加工因素對(duì)噴油嘴噴孔幾何特征的影響研究*
2013-02-27 08:34:24田大洋黃魏迪李治龍龔慧峰吳志軍李理光
汽車工程 2013年11期
田大洋,黃魏迪,李治龍,龔慧峰,吳志軍,李理光,2
(1.同濟(jì)大學(xué)汽車學(xué)院,上海 200092;2.同濟(jì)大學(xué)中德學(xué)院,上海 200092)
前言
內(nèi)燃機(jī)缸內(nèi)燃油的霧化水平主要取決于3個(gè)因素:發(fā)動(dòng)機(jī)運(yùn)轉(zhuǎn)工況、油氣混合策略和噴油嘴的幾何特征[1]。其中噴油嘴內(nèi)部幾何特征可以直接影響燃油在噴油嘴內(nèi)部的流動(dòng)狀態(tài),進(jìn)而影響噴霧霧化和液滴的蒸發(fā)特性[2-3],因此針對(duì)噴油嘴內(nèi)部結(jié)構(gòu)幾何特征參數(shù)和加工工藝對(duì)它的影響規(guī)律的研究已成為改善噴霧霧化質(zhì)量的重要途徑之一。
現(xiàn)有噴孔幾何特征參數(shù)的測(cè)量方法主要有光學(xué)診斷測(cè)量方法、探針測(cè)量方法、剖面測(cè)量方法和硅樹脂噴孔鑄模測(cè)量方法等[4-6]。但這些方法存在觀察測(cè)量不全面、精度不夠高或?qū)儆谄茐男詼y(cè)量等問題。此外,現(xiàn)有的這些測(cè)量方法往往只能基于噴孔圓周方向上某一截面提取噴孔幾何特征參數(shù),而實(shí)際上噴孔尺寸在噴孔圓周方向上會(huì)存在一定的數(shù)值波動(dòng),若僅以某一截面的測(cè)量結(jié)果引入后續(xù)的試驗(yàn)或模擬計(jì)算中,會(huì)導(dǎo)致試驗(yàn)結(jié)果或模擬結(jié)果產(chǎn)生偏差。文獻(xiàn)[7]和文獻(xiàn)[8]中提出了基于同步輻射光源X射線噴孔斷層掃描法,利用高能高通量同步輻射X射線,對(duì)噴孔進(jìn)行X射線層析掃描,獲得了高精度的噴孔三維模型,并基于該模型實(shí)現(xiàn)了柴油機(jī)噴油嘴噴孔的直徑、長(zhǎng)度和入口倒角半徑等特征參數(shù)在噴孔圓周方向上的任意測(cè)量,為噴孔幾何特征變化規(guī)律的研究奠定了良好的基礎(chǔ)。
噴油嘴的加工[9]工序中,研磨工藝是決定噴油嘴內(nèi)部結(jié)構(gòu)的關(guān)鍵因素,而噴孔位置和壓力室容積又會(huì)對(duì)噴孔研磨加工的效果造成重要影響。
本文中基于同步輻射X射線噴油嘴內(nèi)部結(jié)構(gòu)斷層掃描技術(shù),獲得了具有不同噴孔位置、壓力室容積和研磨時(shí)間的噴油嘴噴孔三維模型,并在噴孔圓周方向上對(duì)各噴油嘴噴孔幾何特征參數(shù)進(jìn)行測(cè)量,分析了噴孔位置和壓力室容積對(duì)于噴孔研磨效果的影響規(guī)律。
1 試驗(yàn)裝置
同步輻射是相對(duì)論性帶電粒子在電磁場(chǎng)的作用下沿轉(zhuǎn)彎軌道行進(jìn)時(shí)所發(fā)出的電磁輻射,具有高準(zhǔn)直性、高穿透性和高相干性等特點(diǎn),是拍攝噴油嘴內(nèi)部結(jié)構(gòu)的理想工具。研究采用的同步輻射高能X射線由上海光源BL13W1線站提供。為了獲得噴油嘴噴孔的三維數(shù)字模型,對(duì)噴油嘴旋轉(zhuǎn)180°依次進(jìn)行透視拍攝,每次旋轉(zhuǎn)角度為0.25°,共拍攝720張透視圖像。拍攝完成后對(duì)圖像進(jìn)行濾波反投影處理,得到噴油嘴頂部不同高度位置的斷層切片圖像,再利用三維模型重建方法還原出噴油嘴噴孔的幾何特征。經(jīng)過多次調(diào)試,當(dāng)光子能量為55keV、圖像空間分辨率為3.7μm和每張圖像曝光時(shí)間為8s時(shí),所得圖像經(jīng)濾波處理后噪點(diǎn)較少,切片邊緣與背景對(duì)比度較高[10]。具體過程如圖1所示。
