時控式飲料定量灌裝裝置
2013-03-20 11:38:20韓柏
食品與機械 2013年6期
韓 柏
(揚州工業(yè)職業(yè)技術學院,江蘇 揚州 225127)
液體物料灌裝控制裝置是灌裝機械的關鍵部件之一,其結(jié)構(gòu)設計及工作原理科學、合理與否,將直接影響到灌裝作業(yè)能否正常可靠地進行,同時亦關系到灌裝速度、灌裝精度等指標是否符合生產(chǎn)要求。灌裝裝置因灌裝條件、灌裝要求以及被灌裝液料的性質(zhì)不同而有許多種類,其中適用于玻璃瓶等容器的裝置,如傳統(tǒng)的容器自身定量灌裝裝置是不少企業(yè)長期應用的[1]。但由于這種傳統(tǒng)的裝置存在著一些固有的不足與缺陷,已經(jīng)不能適應日益復雜和嚴格的生產(chǎn)要求。文章介紹一種時控式定量灌裝裝置,它消除了上述傳統(tǒng)灌裝裝置的存在問題,能夠成功有效地進行灌裝且結(jié)構(gòu)簡單、使用可靠。
1 傳統(tǒng)灌裝裝置分析
1.1 工作過程與原理
圖1所示為傳統(tǒng)的容器自身定量裝置的結(jié)構(gòu)及灌裝情形,灌裝前灌裝頭與滑套下端呈密閉狀,滑套內(nèi)腔的飲料被封死。當灌裝作業(yè)開始,容器(通常為玻璃瓶)輸送機構(gòu)首先將玻璃瓶送入灌裝區(qū)并將瓶口正對灌裝頭,然后將瓶子上升一定位移使瓶子堅硬的瓶口頂推嵌有橡膠墊的滑套,至此滑套下端與灌裝頭之間便產(chǎn)生環(huán)隙形液流口,飲料即可由液流口注入瓶中進行灌裝;隨著灌裝的繼續(xù)當瓶內(nèi)飲料上升到圖1中A-A 所示的排氣管液封面時,瓶內(nèi)的剩余氣體便留存下來而不再由排氣管排至空氣中,而且排氣管內(nèi)亦被注入飲料直至與儲液箱內(nèi)液位高度相等的位置;當瓶頸部位壓縮氣體的氣壓與相應高度液位處的飲料液壓達到平衡時,環(huán)隙形液流口便不再有飲料向瓶內(nèi)灌注;接著容器輸送機構(gòu)下移,首先使滑套下端與灌裝頭恢復密閉狀態(tài),然后當橡膠墊與瓶口脫離接觸后,瓶頸部位的壓縮氣體隨之與大氣相通,從而使排氣管內(nèi)的飲料自由注入瓶中,瓶內(nèi)的液面再相應地上升到一定的高度,至此一次定量灌裝作業(yè)結(jié)束。利用調(diào)節(jié)螺母調(diào)整排氣管伸入瓶中的位置即可改變灌裝量[2]。
1.2 主要的不足與缺陷
(1)由于灌裝的實現(xiàn)必須依賴于瓶口對滑套的頂推作用,故該裝置不適用于軟體包裝材料的容器。
