輻照交聯乙烯-四氟乙烯絕緣航空線制備與性能表征
2013-02-18 03:26:00王新營計初喜劉旌平
電線電纜 2013年4期
關鍵詞:劑量
鄭 偉,王新營,嚴 波,計初喜,劉旌平
(1.特種電纜技術國家重點實驗室,上海200093;2.上海特纜電工科技有限公司,上海201300)
0 引言
在航空航天用電線電纜中,輻照交聯電線有交聯聚氯乙烯絕緣電線、輻照交聯乙烯-四氟乙烯共聚物(X-ETFE)絕緣電線等,其中X-ETFE絕緣電線正是當今航空用電線中的兩種主要線種之一[1]。
X-ETFE絕緣電線采用特殊的X-ETFE絕緣料,擠包成電線后,經電子束輻照而交聯;X-ETFE除保持ETFE原有特性外,其溫度等級提高到200℃。該電線一般采用薄壁絕緣結構,如單層絕緣電線的絕緣厚度為0.15 mm,故在相同載流量要求下,電線重量輕,這一點對航空航天飛行器來說是非常重要的,所以自上世紀70年代以來,這一線種一直深受航空航天業的青睞,目前無論是軍用還是民用航空航天飛行器都大量使用這種電線[2]。
上海電纜研究所采用國產設備及原材料研發X-ETFE絕緣料,并制備出X-ETFE絕緣航空電線,經過一系列性能測試后,所制備的X-ETFE絕緣航空線滿足相關標準要求。
1 航空線制備
1.1 原材料
上海電纜研究所自制四種X-ETFE絕緣料,分別為采用進口國外公司ETFE樹脂的1#與2#絕緣料,采用國內公司ETFE樹脂的3#與4#絕緣料。導體為20AWG線規鍍錫銅絞合導體。
1.2 生產設備
具體航空線生產在上海特纜電工科技有限公司完成。氟塑料擠出采用 35單螺桿高溫串擠設備。電子加速輻照器2.5 MeV。
1.3 生產過程
絕緣料在60~70℃下烘2~3 h;制備標準MIL-W-22759/32;擠出機溫度220~330℃;配模工藝,內模1.5/3.3 mm、外模4.5 mm;收線速度不超過20 m/min;火花電壓5.7 kV;成品外徑1.270±0.05 mm。
航空線試制過程中,1#與2#絕緣料過程順利,成品線徑控制較為穩定,無擊穿現象,且電線表面光滑、無缺陷,表觀質量優良。
3#與4#絕緣料生產過程中成品線徑誤差較大,經過工藝調整后情況未能有明顯好轉,但線徑仍然在標準要求的范圍內。電線表面光滑,有少量的雜質出現,出現少量擊穿現象,國產原料性能和質量穩定性不佳導致以上問題的出現。
針對試制樣線,為摸索出適合的輻照劑量,設定了7檔輻照劑量分別為4、6、8、10、12、14、16 Mrad。
2 航空線性能表征
X-ETFE絕緣航空線的主要標準為MIL-W-22759和GJB 773A—2000。在相應的標準中,對XETFE絕緣電線提出了很高的要求,制定了多項試驗測試,這些試驗包括機械、電氣、浸油、高低溫度測試等。根據項目組多年的研究與測試經驗,其中大部分試驗項目,對X-ETFE絕緣電線來說是沒有太大問題的,用ETFE基體樹脂作絕緣都能達到要求,但是其中有兩項試驗是很難達到的,即交聯度驗證測試和機械性能測試,這兩項測試均與絕緣材料的交聯度有關。
2.1 交聯度驗證試驗