2 噴油嘴內(nèi)部結(jié)構(gòu)特征參數(shù)定義
選擇不同噴孔位置、壓力室容積大小和研磨時(shí)間長(zhǎng)短不同的6只單孔噴油嘴進(jìn)行研究。其中兩種容積的壓力室,分別標(biāo)記為A型壓力室和B型壓力室;兩種噴孔位置,分別為頂置噴孔和側(cè)置噴孔。具體參數(shù)見表1。
利用獲得的噴油嘴噴孔三維數(shù)字模型,可在噴孔圓周方向上的不同截面對(duì)噴油嘴內(nèi)部幾何特征參數(shù)進(jìn)行測(cè)量。本文中以噴孔軸線為中心,每旋轉(zhuǎn)30°選取一個(gè)截面,共計(jì)6個(gè)截面;每個(gè)截面的噴孔入口兩邊均有兩個(gè)圓角半徑,共計(jì)12組數(shù)據(jù)。

表1 噴油嘴設(shè)計(jì)參數(shù)
測(cè)量時(shí)選取的噴孔幾何特征參數(shù)為:噴孔入口直徑Din、噴孔出口直徑Dout、噴孔長(zhǎng)度L和噴孔入口圓角半徑R,如圖2所示。其中特別需要說明的是,為了考慮噴孔入口圓角對(duì)噴孔長(zhǎng)度的影響,噴孔長(zhǎng)度定義為從入口兩邊圓角中心連線的中點(diǎn)到噴孔出口中心連線的長(zhǎng)度;噴孔入口直徑則定義為噴孔入口圓角末端處的直徑。
由于噴孔各個(gè)幾何特征參數(shù)在噴孔圓周方向上會(huì)存在一定的數(shù)值波動(dòng),為了表征各特征參數(shù)在圓周方向上的一致性程度,引入平均差系數(shù)V的概念。平均差系數(shù)用來衡量一組數(shù)據(jù)對(duì)其均值的離散程度,其值越小說明數(shù)據(jù)一致性越好。V定義為
式中:Xi為數(shù)據(jù)值;為數(shù)據(jù)的平均值;n為該數(shù)據(jù)組的數(shù)據(jù)量。
3 測(cè)量結(jié)果與分析
3.1 測(cè)量結(jié)果
對(duì)6只噴孔幾何特征參數(shù)的測(cè)量結(jié)果和各參數(shù)平均差系數(shù)匯總?cè)绫?所示。
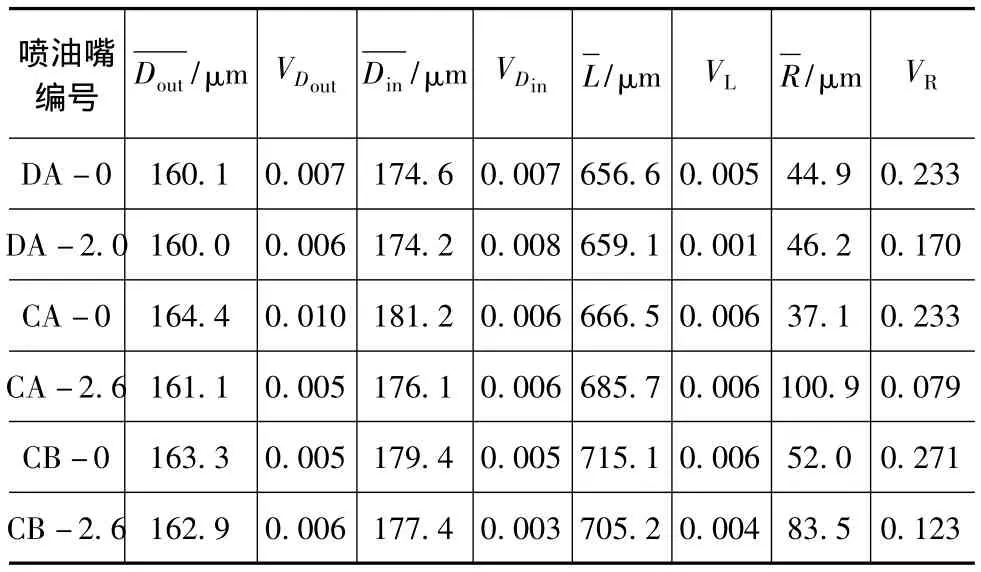
表2 噴孔幾何特征參數(shù)測(cè)量結(jié)果
測(cè)量結(jié)果表明,相對(duì)于噴孔入口直徑、出口直徑和噴孔長(zhǎng)度,研磨加工對(duì)噴孔入口圓角半徑的影響較為明顯。圖3示出研磨對(duì)噴孔入口圓角半徑的影響。由圖可見,研磨會(huì)增大噴孔入口圓角半徑,并降低其平均差系數(shù)。這說明研磨工藝可以有效改善噴孔入口過渡圓角的圓滑程度和周向均勻性。圖4示出其中一支噴油嘴在研磨和未研磨條件下噴孔入口圓角變化情況。由圖可見:研磨會(huì)使圓角半徑顯著增大,并改善了毛刺現(xiàn)象。
