高性能焊接電弧的研究與應用
2013-03-12 06:51:24宋永倫
電焊機 2013年3期
宋永倫
(北京工業大學機電學院,北京100124)
0 前言
電弧是氣體放電的一種形式,以電弧作為焊接熱源在工業應用中已有相當長的歷史,從“自由電弧”出現以來(1885年,俄國的Benardos Olszewski的碳極電弧),由于電弧焊接工藝的經濟性和應用的普適性,對其性能的改善一直是國內外學術與工程界關注的熱點,與此同時,電弧的能量傳遞模式亦與弧焊電源性能密切關聯。例如,20世紀40年代美國Northrop Grumman公司發明的鎢極惰性氣體保護焊,以陡降外特性的電源支持了穩定的電弧熱過程,在金屬材料熔焊中表現出優良的工藝普適性而應用至今;在此基礎上發展的等離子弧[1],通過水冷壁壓縮通道進一步使電弧能量密度提高到104~105W/cm2量級;20世紀60年代以來的脈沖電弧則是以調整“源”的輸出形式實現對“弧”性能的控制,賦予“自由電弧”具有新的能量傳遞特性和力特性,達到提高電弧的瞬態功率密度、改善焊縫熔透與成形的工藝效果[2]。
過去的數十年,隨著新型電力電子器件和控制技術的推廣應用,使弧焊電源獲得了優良動態特性和數字化的精量控制特性;然而在提高電弧熱源能量及其工藝效果的控制方面,盡管已提出了“高精度控形”和“低損傷控性”等概念,但如何提升現有電弧熱源的物理特性并使之具有對焊接接頭成形與組織性能調控的功能還一直在探索與實踐中,對“弧-源”系統的電熱轉換方式、電弧能量分布與傳遞機理在認識上仍有待于取得新的突破[3-4]。國內外學術界與工業界在“電弧能量及其密度的增強”及相關應用領域有代表性的成果如表1所示。其工程目標是:改善和提升傳統焊接電弧的“熱、力”物理屬性及其能量的分布,增強焊接電弧的工藝特性。使電弧不僅作為一個熱源,而且能夠優化焊縫組織、減少接頭的冶金缺陷,從而使焊接電弧同時具有對焊縫“控形”和“控性”的能力。