由于氟塑料的特殊性,X-ETFE很難像交聯聚烯烴那樣測凝膠含量或熱延伸來確定其交聯度,所以采取了交聯度驗證測試來確定其交聯度,具體試驗方法如下:把60 cm長的航空線試樣兩端各剝去2.5 cm絕緣,兩端導體上掛上規定重量,然后把試樣懸掛在規定直徑的試棒上(如圖1所示),在300℃環境下放置7 h,冷卻后將試樣掛重去除,并在規定的試棒上對試樣進行正反各兩次的卷繞試驗,肉眼觀察有無開裂現象;然后將試樣放入5%的鹽水中浸泡5 h后,要求通過2 500 V、5 min的耐壓試驗,因為當ETFE未交聯時,其熔點在270℃左右,而現在要經過300℃、7 h時的高溫壓力下試驗,所以只有交聯度達到相當程度,才能通過。
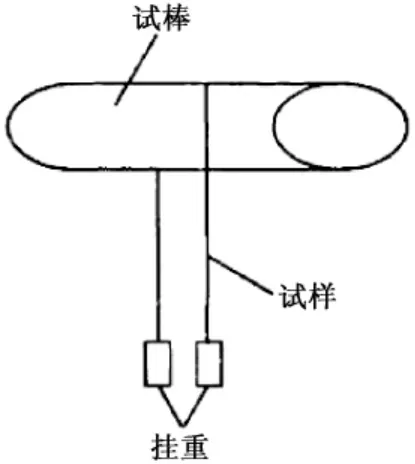
圖1 交聯度試驗示意圖
2.2 機械性能試驗
航空線試樣剝去外層絕緣,對絕緣進行力學性能測試。測試環境溫度為20℃±5℃,拉伸速率為50 mm/min。
X-ETFE絕緣的力學性能,標準規定了相當高的要求。抗拉強度必須大于35 MPa,交聯后絕緣的斷裂伸長率會下降,國外X-ETFE絕緣電線的斷裂伸長率指標定為不低于75%,對此類產品來說,這是非常高的要求,但作為高性能的航空航天用產品,這也是必要的。
3 結果與討論
3.1 交聯度驗證試驗
根據相關標準要求和前期實驗總結,對本次試驗的航空線主要進行了交聯度驗證試驗,評估材料耐熱性能的高低。為了保證試驗的準確性,每種航空線取兩根試樣進行交聯度驗證試驗,試驗結果如表1所示。

表1 交聯度驗證試驗結果
由表1可以看出,隨著輻照劑量的提高,各批次航空線的交聯度也隨之提高,最后均能通過交聯度驗證試驗。
1#與2#絕緣料隨著輻照劑量的提高,耐壓試驗過程中的耐壓程度也是逐漸提高,在輻照劑量4 Mrad時,耐壓試驗中電壓稍有提高便立刻擊穿;當輻照劑量提高到10 Mrad時,耐壓試驗已經能在電壓2.5 kV條件下保持90 s,說明絕緣料內部的交聯度有了顯著的提高。當輻照劑量提高到12 Mrad及以上時,已經能夠完全通過交聯度驗證試驗。
相比于1#與2#絕緣料,3#與4#絕緣料在相同的輻照劑量下,交聯程度明顯不足,這兩種絕緣料制備的航空線在16 Mrad輻照劑量下才能完全通過交聯度驗證,高于1#與2#的12 Mrad輻照劑量。
X-ETFE絕緣料在高能電子的輻照下,氟塑料在交聯劑的作用下產生各種自由基,通過自由基的相互結合而形成新的連接鍵,形成空間網狀的三維立體結構,其材料性能發生相應的變化:從可熔融變為不熔,耐高溫性能及高溫下的強度有明顯的提高;分子間形成新的連接鍵,阻止了分子的相對滑移,剛性增加,蠕變行為減小;耐應力開裂性能有所提高。X-ETFE絕緣料熔點在255~275℃之間,輻照加工后絕緣料耐熱性能有了顯著的提高,所以能夠滿足高于材料熔點溫度之上的性能測試(如交聯度驗證測試,溫度要求為300℃),且輻照劑量越高則交聯度越高,交聯度越高則材料的耐熱性能越好。從測試中也可以體現出,隨著輻照劑量的提高,四種航空線的耐熱性能均顯著提高,交聯度驗證測試均能夠通過。
3.2 機械性能
在交聯度驗證試驗通過的基礎上,機械性能尤其是斷裂伸長率滿足標準要求尤為重要,因為交聯度提高的前提下絕緣的斷裂伸長率肯定會有顯著的下降,同時要滿足交聯度和斷裂伸長率這兩方面矛盾的性能要求,對絕緣材料有著較高的要求。機械性能結果如表2所示。
