聚醚醚酮在電纜上的應用
2013-02-18 03:25:58閆春子
電線電纜 2013年4期
關鍵詞:設備
閆春子,關 鵬
(1.天水鐵路電纜有限責任公司,甘肅 天水741000;2.上海通號軌道交通工程技術研究中心有限公司,上海200072)
0 引言
隨著我國經濟的快速發展,對電線電纜的要求越來越高,傳統普通材料已不能滿足現有需求。為了滿足不同使用環境對電纜的要求,對于電纜制造企業來說,材料的選擇和使用是至關重要的。
聚醚醚酮(英文Poly ether ether Ketone,簡稱PEEK)聚合物是一種線性芳香族半結晶態熱塑性材料,具有包覆加工性好(可熔融擠出,而不用溶劑)、燃燒時發煙量低且產生腐蝕性氣體少、耐剝離性好、耐磨耗性好、耐輻照性強、易著色等特點,是一種可用于制作電線電纜絕緣的新型特種工程塑料。
1 PEEK簡介
PEEK由Victrex公司(早期為ICI)在1977年首先開發,經過多年的研究和試驗,到2009年底第三代產品已上市,其基本力學性能、耐熱性能、加工性能等都有不同程度的提高。目前,國內外已有多家企業研究生產,如國外的英國Victrex、德國Degussa、比利時Solvay、美國LNP、荷蘭DSM、美國RTP公司、日本住友共混公司等,國內吉林大學特種工程塑料、金發科技股份有限公司等,但國產的穩定性較差,不能用于電線電纜。
1.1 無鹵性能
PEEK材料分子中不含有鹵素原子,材料燃燒后不產生酸性氣體和有毒氣體,并完全符合歐盟RoSH等環保要求,是環保材料。
1.2 體積電阻
在極廣的溫度范圍內,普通PEEK聚合物仍能保持很高的體積電阻系數數值,在23℃,PEEK體積電阻率為6×1013Ωm以上,在140℃,其體積電阻率為8×1012Ωm以上,而溫度在200℃,其體積電阻率為6×109Ωm以上,仍具有優良的絕緣性能。如圖1、圖2。
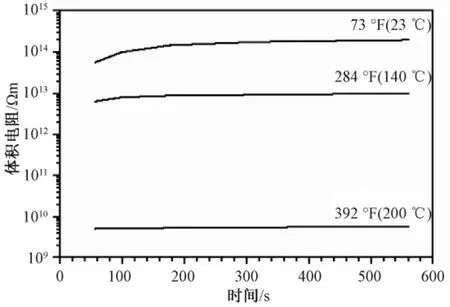