從電弧等離子體的物理屬性分析,一種能滿足高效、高品質焊接需求的電弧熱源難以再僅僅依靠增大電功率輸入的方式來實現,對電弧能量密度的提升(相對于自由電弧)應具有產生較高電離效應和較高能量密度的相關基礎理論的支持;應具有與以往單一電極所不同的電弧放電結構;應具有與外場能量有效耦合和調控特性的新技術內涵。
基于以往的研究基礎,本研究擬對電弧能量的耦合、聚集以及效果作進一步的分析,探討電弧的電熱轉換模式以及能量提高的機理、高頻能量與電弧的耦合效應、動態電弧的電特性和熱力學狀態、“弧-源”系統能量轉換與傳遞的極限等方面的問題。
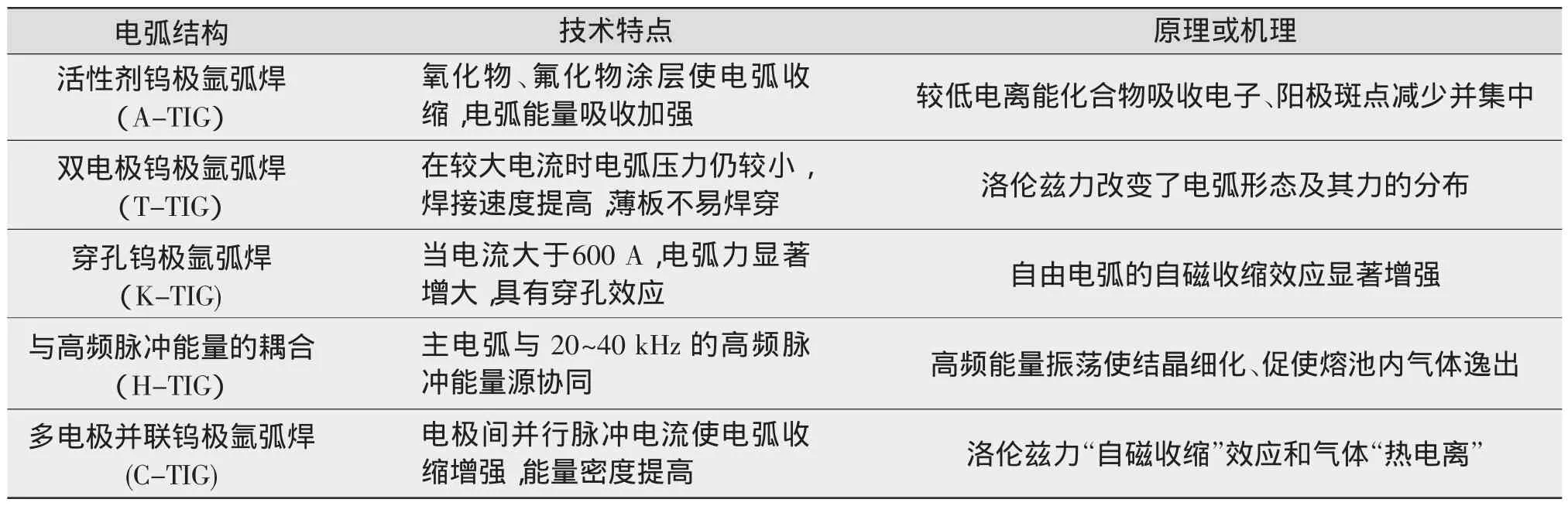
表1 對電弧能量增強與性能提高的思路[5-14]
1 高頻耦合脈沖電弧
近年來,利用“高頻效應”獲得焊縫晶粒細化、組織均勻、缺陷減少的效果已被廣泛認同,采用耦合型脈沖電流模式(見圖1a)將脈動熱力場、電磁場、超聲振動等多物理量作用于熔池金屬的凝固過程,已成為焊接工藝優化中接頭性能控制方法的一個熱點[15-18]。
對高頻耦合脈沖電弧對“熔池-焊縫”的有效作用可從圖2得到驗證。該類電弧提供了一種以高頻振蕩與攪拌熔池金屬的耦合效應,一方面抑制了實際過冷度下柱狀晶的生長率,形成了促進新晶體形核及等軸晶生長的條件;另一方面,使熔融金屬內氣泡不易長大,顯著加快氣體的上浮和逸出。耦合脈沖電弧的效果在鋁合金焊接接頭中表現得十分顯著(見圖3),已成為一種工藝優化、減少缺陷、改善組織和性能的新工藝措施。
在工程意義上,對耦合型脈沖電弧焊接工藝進一步發展的思考有三個方面:
(1)目前主流通訊電源的開關頻率已達到GHz級別,但國內外較為先進的數字控制開關電源的功率器件開關頻率大多在約100 kHz,考慮到電流脈沖階躍的上升時間,在此開關頻率下若直接輸出頻率在20 kHz以上的焊接脈沖電流仍然是較為困難的。因此,對焊接電源的結構提出了新的要求。
