雙輥式對蝦粗定向方法的試驗與研究
2013-03-20 11:38:10王澤河張麗麗張秀花弋景剛
食品與機械 2013年6期
王澤河 張麗麗 張秀花 弋景剛
(河北農業大學機電工程學院,河北 保定 071001)
中國是世界上最大的對蝦產品生產國,也是世界上對蝦產品的主要貿易國[1]。蝦仁是對蝦加工后的重要產品,但現有的蝦仁大部分仍為手工剝殼,勞動強度大、生產效率低,易受細菌污染,影響產品鮮度和品質。所以機械化生產是目前蝦類脫殼研究領域的一個重要發展方向[2]。但在機械式對蝦加工過程中,對蝦需要做開背處理。由于對蝦本身體呈長筒形,左右側扁[3],且體節中腹部有多對腹足,形狀不規則,給開背前的定向帶來了極大的困難。目前國內外對蝦加工過程中主要采用人工定向,占用了大量的勞動力資源。本研究根據對蝦的生物力學特性,提出了雙棍式對蝦粗定向方法,并做了大量的相關試驗,驗證方法的可行性,為對蝦的定向提供理論依據。
1 對蝦切面的確定
由于去頭后的對蝦體呈長筒形,左右側扁,且身體呈現一定弧度。如圖1所示,定義對蝦頭部與腹部體節分開處切面為橫切面,橫切面與對蝦的相交面近似橢圓,過對蝦腸腺和對蝦5對腹肢的對稱中心線為豎切面。對蝦以豎切面為對稱面,左右對稱。

圖1 對蝦切面圖Figure1 The sectional view of the shrimp
2 輥子軸線與水平面平行
試驗發現,當去頭對蝦以任意姿態落入一對相背轉動的輥子間隙時,對蝦的豎切面與兩輥子中間的對稱面夾角隨兩輥子直徑和輥子間隙的變化而變化。
當輥子直徑過小,此時如果對蝦沒有恰好落入兩輥子之間的間隙時,對蝦易隨輥子的轉動而飛出;當兩輥子間隙過小時,由于對蝦蝦體呈現一定弧度,此時如果對蝦姿態不是以背部向下腹部向上的姿態落入間隙,對蝦尾部不能落入兩輥子之間的間隙,使得對蝦豎切面與兩輥子中間的對稱面重合;反之,當輥子直徑較大,且間隙較大時,無論對蝦姿態如何,總可使豎切面與兩輥子中間的對稱面重合;但當間隙過大時,對蝦橫切面易與輥子端面形成夾角,使得對蝦粗定向效果較差。
由試驗可知,對蝦粗定向的影響因素為輥子直徑和兩輥子的間隙,以80頭/kg的對蝦為研究對象,對其去頭處理,進行試驗。用游標卡尺對100只去頭對蝦的橫切面的橢圓截面中的短軸進行測量,發現短軸的取值范圍為12~13 mm,對蝦腹部體的第7節即尾節,短軸的取值范圍為4~5 mm。利用單因素試驗,兩輥子直徑60mm,兩輥子以60r/min的轉速相背轉動為定量,改變雙輥間隙,以對蝦不隨輥子飛出且豎切面與兩輥子中間的對稱面重合且對蝦橫切面不與輥子端面形成夾角為指標,設計試驗。
2.1 雙輥間隙對對蝦定向的影響
選取對蝦質量為每千克80頭特定大小的對蝦,對其去頭處理,進行試驗,把去頭對蝦以不同姿態單個依次的從輥子間隙上方放下,觀察現象并記錄。由于對蝦存在個體差異,每組試驗20次[4,5],試驗方法及結果見表1。
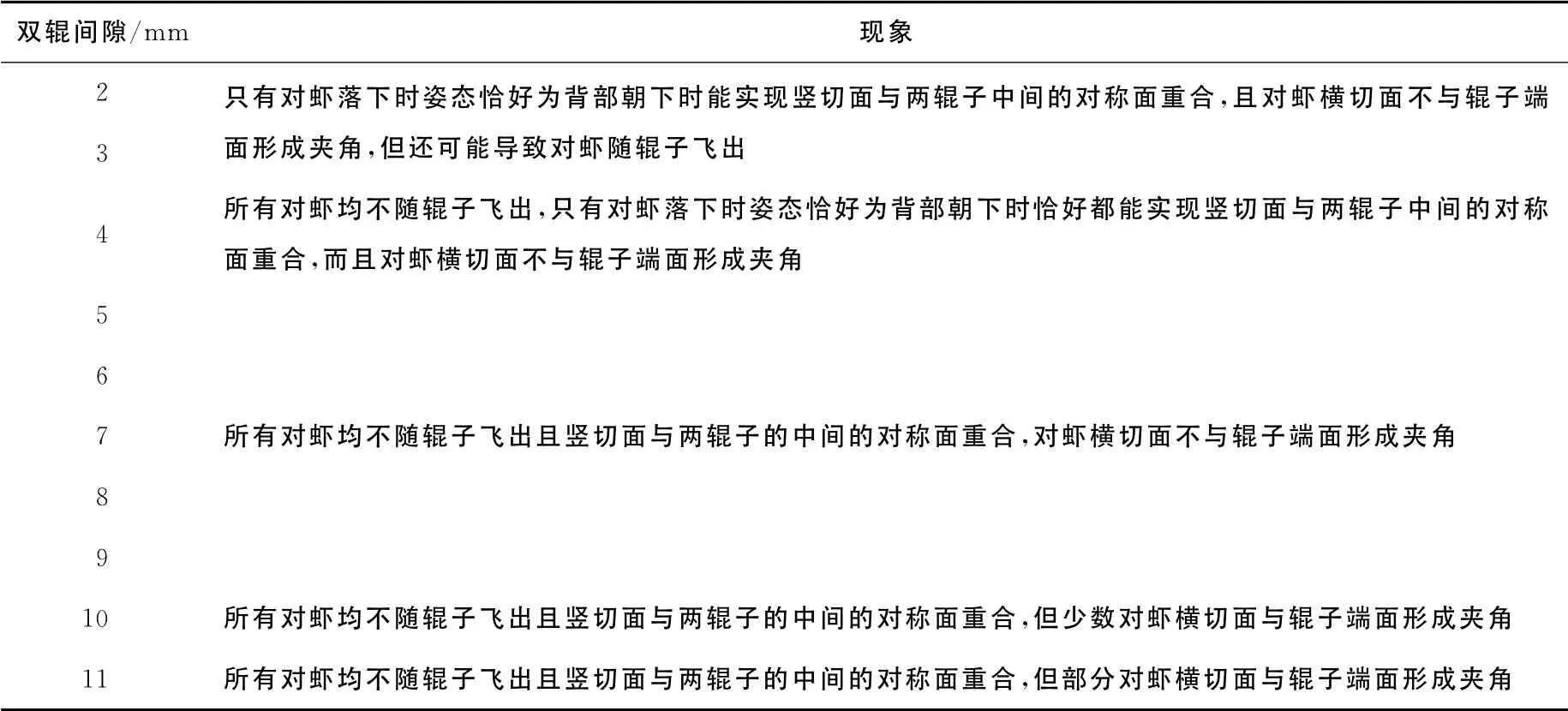