圖1 PEEKTM 450G的體積電阻對數值隨充電時間的變化曲線
1.3 表面電阻
PEEK在25℃、50%濕度條件下表面電阻系數達到2.0×1016Ω,優于氟塑料、聚酰胺、聚酰亞胺等塑料(如圖3)。
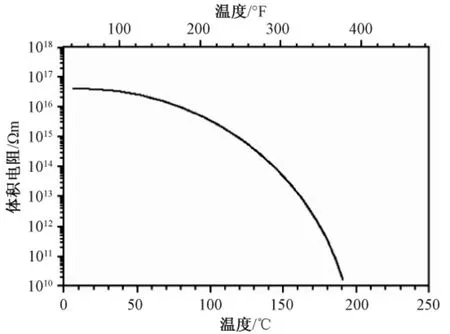
圖2 PEEKTM 450G的體積電阻對數值隨溫度的變化曲線
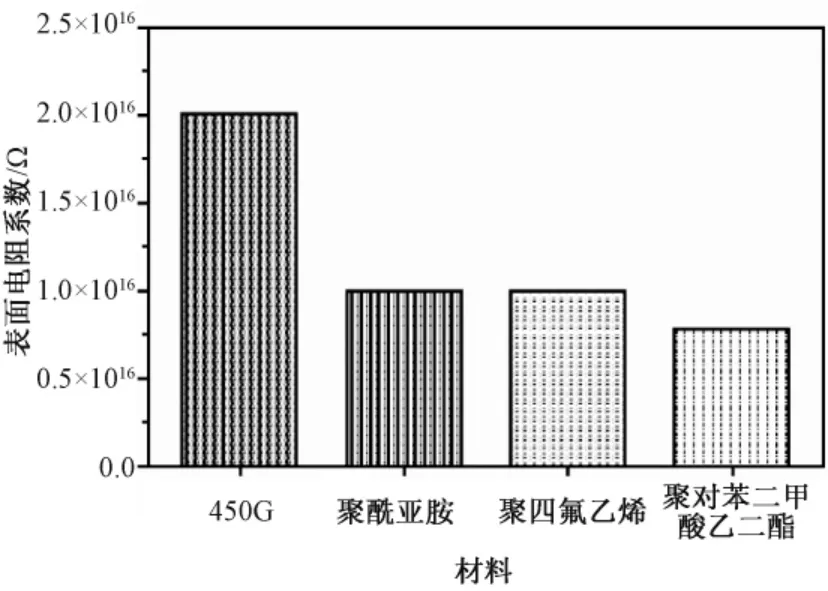
圖3 在25℃、50%濕度條件下測試的各種工程聚合物的表面電阻系數
1.4 介電常數和介電損耗因子
PEEKTM450G的介電常數只有2.7,略高于聚乙烯(PE)和氟塑料,但比聚氯乙烯(PVC)低很多。
圖4、圖5的比較曲線顯示:在109Hz的頻率范圍內,普通PEEK聚合物具有良好的電氣性能。該材料的很多電氣性能符合熱塑材料的典型性能,同時PEEK聚合物在極廣的溫度和頻率范圍內也保持這些優良的絕緣性能。從圖4可以看出,PEEK材料在140℃以下,其tanδ損耗較小。圖4和圖5中,PPS為聚苯硫醚,PES為聚醚砜,PC為聚碳酸酯,PSU為雙酚A型聚砜。
1.5 耐熱性
PEEK聚合物具有143℃的玻璃態轉化溫度,由于它是一種半結晶態熱塑材料,所以在熔點溫度343℃附近仍可保持優良的機械性能。耐疲勞及耐蠕變性是熱塑性塑料中最高的。
1.6 阻燃性
PEEK有自熄性,不加任何阻燃劑用UL標準測定分別達到94V-1(厚度為0.3 mm)、94V-0(厚度為1.5 mm)、94V-5(厚度為3.2 mm)。另外燃燒時的發煙量也非常少。
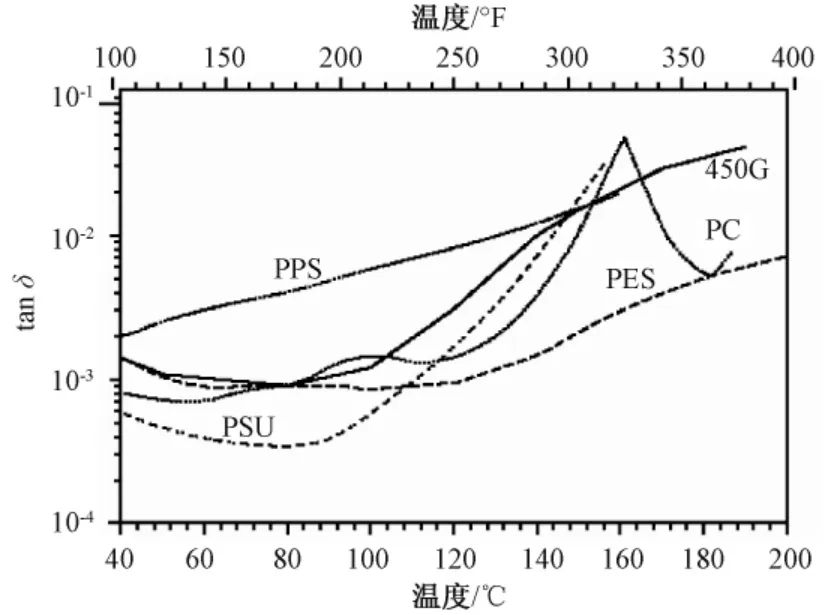
圖4 各種工程熱塑材料的tanδ(60 Hz條件下)隨溫度變化的比較曲線
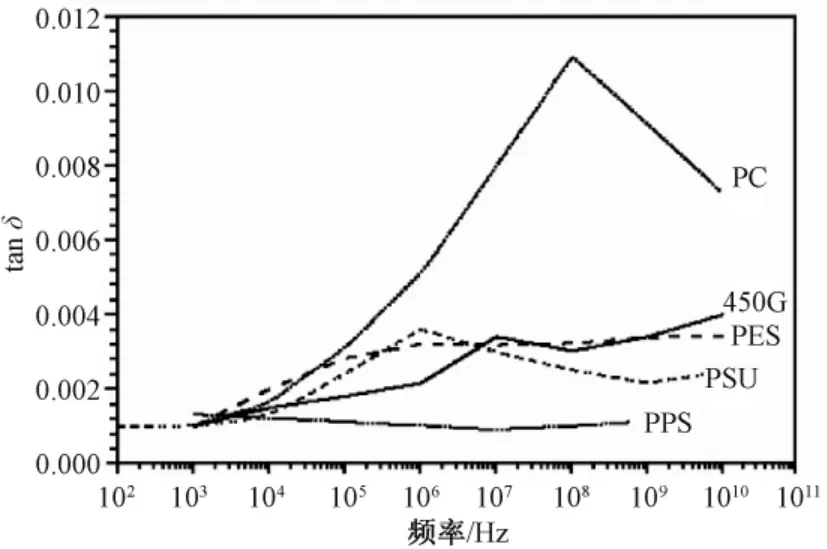
