基于Siemens NX平臺的復雜殼體注塑模具設計與制造
2013-03-17 09:58:36于學勇張朋
常熟理工學院學報 2013年4期
關鍵詞:設計
于學勇,張朋
(常熟理工學院機械工程學院,江蘇常熟 215500)
基于Siemens NX平臺的復雜殼體注塑模具設計與制造
于學勇,張朋
(常熟理工學院機械工程學院,江蘇常熟 215500)
采用Siemens NX平臺完成了某復雜殼體注塑模的設計與制造.并通過Moldflow進行流動模擬分析.依據平衡式布置原理確定了澆注系統的設計方案.該方法縮短了復雜塑件的模具設計周期.提高了模具制造的質量.
Siemens NX;注塑模具;模流分析;計算機輔助設計與制造
隨著社會快速發展,塑料制品的結構也日趨復雜,精度要求越來越高,傳統的設計方法已無法滿足社會的需求.為了適應模具工業的快速發展,提高產品競爭力,模具CAD/CAM一體化技術已成為塑料制品設計與制造的核心技術[1].本文以Siemens NX mold wizard為平臺,以生產實際中的某復雜殼體的注塑模具設計與制造為例闡述CAD/CAM技術在塑料模具設計與制造中的應用.
1 塑件產品分析
塑件產品3D建模如圖1所示,該塑件為大批量生產.材料為ABS.外觀要求光亮、無飛邊、流痕及分模線,并要求塑件具有一定的機械強度和耐磨性.易于加工成型.塑件的成型性能如表1.

表1 ABS的主要工藝參數

圖1 殼體零件三維建模圖
2 基于NX平臺的殼體零件注塑模具設計
2.1 成型零件設計
基于NX Mold wizard平臺設計模具的流程如圖2所示,首先是布局模具的型腔,結合塑件比較復雜,生產批量大的特點,采用平衡式布置和一模兩穴的布局結構;其次是分模,分模的合理程度直接決定模具的成型效率和塑件的質量[2.3.4],因此,分模是注塑模具設計中最關鍵的步驟;由于塑件比較復雜,分模時只能采用手動分模方式,對塑件上的開放破孔需利用建模模塊中的曲面和實體工具進行修補,對于塑件內扣采用成型推桿斜頂的方式來完成.上述關鍵問題解決后就可以按照NX Mold wizard平臺設計模具的流程來完成其余設計步驟,并創建出整體嵌入式型芯和型腔,如圖3所示.

圖2 NX Mold wizard平臺設計注塑模具流程圖
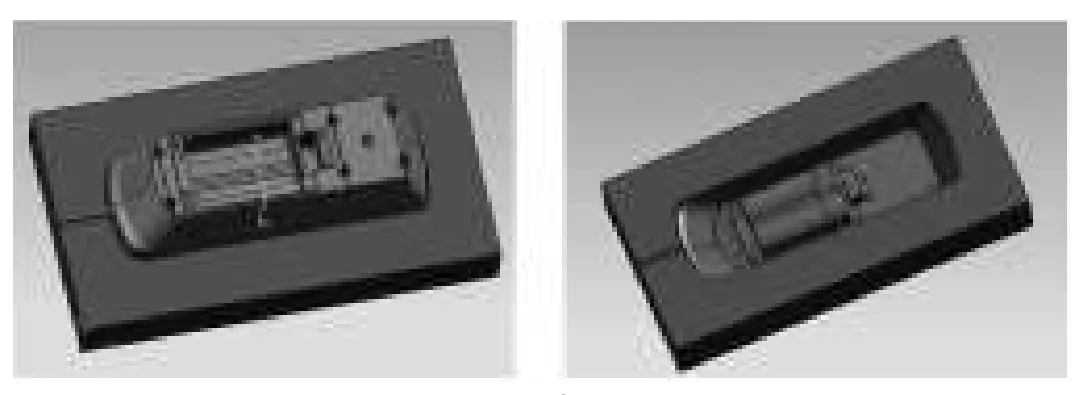
圖3 分型后的整體嵌入式型芯和型腔
2.2 塑件質量的CAE分析
依據平衡式布置原理確定了澆注系統排布情況,并在模具設計之前對注射成型的流道比進行校核.如果設計出的流道比比塑料允許使用的流道比大,注射成型便有可能發生充模不足或制品缺料的現象,利用Moldflow進行填充區域的充模分析結果如圖4所示.可看出塑料熔體完全填充塑件的整個區域,沒有冷料缺陷,說明流動比完全滿足要求;氣穴的位置如圖5所示,主要集中在斜頂部位和分型面附近,可自然消除,對塑件質量影響不大;熔接痕的位置如圖6所示,可見熔接痕結果比較理想,澆注系統設計較合理,殼體的內表面為非觀賞面,允許有少量熔接痕,并且熔接痕可通過提高模具溫度和增加保壓,盡早進行保壓切換等辦法消除[5-6].

