低濃度液堿配制的工藝設計
2013-02-18 08:19:10周江沛中國石油集團東北煉化工程有限公司吉林設計院吉林市132002
化工管理 2013年8期
關鍵詞:調節閥
周江沛(中國石油集團東北煉化工程有限公司吉林設計院吉林市132002)
1 概述
目前,我國現有氯堿廠中液堿的生產工藝,主要采用的是離子膜法和隔膜法,其中離子膜法生產的液堿濃度為30~32%wt,隔膜法生產的液堿濃度為40~42%wt。但是很多使用液堿的用戶不是使用這個濃度,而是使用更稀濃度的液堿,例如18~20%wt濃度。這就需要用戶在購買到商品液堿后重新配制,我們這里介紹一種投資少的液堿配制工藝,愿與同行共同探討和完善工藝設計。
2 工藝流程
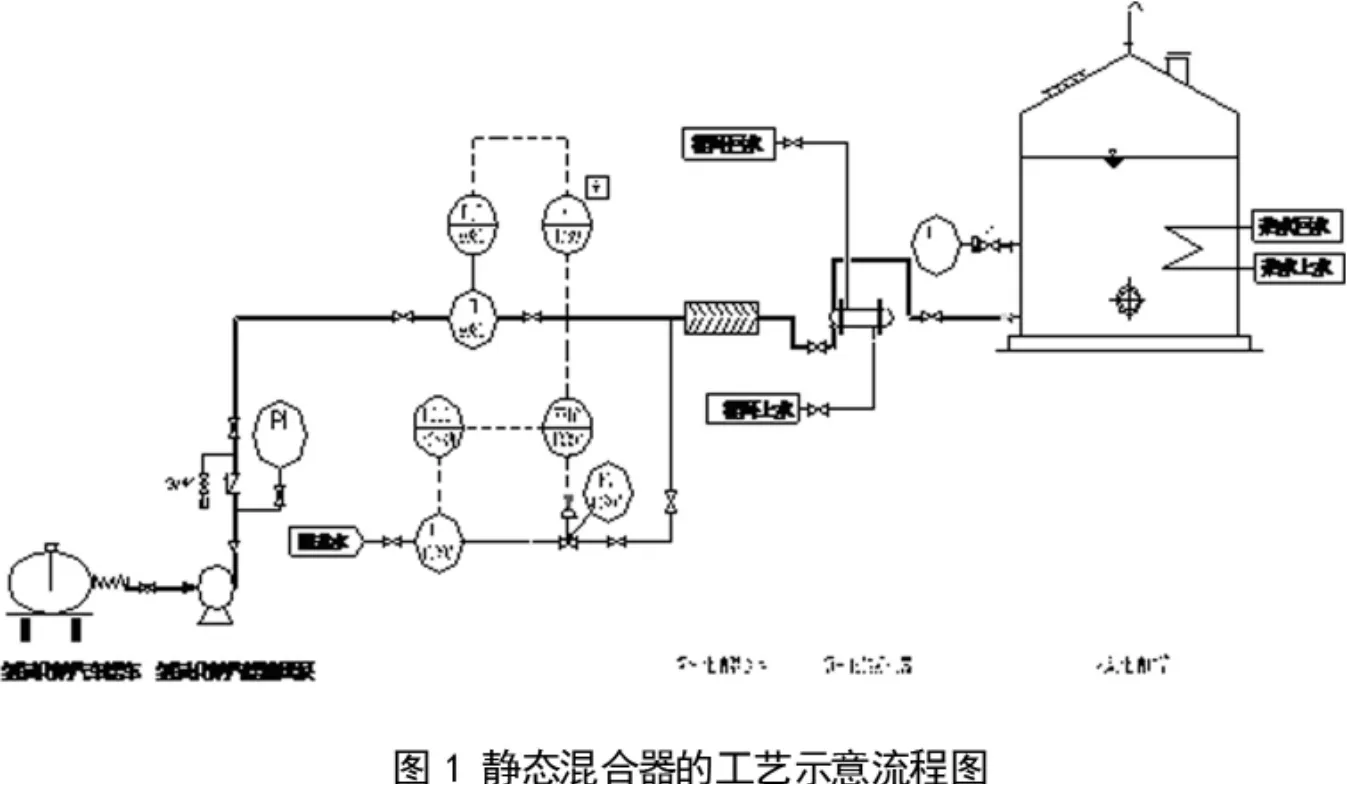
液堿配制使用靜態混合器的工藝流程,一定濃度的液堿從液堿槽車經泵打出后,在有熱水伴熱的管線上經流量計計量后,送入靜態混合器,另一路脫鹽水管線上經流量計計量后,送入比值調節閥調節流量之后進入靜態混合器,經混合后液堿濃度稀釋到用戶要求的濃度,再經過冷卻器撤出稀釋熱后送入用戶液堿貯罐。如圖1。
3 液堿輸送的溫度控制
我們在液堿輸送過程中選擇一個合適的溫度是很重要的,因為液堿的溫度、濃度和粘度三者之間存在一定的聯系,具體見下表1所示。
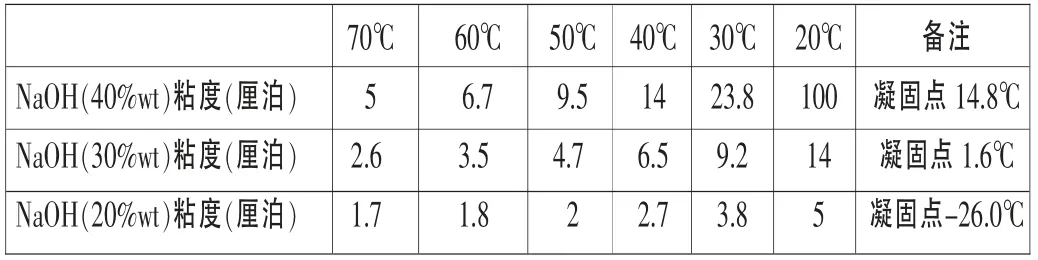
表1 液堿的溫度、濃度和粘度關系圖
從上表可以看出,如果輸送NaOH(40%wt)時,溫度應選擇在40℃左右,如果輸送NaOH(30%wt)時,溫度應選擇在20℃~30℃左右,如果輸送NaOH(20%wt)時,溫度應選擇在20℃左右。為了保持管線溫度我們選擇熱水伴熱或電伴熱方式。
4 比值調節配制相應濃度
液堿進入混合器之前,首先經過流量計測定流量,之后這個流量信號傳給流量比值調節閥,根據事先設定的比值,調節脫鹽水調節閥的閥門開度,同時,在脫鹽水管線上記錄流量。以30%wtNaOH配制為18%wtNaOH水溶液為例,說明比值。設30%wtNaOH水溶液流量為X kg/h,脫鹽水流量為Ykg/h。根據混合前后溶質的質量平衡計算比值。30% x X=18%(X+Y),解得X/Y=3/2。
