水輪發電機轉子支架配刨副立筋的工藝方法
2013-03-04 05:22:28尚培軒
防爆電機 2013年4期
尚培軒
(哈爾濱電機有限責任公司,黑龍江哈爾濱150040)
0 引言
目前,水輪發電機轉子支架結構有多種形式,對于小尺寸轉子支架有磁軛轉子支架一體式、轉子支架工廠熱套式等。對于轉子支架與磁軛一體的轉子支架,工地安裝時無磁軛定位要求;對于轉子支架工廠內熱套的轉子支架,工廠內磁軛定位部分已經精加工完畢,工地直接以轉子支架磁軛定位處定位,進行磁軛安裝。對于巨型和大型轉子支架有工地配加工副立筋結構、工地機械加工磁軛定位段結構及工地焊接鍵槽板結構等。無論什么結構,都需要工地先把轉子支架焊接成整體。焊接后由于焊接產生變形,轉子支架外圓尺寸和弦距不能滿足磁軛疊裝的定位要求。為滿足磁軛疊裝要求,需要另外對定位處尺寸重新處理以滿足磁軛疊裝要求。
配加工副立筋式轉子支架由于尺寸大難于運輸,被設計成轉子支架中心體和多個轉子支架支臂組合而成,單件發往安裝現場并在現場組合、焊接。焊接后根據主立筋半徑配加工副立筋,加工完畢后安裝并焊接副立筋,達到疊片要求后配加工副立筋全過程完畢。下面闡述轉子支架配加工副立筋的結構和工藝。
1 工藝過程
1.1 轉子支架各主立筋弦距和徑向尺寸的測量
測量主立筋平面度,可采用吊鋼絲方法測量主立筋上下的直線度代替平面度,測量點不應少于1 點/米,要求平面度≤0.30mm。隨著近年來轉子支架尺寸的增加,主立筋焊接后平面度大多存在不合格現象,對于這樣的主立筋應該做出特殊標記,以便配加工副立筋時重新確定配加工量。安裝轉子支架測量柱和主立筋測量塊,測量主立筋上下弦距、上下徑向尺寸及主立筋周向、徑向傾斜。根據以上測量結果選擇一個徑向尺寸和弦距最接近平均值的筋作為1#筋,并順時針確定其余2#,3#,4#…立筋,打字頭。
1.2 劃線鉆攻工具把合孔
利用內徑千分尺和劃規,以轉子支架測量柱中心至測量工具安裝孔距離為半徑在各主立筋上端面劃圓弧,綜合考慮確定1#號筋上工具把合螺孔的周向位置線,該線與圓弧線交點即為1#號筋工具把合孔線。以1#號筋上工具把合螺孔中心線為起點,以分布圓弦距為半徑依次在2#,3#,…筋上劃出各筋上工具把合螺孔線,并打樣沖眼。利用工地現場可移式萬能鉆或磁力鉆,鉆攻螺孔。
1.3 安裝配筋測量工具
安裝調整1#號筋上配筋測量工具,用工具螺釘和墊圈把配筋測量工具固定在1#號筋上,精調后固定,用頂絲調整配筋測量工具高低和水平(見圖1),合格后依次裝調2#、3#、…筋上配筋測量工具。要求
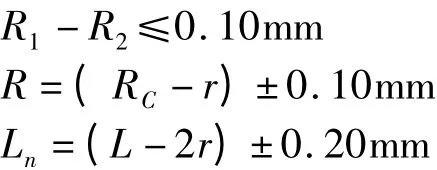
式中,R1、R2—配筋測量工具找正測量柱至中心距離;Ln—測量柱弦距;r—測量柱半徑;RC—副立筋外徑至中心距離;R—測量柱至中心距離;L—副立筋外徑中心弦距。
每個工具水平度≤0.04mm/m
所有測量工具應處在同一水平面(經緯儀測量),高程差≤0.5mm
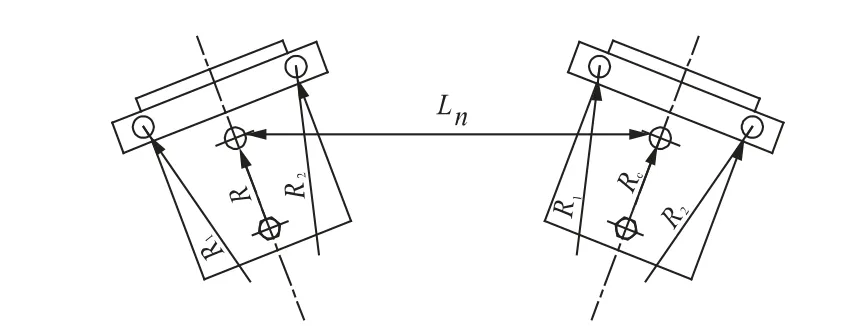
圖1 配筋測量簡圖
1.4 確定測量線
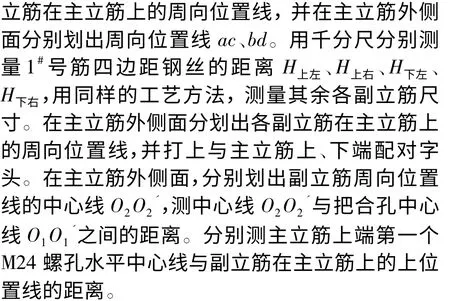
以各主立筋掛鉤上平面標高為基準向上引出副立筋上平面在主立筋上端外側面上的水平位置線,此線即為副立筋在主立筋上的上位置線ab。以副立筋在主立筋上的上位置線ab 為基準,向下引出副立筋下端在主立筋外側面位置水平橫線,此線即為副立筋在主立筋上的下位置線cd,此上、下水平橫線即為吊鋼絲時上、下測量位置線(見圖2)。