圖5 23℃條件下,各種工程熱塑材料的tanδ隨頻率變化的比較曲線
1.7 耐環境
PEEK只溶解于濃硫酸中,有良好的耐化學藥品性,特別是在高溫下耐酸堿性方面比聚酰亞胺好得多。同時PEEK的吸水率很小,23℃的飽和吸水率只有0.5%。而且耐熱水性好,可以在300℃的加壓熱水或蒸氣中使用。
1.8 耐輻照性
耐γ輻照的能力很強,超過了通用樹脂中耐輻照性最好的聚苯乙烯。可做成γ輻照劑量達1 100 Mrad時仍能保持良好絕緣性能的電線。
2 PEEK的加工設備
PEEK具有很好的機械性能,對加工設備的要求較高,在選擇設備時要充分考慮以下因素。
2.1 擠出設備的選擇
因PEEK材料較硬,易磨損設備,故加工PEEK材料的設備的螺桿、機筒、機頭必須加以硬化(如氮化法),此技術可提供必需的表面強度,以防止熔融物引起過度磨損。
同時擠出機應滿足下述基本條件:料筒溫度可升到400℃,設定溫度變動不超過±2℃;料筒內應沒有形成熔融料死角的地方。
2.2 螺桿的選擇
擠出PEEK時會出現出料不均勻、擠出壓力過大等問題,主要是由于PEEK熔體黏度大、流動相對較慢。如果只通過調節溫度來改善上述擠出時發生的問題,會導致經常出現預交聯現象,造成塑化不均勻。此時,應對擠出螺桿進行改進,采用等距不等深的螺桿擠出(如圖6所示),以避免未熔融的顆粒傳送到螺桿的壓縮段。同時,還應適當延長螺桿的進料段,而為了提高剪切力,應增加機腔內塑料的溫度,要求螺桿與機腔套筒的間隙要小于0.30 mm。
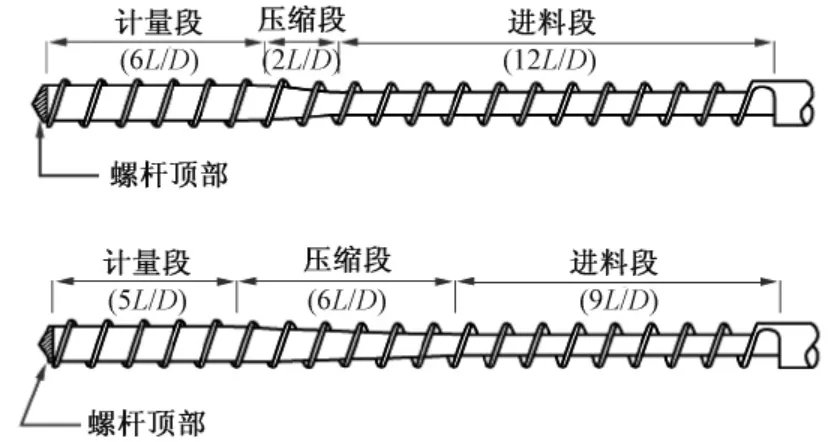
圖6 PEEK專用螺桿(等距不等深螺桿)
3 PEEK的加工工藝及注意事項
PEEK具有很好的機械性能和電氣性能,由于它具有硬度高、耐高溫等特性,因此其加工工藝與以往的普通塑料也有所不同。
3.1 模具溫度