圖4 充填區域分析圖

圖5 氣穴位置分析圖
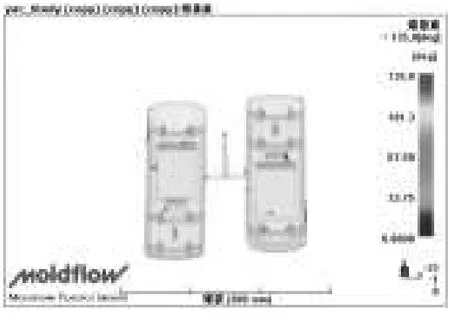
圖6 熔接痕位置分析
2.3 模架選用及后續處理
依據成型零件的尺寸,采用合理的模架,此次設計選用龍記模架,型號為DCI 2125型,其參數如表2所示.選擇合適的澆注系統來完成注射過程,同時還要為模具選擇澆口套、推桿、復位桿、定位圈、緊固件、支撐件等標準件,最終設計好的三維注塑模具裝配模型如圖7所示.
3 模具數控仿真加工
模具的制造主要是加工整體嵌入式型芯、型腔和鑲件以及各種類型的孔加工等,運用NX CAM模塊當中的平面銑、型腔銑、固定軸輪廓銑和點位加工等方法,一般都可達到成型零件的數控銑削要求[6].NX CAM模塊的主要操作步驟為加工工藝分析、創建刀具軌跡和后置處理.下面以殼體型芯的數控加工為例來說明NX CAM平臺加工的具體過程:(1)粗銑上端面:選擇mill planar,切削模式選擇“往復”方式,平面直徑百分比為75%,毛坯距離為3 mm、每刀深度為1 mm、余量為0.2 mm.(2)精銑上端面:選擇mill planar,切削模式選擇“往復”方式,平面直徑百分比為50%,毛坯距離為1 mm、每刀深度為0.5 mm、最終底面余量為0.1 mm.(3)創建粗加工操作:選擇mill contour,刀具設置D12R2,方法為MILL ROUGH,刀軌的切削模式選擇為跟隨周邊,平面直徑百分比為50%,全局每刀深度1 mm、安全距離為3 mm、余量為0.1 mm.(4)創建精加工操作:選擇mill contour,模式為CAVITY MILL,刀具設置BallR8,方法MILL SEMI FINISH,步距為刀具直徑的50%,每刀深度0.5 mm、部件底部面余量0、內外公差為0.01 mm、檢查安全距離3 mm,仿真加工刀軌如圖8所示.