圖5示出研磨對(duì)噴孔直徑的影響。由圖可見,相對(duì)于未采用研磨工藝的噴油嘴,采用研磨工藝的噴油嘴噴孔出口直徑和入口直徑均較小。這是由于對(duì)于采用研磨工藝的噴油嘴,電火花加工噴孔時(shí)均留有加工余量。而研磨并未完全去除加工余量,導(dǎo)致噴孔直徑比未采用研磨工藝的噴孔小。其中,噴孔入口直徑的差值大于噴孔出口直徑的差值。這說明在研磨過程中,磨料對(duì)噴孔入口處的研磨效果較弱,剩余加工余量較多。此外,研磨后的噴孔入口直徑均小于設(shè)計(jì)數(shù)值,而出口直徑均大于設(shè)計(jì)數(shù)值。這說明在實(shí)際加工中,應(yīng)適當(dāng)減少入口處的加工余量,增加出口處加工余量,以便研磨后得到更符合設(shè)計(jì)尺寸的噴孔。
3.2 噴孔位置對(duì)噴孔研磨效果的影響
為比較噴孔位置對(duì)噴孔研磨效果的影響,選擇A型壓力室的4只噴油嘴DA-0、DA-2.0、CA-0、CA-2.6進(jìn)行比較。由圖3左邊4對(duì)直方可以看出,在研磨加工參數(shù)相近的情況下,噴孔位置對(duì)噴孔直徑和噴孔長(zhǎng)度的數(shù)值和周向均勻性影響較小,對(duì)噴孔入口圓角半徑影響則較大。對(duì)于經(jīng)過研磨的噴油嘴,頂噴孔和側(cè)噴孔的入口圓角半徑分別增大了3%和172%,平均差系數(shù)分別減小了30.9%和66.1%。由此可見,研磨工藝對(duì)側(cè)噴孔入口圓角圓滑程度和周向均勻性的改善效果比對(duì)頂噴孔的改善效果更好。這是由于研究使用的噴油嘴均為壓力室噴油嘴,在研磨側(cè)孔噴油嘴時(shí),研磨液在壓力室中形成渦旋,湍流強(qiáng)度強(qiáng)于頂孔噴油嘴,對(duì)材料的磨削效果更強(qiáng)。
3.3 壓力室容積對(duì)噴孔內(nèi)部結(jié)構(gòu)研磨效果的影響
選擇不同壓力室容積的4只側(cè)孔噴油嘴CA-0、CA-2.6、CB-0、CB-2.6分析壓力室容積對(duì)噴孔內(nèi)部結(jié)構(gòu)研磨效果的影響,結(jié)果如圖6所示。由圖可見,B型壓力室的噴孔長(zhǎng)度大于A型壓力室。這說明B型壓力室的加工刀具球頭半徑小于A型,加工所得的壓力室容積較小,噴孔壁厚較大,噴孔長(zhǎng)度較長(zhǎng)。
由圖3右邊4對(duì)直方可以看出,在相同研磨加工條件下,壓力室容積對(duì)噴孔直徑和噴孔長(zhǎng)度周向均勻性影響較小,對(duì)噴孔入口圓角半徑影響較大。對(duì)于經(jīng)過研磨的噴油嘴,A、B型壓力室噴孔入口圓角半徑分別增加了172%和60%,平均差系數(shù)分別減小了66.1%,54.6%。這說明研磨工藝對(duì)A型壓力室噴油嘴,即大容積壓力室噴油嘴的效果更強(qiáng),更能改善噴孔入口的圓滑程度和周向均勻性。這是由于增大壓力室容積有助于提高研磨液的湍流強(qiáng)度,促進(jìn)液體微團(tuán)摻混運(yùn)動(dòng),進(jìn)而提高了研磨液對(duì)材料的磨削效果。因此,為達(dá)到相同的入口圓角周向均勻性,采用大容積壓力室可減少研磨加工時(shí)間。
4 結(jié)論
(1)相對(duì)于噴孔長(zhǎng)度和噴孔出口與入口直徑,噴孔入口圓角半徑在圓周方向上的不均勻性要大得多,采用研磨工藝可以有效改善噴孔入口圓周的圓滑程度和均勻性。
(2)噴孔位置和壓力室容積的不同會(huì)使研磨加工的效果存在較大差別。側(cè)孔和大容積壓力室噴油嘴的研磨效果優(yōu)于頂孔和小容積壓力室噴油嘴。這是由于對(duì)側(cè)孔和大容積壓力室噴油嘴進(jìn)行研磨加工時(shí),研磨液的湍流強(qiáng)度較高,對(duì)材料的磨削作用較強(qiáng)。