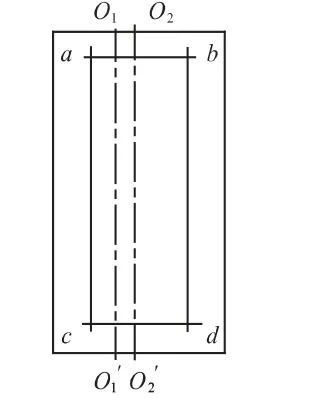
圖2 副立筋位置測量圖
1.5 副立筋配刨尺寸的確定
如此前測量主立筋平面度超差,則此處應根據主立筋的測量點的多少和尺寸變化增加H 值的測量點,計算出相應點的副立筋厚度δ=H測量值-50mm,配加工副立筋時采取相應措施保證加工后的副立筋厚度,并提前準備相應厚度和材質的墊片,用于調整副立筋徑向尺寸。
1.6 配加工副立筋
選用精度良好的龍門刨床或鏜床,利用刨胎粗、精刨副立筋至要求尺寸及粗糙度,保證副立筋厚度尺寸為δ±0.10mm。
1.7 配鉆副立筋上把合孔。
在副立筋沒有槽的平面上,劃出把合孔中心線和副立筋上端第一個孔水平中心線。鉆模按把合孔中心線及副立筋上端第一個孔水平中心線找正壓牢,鉆φ26mm 孔,移動鉆模,按已鉆出孔及把合孔中心線定位,鉆其余各孔。
1.8 裝焊副立筋
按配對字頭將1#號副立筋用夾子、調整壓板等固定,再用螺釘按圖紙固定副立筋,調整副立筋橫槽高程及切向傾斜度。用同樣工藝將2#、3#、…副立筋調整固定。對于按上述方式調整后尺寸不滿足要求的副立筋,選用相應尺寸的墊片加在主立筋和副立筋之間,使用夾子、調整壓板、螺釘等固定,要求主副立筋之間間隙≤0.05mm,局部間隙≤0.10mm,接觸面積超過75%。裝副立筋鍵槽測量工具,調整副立筋至如下要求:
弦距公差≤0.40mm(±0.20mm 范圍內);
至中心距離公差≤0.40mm(±0.20mm 范圍內);
徑向及周向傾斜≤0.15mm;
橫槽高程差≤2mm(±1mm 范圍內)。
副立筋徑向及周向傾斜利用吊鋼絲法測量,在每個副立筋的槽中吊鋼絲,以槽的一側壁為基準,調整測量副立筋徑向及周向傾斜。間隔裝入頂絲,頂絲端面必須頂緊,按專門焊接工藝守則塞焊,冷卻后拆下螺釘,裝入頂絲,用同樣工藝塞焊。對副立筋進行最后尺寸復查。按專門焊接工藝守則點焊、滿焊副立筋。
2 存在的問題及解決方案
2.1 按目前的設計方式,轉子支架焊接后,主立筋無平面度要求,而配加工副立筋對主立筋平面度有要求。在這樣的技術要求下,如果轉子支架焊接后主立筋外平面平面度不好,將造成配刨副立筋無成型工藝,副立筋焊接后能否合格,很大程度依賴個人經驗。在實際安裝過程中,這樣的情況經常發生,一般采取按既定方案加工的方式進行處理,處理后采用主立筋和副立筋之間配加墊片的方式來調節副立筋半徑。
2.2 目前,副立筋圖紙中上下兩個平面沒有平行度要求,一旦出現兩面不平行的情況,將造成測量尺寸和實際尺寸不一致,最終導致副立筋安裝后半徑實際尺寸和預期達到的尺寸有較大差距,甚至超差。針對這樣的情況,在實際測量時,需要另外對副立筋的兩個平面的平行度進行測量,配加工時除按上述的方式進行外,還要將副立筋的平面度考慮進去,這樣才能保證最終的配刨尺寸。
3 結語
大型水輪發電機轉子支架配刨副立筋是個復雜的過程,影響因素很多。在實際安裝過程中,很容易出現各種問題。借鑒本文的方法,通過制定合理的處理工藝,可以很好地預防及解決實際中出現的問題。
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中國生物醫學工程學報(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
沈陽醫學院學報(2014年4期)2014-12-27 13:44:20