表2 模架的主要參數
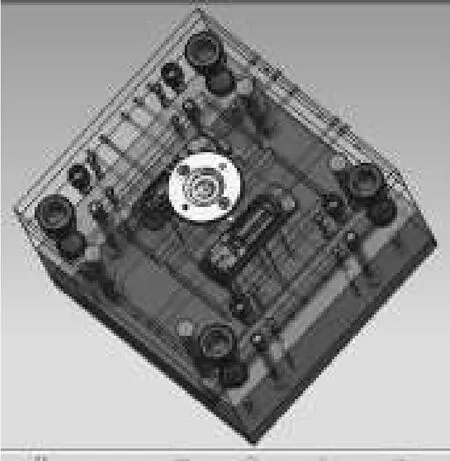
圖7 模具的三維模型圖
4 結語
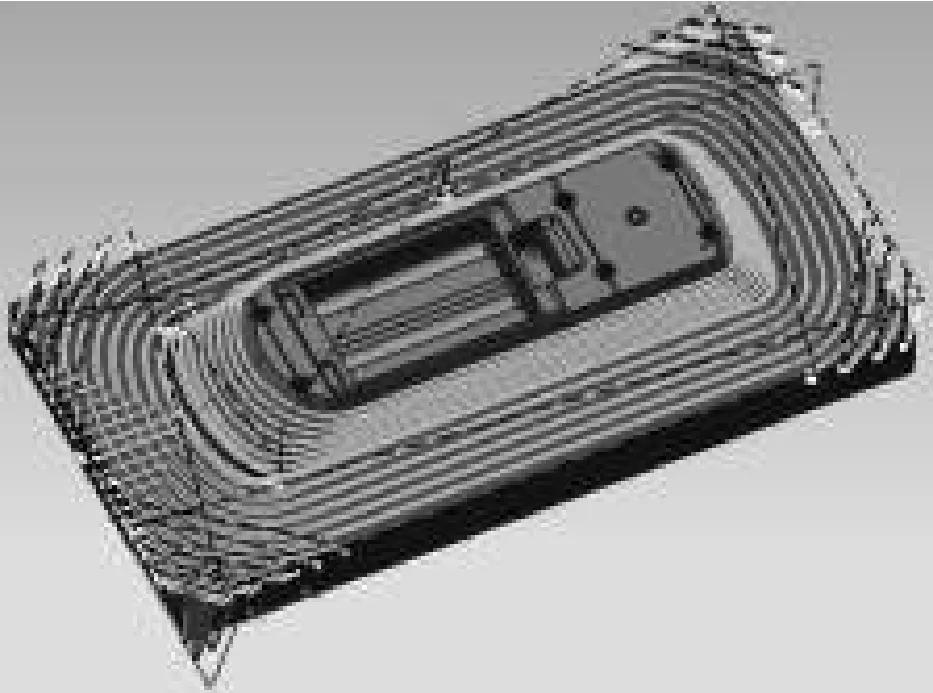
圖8 型芯精加工仿真加工刀軌圖
基于Siemens NX CAD/CAM和Moldflow為平臺.以實際生產中的某復雜殼體塑件為例.介紹了模具設計及其成型零件的加工工藝分析、制定和設計過程.完成了該塑件注塑模具的設計和數控加工.縮短了模具的設計和制造周期.降低了模具的研發成本.大大提高了模具的加工精度.對生產實踐有很好的指導作用.
[1]屈華昌.塑料成型工藝與模具設計[M].北京:機械工業出版社,2005.
[2]王玉坤.基于UG和Moldflow的控制器注塑模設計[J].陜西科技大學學報,2012,30(2):66-68.
[3]蘇君.基于UG數碼相機前蓋注塑模具設計與加工[J].模具技術,2012,38(4):51-53.
[4]唐春華,廖桂波.基于UG的某外殼零件注塑模具設計[J].機械研究與應用,2012(6):78-80.
[5]羅綱.基于UG的一種手機底殼注塑模具設計[J].塑料,2011,40(6):103-105.
[6]黃義俊,張寶忠.模具CAD/CAM技術應用[M].北京:人民郵電出版社,2009.
CAD/CAM of Injection Mold for Some Shell Part Based on Siemens NX
YU Xue-yong,ZHANG Peng
(School of Mechanical Engineering,Changshu Institute of Technology,Changshu 215500,China)
The injection mold is designed and produced based on Siemens NX.The runner which is based on the principle of balance arrangement is determined by the simulation and analysis on Moldflow.The method im?proves the injection mold production quality and design efficiency.It has a reference value for production.
Siemens NX;Injection Mold;Moldflow;CAD/CAM
TP391
A
1008-2794(2013)04-0051-03
2013-03-25
于學勇,講師,研究方向:模具設計與制造,E-mail:fanch10@126.com.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
