鉻后重鍍,合格率達到80%以上。

表1 試驗結果
2 分析與討論
2.1 大面中間或局部無鍍層
經分析,造成這種現象的原因歸納起來有:鍍前處理不良;電流密度低、溫度高;接觸不良。
(1)鍍前處理不良
在第一組試驗中采用電解除油,但發現除油不徹底。因粉末冶金件孔隙多、結構復雜且存在盲孔,電解除油很難將滲入孔隙中的油污清除干凈。在第二組試驗中采用化學除油,先用堿液煮沸5~10 min,再用水煮沸5~10min。化學除油能將滲入孔隙中的堿液清除干凈,進一步強化除油效果,但時間長且成本高。經多次試驗總結出第三組除油方法,即:180#汽油浸泡5~8min。采用該方法能將殼體清潔干凈,除油效果好。
(2)電流密度低、溫度高
電流密度和溫度直接影響鍍鉻液的電流效率。隨著電解液溫度的升高,電流效率下降;在一定溫度下,電流密度越高,電流效率也越高。同時電流密度和溫度必須嚴格控制,改變其中一個因素時另一個因素也要作相應變化。在第一組試驗中,由于電流密度低、溫度高,造成電流效率低,使殼體大面中間鍍不上鉻。為此,在第二組試驗中適當地提高了電流密度,降低了鍍液溫度,所以在第二組試驗中未出現大面中間無鍍層的現象,且時間由50min降至40min。但鍍層仍發灰,沉積速率慢,說明電流密度與溫度還配合不當,所以在第三組試驗中仍對它們作適當改變。
(3)接觸不良
在第一組試驗中掛具和殼體采用彈性接觸,兩根直徑為1.5mm的鋼絲卡在殼體側面的缺口上,掛具與殼體只有兩點接觸且裝夾不牢固,使電流不能順利通過殼體,造成大面中間鍍不上鉻。為此,在第二組試驗中對掛具作了改進:掛鉤由鋼絲改為4mm×1mm的銅條,形狀改為銅條與殼體側面及內腔多點接觸。這樣殼體裝夾牢固,接觸良好。采取以上措施后,第一組試驗中大面中間鍍不上鉻的現象得以解決。
2.2 花斑
花斑是鍍鉻過程中遇到的最大困難。經分析,花斑是鍍液中的強酸滲入孔隙未清洗干凈引起的。在第一組試驗中,鍍后反復在沸水中清洗,又在熱水中浸泡長達24h或更長時間,并多次換水,仍無法將滲入孔隙的鍍液清洗干凈。根據上述分析,花斑是滲入孔隙中的強酸滲出而產生的,鍍后必須用堿液中和才能從根本上解決問題。為此,在第二組試驗中采用堿煮+水煮的辦法,即:先用質量分數為2%的NaOH煮沸10~15min,再用水煮沸5~10 min,至少換水3~5次,直到水洗液的pH值不大于7.5。經上述處理后,在50倍雙筒顯微鏡下觀察發現:鍍層清潔干凈,無斑點產生,合格殼體放置一年半后仍無斑點出現。
2.3 邊緣發亮、尖端毛刺嚴重
由于殼體形狀復雜,燕尾槽、側面、斜面、棱角均給鍍鉻帶來一定困難,且鍍鉻液的分散能力差、電流密度大,在前兩組試驗中掛具未作輔助陰極,殼體邊緣、尖端的電流密度大,造成邊緣發亮、尖端毛刺嚴重。為此,在第三組試驗中對掛具作輔助陰極,使殼體上電流密度分布均勻,避免了尖端毛刺問題且鍍層均勻,表面質量良好。
2.4 鍍層發灰、沉積速率慢
在第二組試驗中出現鍍層發灰、沉積速率慢的現象,說明此時電流密度低、溫度高。考慮到粉末冶金殼體孔隙多,比一般材料的分散能力更差,根據溫度、電流密度對電流效率、沉積速率的影響,經過反復摸索和比較,得出采用第三組試驗中的工藝條件比較合適。所得鍍層呈乳白色、均勻、質量好,每槽殼體電鍍時間由40min降至30min,提高了生產效率,且合格率達到80%以上。
2.5 印痕、水跡
印痕、水跡是孔隙中的水溶液在烘箱中干燥時由于蒸發擴散而牢固地附著在鍍層表面而產生的水印。在第一組試驗中用酒精無法將水印消除。在第二組試驗中使用Fe2O3粉可以去除水印,但由于水印附著牢固,勞動強度很大,最后仍需用酒精擦凈殘留的Fe2O3粉,生產率低且處理后鍍層發暗、無新鮮感。經過一段時間的摸索和多次試驗,在第三組試驗中使用F20-1脫水防銹油,只需少許即可將水印清除干凈,并防止裝配時手汗滲入孔隙影響鍍層質量。經F20-1脫水防銹油處理后殼體表面光滑、濕潤、明亮。
3 結論
(1)經過大量試驗,粉末冶金殼體電鍍問題已解決,鍍鉻殼體放置兩年半后仍無斑點現象,此鍍鉻工藝簡單、成本低。
(2)電鍍掛具必須接觸牢固,導電良好。形狀復雜件必須采用輔助陰極。
(3)粉末冶金殼體電鍍乳白鉻的工藝條件為:40A/dm2,(58±2)℃,30min。
(4)鍍前處理采用180#汽油浸泡。鍍后處理工藝流程為:堿 煮水煮烘干涂F20-1脫水防銹油。