(2)“弧-源”系統電熱能量轉換進入了“極限”狀態,從電熱轉換角度,當電源輸出的脈沖電流頻率為20 kHz或以上時,電能量的變化率已接近于電弧內電子碰撞能量傳遞與平衡所需時間的數量級;從實際應用的電能傳輸角度,隨著脈沖頻率提高,會受到“弧-源”系統回路和焊接電纜中存在的寄生電感影響。這些都會使耦合型電弧的伏安特性將偏離阻性特征(見圖1b)。
(3)從工藝優化角度,目前實現頻率10~40 kHz可調、高頻脈沖電流20~200 A可調已能滿足中厚板的焊接參數選擇,達到改善和提高焊接接頭綜合性能的需求。尤其對高強鋼、高合金鋼、超細晶粒鋼、高強鋁合金以及有色金屬等提供了從“宏觀控形”進入“微觀控形”的焊接新工藝。
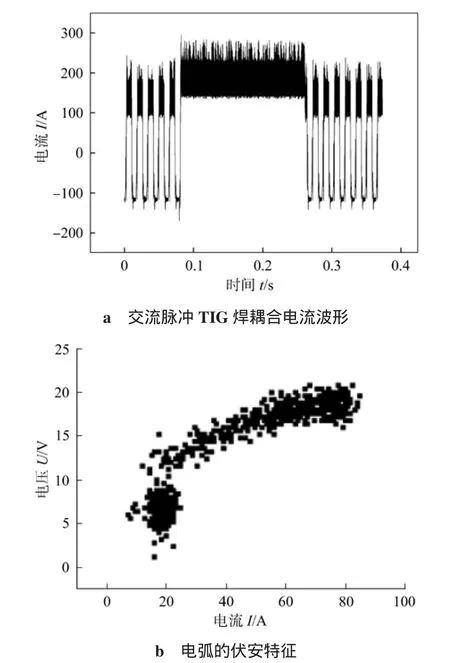
圖1 交流脈沖TIG焊耦合電流波形與電弧的伏安特征
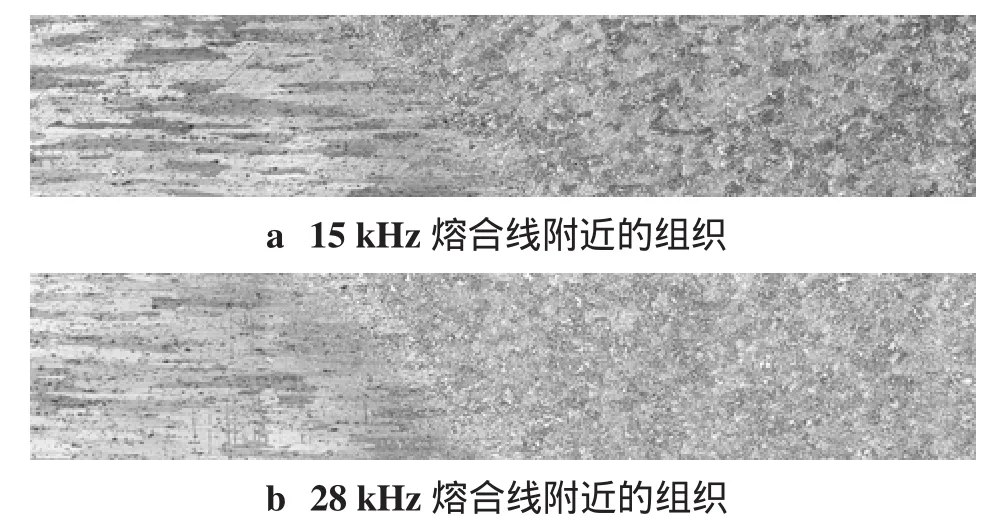
圖2 不同脈沖頻率對焊縫顯微組織細化的效果
2 多電極聚集電弧的放電模式
為進一步增強電弧的能量密度,本研究提出了一種多電極并聯的放電結構,即采用三個互為平行、互為隔離且互為等距的鎢電極組合,分別與弧焊電源連接,當脈沖電流同步通過電弧空間時,形成了洛倫茲效應導致電弧“自磁收縮”的必要條件,弧柱向三電極的中心線方向聚集緊縮(見圖4)。這種多電極聚集的電弧放電模式,強化了并行電極“通道”間熱電子發射和氣體的“熱電離”,成為該種電弧結構能量密度提高的又一主導因素。
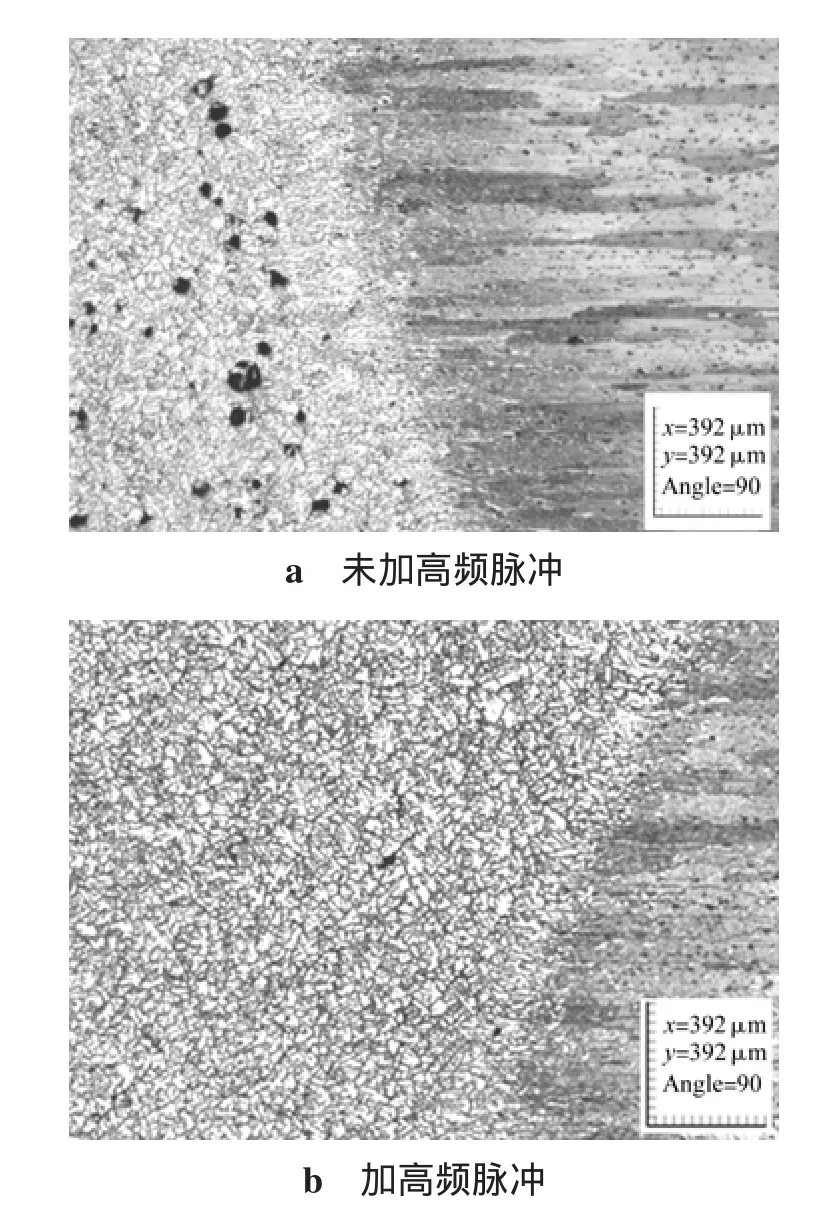
圖3 耦合型脈沖TIG焊減少氣孔的效果
在研究與應用中已得到的結果表明,該種電弧在電流平均值為180 A時的脈沖峰值時段,電弧中心位置的電子密度已接近1018/cm3。對5 mm高強鋁合金板在焊接速度800 mm/min時一次焊透成形,獲得細小均勻的焊縫及熱影響區組織(見圖5),在強度與延伸率兩方面都顯著超過傳統熔焊工藝的力學性能指標,表現出“高能束”的焊接效果。
同樣,對多電極聚集電弧焊接工藝理論與應用的思考有:
(1)多電極電弧改變了傳統“單電極”電弧的能量分布尺度、密度及其形式,尤其在窄間隙坡口或中厚板無坡口對接條件下,不僅有利于對熔池成形與熔深的控制;還有利于對熱輸入量的控制。這是對焊接接頭“控形”和“控性”中的一個新的思路。
(2)對多極電弧(C-TIG)的“弧-源”系統能量輸出模式與動態負載的協同條件的認識,正發展一種C-TIG+MIG的高能量復合熱源(見圖6),有助于厚板打底層的均勻熔透,使MIG焊形成“潛弧”的條件。該種復合電弧參數工作窗口大、過程極為平穩、熔覆效率很高,適用于高強鋼厚板、管線的高效焊接。
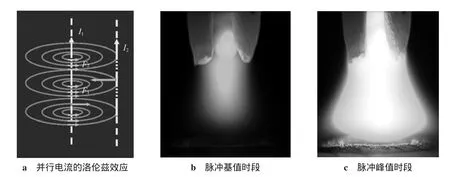
圖4 弧柱向三電極的中心線方向聚集緊縮

圖5 焊縫、熔合線及熱影響區的組織細且均勻

圖6 多電極TIG與MIG電弧的復合
(3)同一熔池的多極熱源在能量轉換、協同、時序等穩定運行條件,亦成為重新認識“弧-源”關系的新問題。另外,電弧能量密度及其分布與電弧力之間的關系、對熔透能力和焊縫截面形狀的影響等,將會有不少新的發現。
3 結論
由于焊接接頭組織、性能都與其焊接方法及工藝特性直接相關,降低熱輸入量、控制焊縫組織與熱影響區的尺寸、減少焊縫內的冶金損傷與應力水平等已成為精量化焊接制造的共識。
本研究實現的高頻耦合脈沖電弧,使電弧不僅是作為一個熱源,而且具有控制焊縫成形、優化焊縫組織、減除缺陷的“控形”和“控性”能力。
本研究提出的多電極聚集電弧模式是一種基于“自磁收縮”“熱電離”和“動態熱力”等多場物理效應對電弧能量的復合與性能的強化,實現了對現有焊接電弧在工藝和效率兩方面的提升。
本研究對傳統的焊接電弧在能量和屬性的兩方面都將得到了拓寬,為挖掘電弧這一極為普適的工業熱源的潛在能力提供理論與應用的基礎。
[1]Ghorui S.Origin of fluctuations in atmospheric pressure arc plasma devices[J].PHYSICAL REVIEW E,2004(69):1-7.