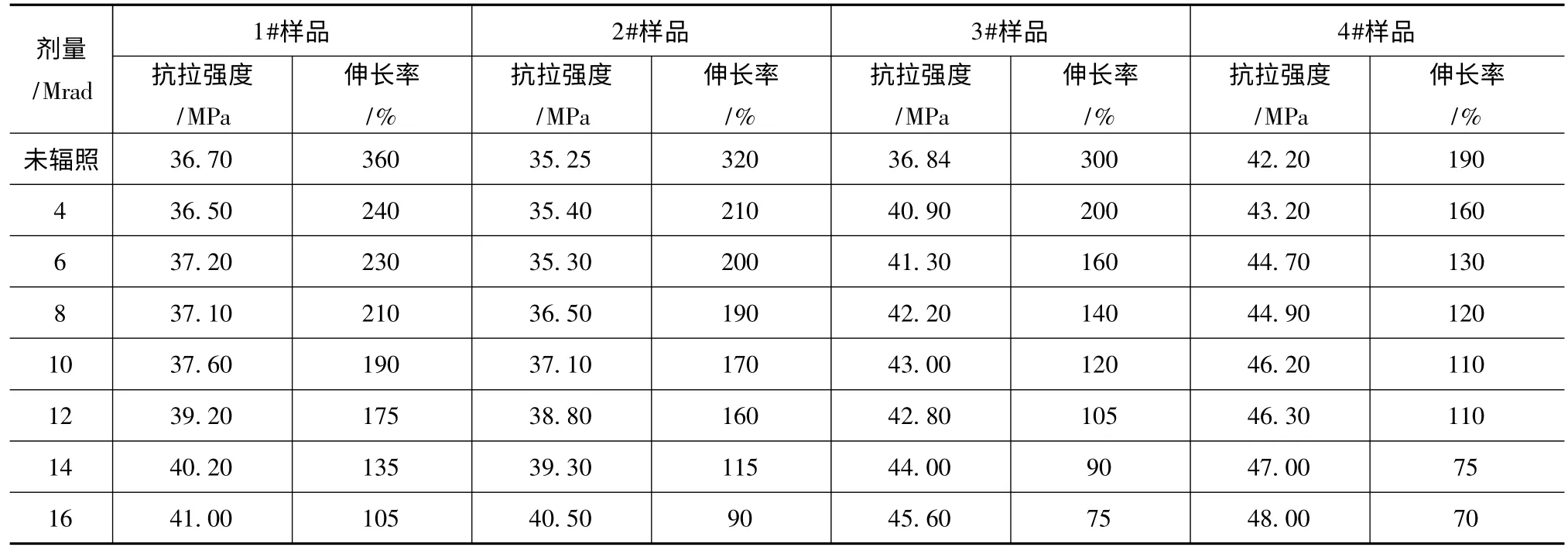
表2 機械性能結果
由表2可以看出,隨著輻照劑量的提高,四種絕緣料的抗拉強度有小幅度的提高,但是斷裂伸長率有顯著的下降,交聯程度的提高導致分子鏈之間的滑動難度增大,降低了伸長率。
對于1#、2#絕緣料來說,當滿足交聯度驗證時輻照劑量為12 Mrad,其抗拉強度與斷裂伸長率分別為39.20 MPa、175%與38.80 MPa與160%,均滿足標準要求的強度大于35 MPa和伸長率大于75%;但是當輻照劑量提高到16 Mrad時,伸長率下降到只有105%和90%,雖然仍滿足標準要求,但為了滿足其他性能的要求,輻照劑量還是不宜過高。
對于3#、4#絕緣料來說,當滿足交聯度驗證時輻照劑量為16 Mrad,其抗拉強度與斷裂伸長率分別為45.60 MPa、75%與48.00 MPa、70%,斷裂伸長率已經不能滿足標準要求了,說明在交聯度達到要求的情況下,其內部分子鏈的滑動已經相當困難,不能滿足伸長率的要求。
輻照加工在提高了材料耐熱性能的條件下,也阻止了分子的相對滑移,剛性增加,蠕變行為減小,宏觀上的體現便是材料斷裂伸長率的顯著降低,為了滿足相關標準對機械性能的要求,輻照劑量必須控制在一定的范圍之內,以滿足耐熱性能和機械性能這兩個相互矛盾的性能要求。
4 結論
(1)四種絕緣料制備的航空線的可加工性能均較優良,可以在較寬泛的加工窗口下生產航空線,且產品的表觀性能較好。
(2)進口ETFE樹脂制備的X-ETFE絕緣料可加工性能優良,制成的航空線表觀質量與性能優良。
(3)國產ETFE樹脂制備的X-ETFE絕緣料可加工性能良好,制備的航空線表觀質量較好,性能方面交聯度驗證測試能夠通過,但是力學性能勉強符合標準要求,需要進一步提升與改進。
(4)本項目研制生產的輻照交聯乙烯-四氟乙烯共聚物絕緣料性能優良,經過制線并輻照加工后,可以滿足航空線標準MIL-W-22759和GJB 773A—2000的性能要求。
[1]黃淑貞,張兆文.XETFE絕緣電線電纜的技術現狀和國產化探討[J].電線電纜,2011(4):1-4.
[2]劉旌平,張賢靈,張敬平.輻照交聯乙烯四氟乙烯絕緣電線后處理工藝條件的選擇[J].電線電纜,2010(6):4-6.
猜你喜歡
課堂內外·初中版(科學少年)(2023年10期)2023-12-10 00:43:06
全科護理(2022年10期)2022-12-26 21:19:15
中國合理用藥探索(2022年1期)2022-11-26 00:22:32
今日農業(2022年4期)2022-11-16 19:42:02
鄉村科技(2021年33期)2021-03-16 02:26:54
國際放射醫學核醫學雜志(2021年10期)2021-02-28 08:41:58
藥學與臨床研究(2015年4期)2015-06-05 11:35:54
衛生職業教育(2014年24期)2014-05-20 09:05:38
同位素(2014年2期)2014-04-16 04:57:20
中國合理用藥探索(2014年11期)2014-03-11 20:30:20