(3)在柴油機(jī)噴油嘴加工中,應(yīng)考慮研磨對(duì)不同噴孔位置和不同壓力室容積噴油嘴加工效果的差異,以提高加工準(zhǔn)確性和一致性。
[1] Benajes J,Pastor JV,PayriR,et al.Analysis of the Influence of Diesel Nozzle Geometry in the Injection Rate Characteristic[J].Journal of Fluids Engineering,2004,126(1):64-71.
[2] Payri R,Salvador F J,Gimeno J.Diesel Nozzle Geometry Influence on Spray Liquid-phase Fuel Penetration in Evaporative Conditions[J].Fuel,2008,87(5):1165-1176.
[3] Bianchi G M,F(xiàn)alfari S,Pelloni P,et al.Numerical Analysis of High-Pressure Fast-Response Common Rail Injector Dynamics[C].SAE Paper 2002-01-0213.
[4] Peiner E,Balke M,Doering L.Form Measurement Inside Fuel Injector Nozzle Spray Holes[J].Microelectronic Engineering,2009,86(6):984-986.
[5] Kastengren A,Powell C F.Spray Density Measurements Using XRay Radiography[J].Inst.Mech.Eng,Part J.Automobile,2007:653-662.
[6] Macian V,Bermudez V,Payri R,et al.New Technique for the Determination of the Internal Geometry of Diesel Nozzle with the Use of the Silicone Methodology[J].Exp Tech,2003,27(2):39-43.
[7] 李治龍,吳志軍,高原,等.基于同步輻射高能X射線的噴油器噴油嘴內(nèi)部幾何結(jié)構(gòu)及尺寸的測(cè)量[J].吉林大學(xué)學(xué)報(bào)(工學(xué)版),2011,41(1):128-132.
[8] Wu Z J,Li Z L,HuangW D,etal.Comparisonsof Nozzle Orifice Processing Methods Using Synchrotron X-ray Macro-tomography[J].Journal of Zhejiang University Science A,2012,13(3):182-188.
[9] 張婕,唐維平,杜嚴(yán).噴油嘴噴孔加工工藝技術(shù)[J].現(xiàn)代車用技術(shù),2010,137(2):43-46.
[10] 黃魏迪,吳志軍,李治龍,等.柴油機(jī)噴油嘴內(nèi)部幾何結(jié)構(gòu)的噴霧貫穿距模型[J].內(nèi)燃機(jī)學(xué)報(bào),2012,30(2):124-128.