[2]Kumar A.Effect of welding parameters on mechanical properties and optimization of pulsed TIG welding of Al-Mg-Si alloy[J].Int J Adv Manuf Technol,2009(42):118-125.
[3]GOYAL V K.Process-Controlled Microstructure and Cast Morphology of Dendrite in Pulsed-Current Gas-Metal Arc Weld Deposits of Aluminum and Al-Mg Alloy[J].METALLURGICAL AND MATERIALS TRANSACTIONS A,2007,38A(8):1794-1805.
[4]Traidia A.Optimal parameters for pulsed gas tungsten arc welding in partially and fully penetrated weld pools[J].International Journal of Thermal Sciences,2010(49):1197-1208.
[5]Niagaj J.Use of A-TIG method for welding of titanium,nickel,their alloys and austenitic steels[J].Welding International,2006,20(7):516-520.
[6]Berthier A.Physical and chemical mechanisms occuring during A-TIG welding:comparison between experimental investigations and simulations[J].Materials Science Forum,2009(638-642):4,3643-8.
[7]Xuesong Leng.The characteristic of twin-electrode TIG coupling arc pressure[J].J.Phys.D:Appl.Phys.,2006(39):1120-1126.
[8]An L T.Electric Characteristics of Plasma Arc Produced by Bi-Anode Torch[J].Journal of Thermal Spray Technology,2010,19(1-2):459-464.
[9]Lathabai S.Keyhole gas tungsten arc welding of commercially pure zirconium[J].Science and Technology of Welding and Joining,2008,13(6):573-581.
[10]Zeng X M.Welding with high-frequency square-wave AC arcs[J].IEE Proceedings,1990,(137A):193-198.
[11]吳敏生,張春雷,段向陽.電弧超聲的頻率響應特性及其諧振機理[J].清華大學學報:自然科學版,1999,39(11):97-99.
[12]Taihei Matsumoto,Hidetoshi Fujii,Kouki Kitamura.Development of Supersonic wave TIG welding method[J].IIWDoc,2006,XII-1908-06,SG-212-1098-06.
[13]邱 靈,范成磊,林三寶,等.高頻脈沖變極性焊接電源及電弧壓力分析[J].焊接學報,2007,28(11):81-84.
[14]齊鉑金,許海鷹,黃松濤,等.超音頻脈沖TIG焊電源拓撲及電弧焊適用性[J].北京航空航天大學學報,2009,35(1):61-64.
[15]齊鉑金,許海鷹,張 偉.0Cr18Ni9Ti超音頻脈沖TIG焊接頭組織與性能[J].北京航空航天大學,2009,35(2):132-136.
[16]牛 永.小電流脈沖TIG弧的高頻特征[D].天津:天津大學,2010.
[17]Si Bo Yan,Yong Lun Song,Zhang Jun,et al.The High Frequency Pulse Effect and Verification in the Welding Process for High-Strength Aluminum Alloy[J].Applied Mechanics and Materials,2012(130-134):27-31
[18]閆思博,宋永倫,張萬春,等.數字控制復合型高頻脈沖TIG 焊接系統及其工藝特性[J].焊接學報,2011,32(7):71-74.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