5 合理撤出液堿稀釋熱
在液堿稀釋過程中會放出熱量,為了達到用戶要求的稀釋濃度和溫度,我們需要在混合后撤出液堿稀釋熱,來控制稀釋后的溫度。首先要計算出換熱量。我們可以在氯堿工業理化常數手冊中查到30℃30%wtNaOH水溶液焓值為30.13kcal/kg,40℃脫鹽水的焓值為40.01kcal/kg,40℃18%wtNaOH水溶液焓值為34.06kcal/kg。假設15000 kg/h,30℃30%wtNaOH水溶液和10000 kg/h,40℃脫鹽水混合,得到25000 kg/h,40℃18%wtNaOH水溶液,需要從系統中撤出的熱量為Q,根據熱量平衡計算,15000 kg/hx30.13kcal/kg+10000 kg/hx40.01kcal/kg=25000 kg/hx34.06kcal/kg+Q,Q=550 kcal/h。
6 結論
本文介紹的液堿配制方法投資少,占地少。在液堿配制過程中,根據液堿的濃度選擇輸送溫度,要求靜態混合器混合后的效果達到配制濃度±0.2%wt范圍內,混合器的材質可以選擇碳鋼或者316L不銹鋼。計算各股物料的配制比值,在DCS、PLC或者單回路調節器上都可以設定,自動完成液堿配制過程。
猜你喜歡
儀器儀表用戶(2023年11期)2023-10-25 01:46:48
儀器儀表用戶(2023年10期)2023-09-12 08:24:28
儀器儀表用戶(2022年11期)2022-11-03 12:38:58
儀器儀表用戶(2022年10期)2022-09-29 04:36:58
儀器儀表用戶(2022年9期)2022-08-30 05:39:48
儀器儀表用戶(2022年5期)2022-05-06 09:02:30
儀器儀表用戶(2022年4期)2022-04-01 03:17:02
儀器儀表用戶(2021年12期)2021-12-10 16:02:25
儀器儀表用戶(2021年11期)2021-11-29 02:20:36
石油化工自動化(2018年5期)2018-11-14 02:34:26