PEEK的熔點溫度是343℃,且因其結晶性,故343℃附近仍可保持一定的機械性能,所以PEEK的加工溫度要遠高于熔點溫度。根據經驗,模具溫度一般為380~390℃,一般設計為400~500℃的模具和機頭。
3.2 PEEK材料的干燥處理
PEEK的吸水率很低,飽和吸水率只有0.5%,但是要在高溫下成型,所以加工成型之前要在150℃的環境中干燥3 h以上,或在160℃的環境中干燥2 h以上,以確保擠出電纜的均勻一致性。
3.3 擠出成型條件
PEEK的標準擠出成型條件如表1所示。
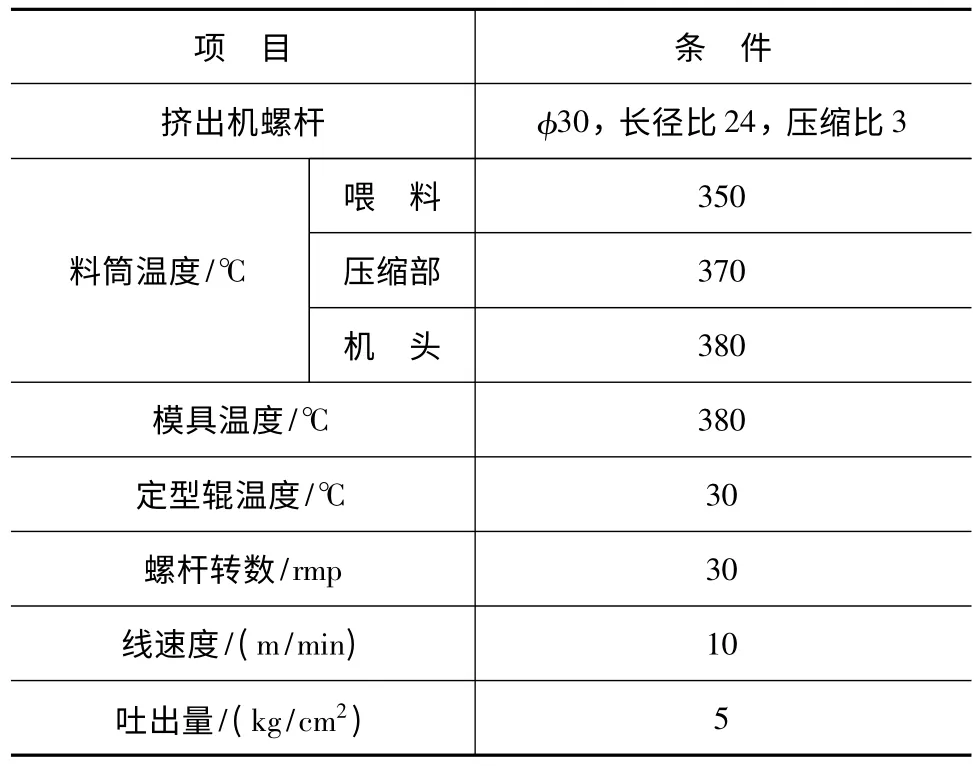
表1 PEEK的標準擠出成型條件
3.4 注意事項
(1)不要使用連續壓縮PVC螺桿,因其實際上沒有進料部分,使聚合物緊縮,導致轉矩過大。
(2)先加熱導體再進入機頭生產。PEEK優良的物理性能源于半結晶態特性,導體的溫度低會阻礙PEEK結晶過程。
(3)使用過濾網。PEEK在加工設備中停留時間長,會產生凝膠,最終會影響線纜表面品質,使用過濾網可有效地分散這些凝膠,且將凝膠留在加工設備中。
(4)清洗設備時最好使用清洗料,因清洗時必須保證PEEK沒有冷卻和固化,反之PEEK將與氮化涂層粘的很牢固,會將涂層從金屬表面剝落。
4 結束語
PEEK絕緣電線突出的耐高溫性、阻燃性、耐輻射性以及良好的機械性能,使其在航空工業中可作為超高溫導線,在石油工業中可作為潛油泵電機繞組線及連接線,在原子能發電站中可作為核島驅動機構的繞組線圈長期在輻照條件下使用;PEEK絕緣電線的耐海水性、重量輕、體積小、阻燃性等優異性能,使其可在艦船中使用。因此,PEEK絕緣電線具有十分廣闊的推廣前景和應用價值。
[1]左 衛,許德玲,包 明,等.PEEK絕緣電線的擠出工藝[J].光纖與電纜及其應用技術,2012(3):36-38.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