表1 雙輥間隙對對蝦定向的影響Table1 The record table of influence on the directing of double rollers’gap
由表1可知,當輥子間隙為5~9mm 時,由于此間隙數值大于對蝦尾節處截面短軸的數值,且小于對蝦最大橫截面的數值較多,使得所有對蝦無論何種姿態,均不會隨輥子飛出,調整一段時間后穩穩落入兩輥子間隙中,且豎切面與兩輥子中間的對稱面重合,對蝦橫切面不與輥子端面形成夾角,達到了粗排序。
2.2 雙輥直徑對對蝦定向的影響
利用單因素試驗,兩輥子間隙6mm,兩輥子以60r/min的轉速相背轉動為定量,改變雙輥直徑,以所有對蝦均不隨輥子飛出、豎切面與兩輥子中間的對稱面重合且對蝦橫切面不與輥子端面形成夾角為評價指標。當輥子直徑為20mm,把去頭對蝦以不同姿態單個依次的從輥子間隙上方放下,觀察現象,發現部分對蝦隨輥子的轉動而飛出,未飛出的對蝦豎切面與兩輥子的中間的對稱面重合且對蝦橫切面不與輥子端面形成夾角;改變輥子直徑為60,100 mm 重復上述步驟并觀察,發現所有對蝦均不隨輥子飛出、豎切面與兩輥子的中間的對稱面重合且對蝦橫切面不與輥子端面形成夾角。
3 輥子軸線與水平面成一定角度
由上述試驗結果可知:去頭對蝦以任意姿態落入一對反向轉動的輥子間隙時,若輥子直徑和間隙合適,對蝦總可使豎切面與兩輥子的中間的對稱面重合。根據這一性質,把輥子軸線放置與水平面成一定角度,取輥子直徑為60 mm,兩輥子間隙為6mm,對對蝦受力分析如圖2所示,其中,對蝦受豎直向下的重力G,垂直于第一個輥子切線方向的支持力FN1,垂直于第二個輥子切線方向的支持力FN2,由于輥子背向轉動,對蝦受到垂直于支持力FN1與轉向方向相反的摩擦力f′1,和垂直于支持力FN2與轉向方向相反的摩擦力f′2,沿第一個輥子軸線方向向下的摩擦力f1,沿第二個輥子軸線方向向下的摩擦力f2,由受力分析可知,對蝦合力沿輥子軸線方向向下。
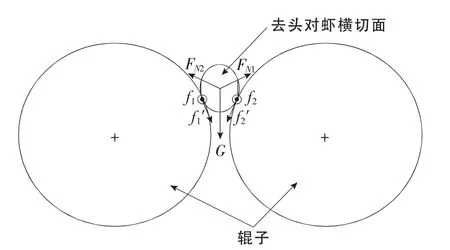
圖2 對蝦受力分析示意圖Figure2 The schematic diagram of shrimp’s force analysis
通過預試驗發現,輥子軸線與水平面夾角的大小和輥子轉速決定對蝦在輥子上的運動速度和運動狀態。針對對蝦質量為每千克80頭特定大小的對蝦,其橫切面橢圓短軸約為12~13mm,對其去頭處理,進行試驗。由于對蝦加工設備不宜過大,所以試驗用的雙輥長度初取為1 m,直徑為60mm,間隙為6mm,設計試驗。
3.1 雙輥與水平面夾角對對蝦定向的影響
利用單因素試驗,兩輥子直徑60 mm,兩輥子60r/min的轉速相背轉動為定量,調整輥子軸線與水平面夾角,所有對蝦均可調整好姿態,不隨輥子飛出且豎切面與兩輥子的中間的對稱面重合,以向輥子下方滑動為評價指標。調整輥子軸線與水平面夾角為10°,把去頭對蝦以不同姿態依次地從輥子間隙上方放下,觀察現象,所有對蝦均可調整好姿態,不隨輥子飛出且豎切面與兩輥子中間的對稱面重合,對蝦橫切面不與輥子端面形成夾角,快速向輥子下端滑動;調整輥子軸線與水平面夾角為20°,30°,重復上述步驟觀察現象,所有對蝦均可調整好姿態,不隨輥子飛出且豎切面與兩輥子的中間的對稱面重合,對蝦橫切面不與輥子端面形成夾角,更快速向輥子下端滑動;調整輥子軸線與水平面夾角為40°,重復上述步驟觀察現象,所有對蝦均不隨輥子飛出且豎切面與兩輥子的中間的對稱面重合,但部分對蝦滾動向輥子下端移動;調整輥子軸線與水平面夾角為50°,重復上述步驟觀察現象,所有對蝦均不隨輥子飛出且豎切面與兩輥子的中間的對稱面重合,但所有對蝦均滾動向輥子下端移動[6,7],如圖3所示。
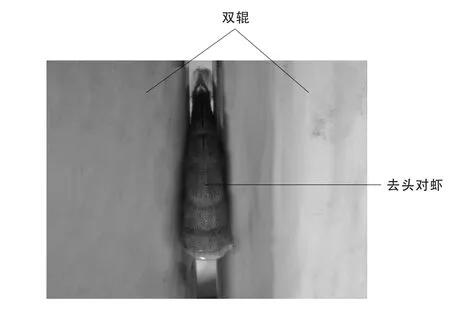
圖3 對蝦定向狀態Figure3 The shrimp’s directional state
3.2 雙輥轉速對對蝦定向的影響
利用單因素試驗,兩輥子軸線與水平面夾角30°,輥子直徑60mm,輥子間隙6mm 為定量,改變兩輥子轉速,以所有對蝦均可調整好姿態,不隨輥子飛出且豎切面與兩輥子的中間的對稱面重合,對蝦橫切面不與輥子端面形成夾角為評價指標。當雙輥以20r/min的轉速相背轉動,把去頭對蝦以不同姿態依次地從輥子間隙上方放下,觀察現象,所有對蝦均可調整好姿態,不隨輥子飛出且豎切面與兩輥子的中間的對稱面重合,對蝦橫切面不與輥子端面形成夾角,快速向輥子下端滑動;改變輥子轉速為60r/min,重復上述步驟觀察現象,所有對蝦均可調整好姿態,不隨輥子飛出且豎切面與兩輥子的中間的對稱面重合,對蝦橫切面不與輥子端面形成夾角,以更快的速度向輥子下端滑動;改變輥子轉速為100r/min,重復上述步驟觀察現象,所有對蝦均可調整好姿態,不隨輥子飛出且豎切面與兩輥子的中間的對稱面重合,對蝦橫切面不與輥子端面形成夾角,以極快的速度向輥子下端滑動。
4 結論
相同直徑的雙輥相背轉動可實現去頭對蝦的粗排序,但實現這一目標的影響因素較多,其中當輥子直徑需遠遠大于對蝦的截面尺寸,兩輥子之間的間隙與對蝦的截面尺寸最大處和最小處的值有關,在合理的范圍內取值,輥子軸線與水平面夾角需在40°以內時,可實現對蝦的粗定向。輥子的轉速大小,輥子軸線與水平面的夾角大小可決定對蝦在輥子上的滑動速度,可根據對蝦開背工序的效率對這兩者進行調整,以達到設備整體運行的協調。
1 陳文漢,寧凌.中國對蝦產業現狀及相關研究綜述[J].漁業經濟研究,2008,5(2):21~27.
2 張進疆,張林泉,趙錫和,等.蝦剝殼裝備研究與設計[J].現代農業裝備,2011(7):50~52.
3 紀成林.中國對蝦養殖新技術[M].北京:金盾出版社,1999:1~10.
4 陳魁.試驗設計與分析[M].北京:清華大學出版社,2005:3~10.
5 王頡.試驗設計與SPSS應用[M].北京:化學工業出版社,2007:1~16.
6 呂長安.大棗自動定向輸送切片機的研究設計方案[J].現代農業科技,2010(12):225~226.
7 張素梅.竹片自動定向排序裝置研究[J].林業機械與木工設備,2008,36(6):14~15.