(2)由于是依靠容器自身進行定量,因此灌裝裝置基本上不能控制灌裝量的計量精度,如果瓶子的容積、形狀不同,或者氣溫條件發(fā)生變化等,都會對灌裝量的計量精度產(chǎn)生影響。根據(jù)傳統(tǒng)的容器自身定量裝置的灌裝原理,一方面瓶子瓶身容積基本決定灌裝量;另一方面瓶頸部位壓縮氣體的體積和壓強既受到瓶頸容積與形狀的影響,同時又受到環(huán)境溫度的影響,這種影響表現(xiàn)為瓶頸內(nèi)壓縮氣體氣壓與飲料液壓的平衡點所處的位置就有所不同。若一批瓶子的制造精度較低,即瓶身的大小、瓶頸的大小和形狀差異較大,則灌裝精度就較低。
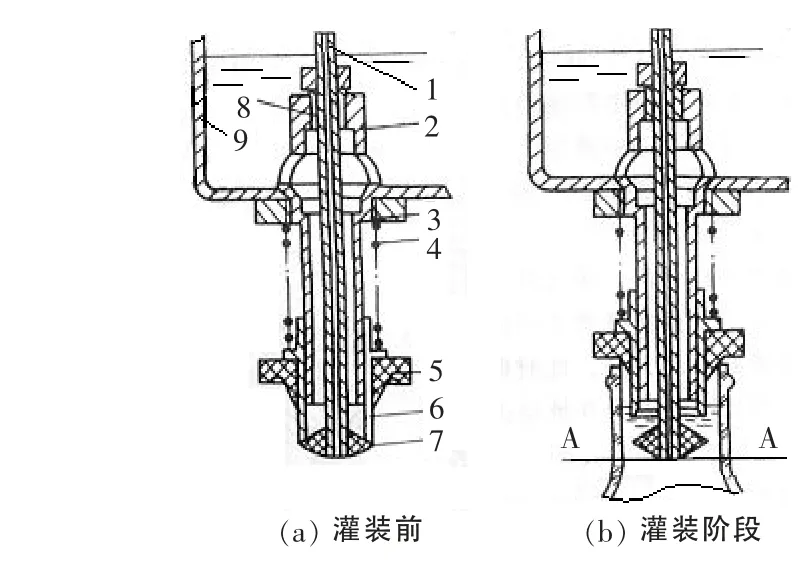
圖1 傳統(tǒng)灌裝裝置結(jié)構(gòu)原理示意圖Figure1 Schematic structure of the traditional filling device
(3)在灌裝作業(yè)中有時會出現(xiàn)排氣管擊碎瓶子或瓶子頂彎排氣管的故障。其原因是:由于偶然因素導致瓶口尚未對準灌裝頭而瓶子就開始上升,這時就會發(fā)生頂推偏移即瓶口不是頂推到滑套的橡膠墊而是頂推到灌裝頭中間的排氣管,但由于排氣管是固定不動的(其通過調(diào)節(jié)螺母與支架固連為一體),這樣就必然導致上述故障的發(fā)生。
2 時控式灌裝裝置的結(jié)構(gòu)與原理、特點
圖2為時控式灌裝裝置,主要由頂推架、橡膠墊、滑套、彈簧、限位罩、液流孔、緊固螺母、限位罩螺釘、密封墊、儲液箱、灌裝管以及自動控制器(如PLC[3,4],圖中未畫出)等部件組成。
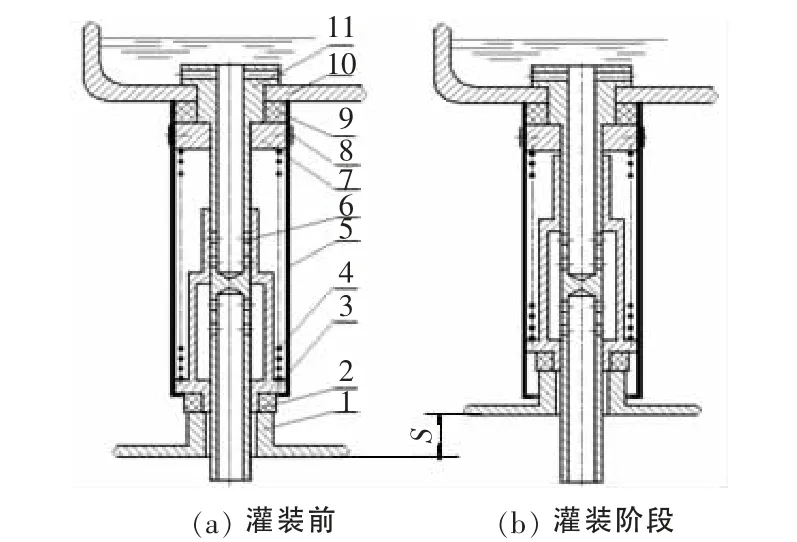
圖2 時控式灌裝裝置結(jié)構(gòu)原理示意圖Figure2 Schematic structure time-controlled type filling device
其灌裝的工作原理是:當容器輸送機構(gòu)將容器送入灌裝區(qū)容器的開口正對灌裝管的下管口時,由自動控制器操控的頂推架向上移動,頂推嵌有橡膠墊的滑套,并使滑套沿灌裝管向上產(chǎn)生行程S 后止于上極限位置;此時灌裝管上的液流孔被打開,灌裝管通過滑套內(nèi)腔的連接作用實現(xiàn)流通,飲料在重力作用下即可被灌注入容器內(nèi);當灌注一定時間后,自動控制器再次發(fā)出動作指令使頂推架向下復位,由于彈簧力作用滑套向下返回至重新封閉灌裝管上液流孔的下極限位置,而限位罩下端的限位擋邊則阻止滑套繼續(xù)下滑,至此灌裝裝置又處于關閉狀態(tài),一次定量灌裝即告完成。
與傳統(tǒng)裝置相比,時控式灌裝裝置具有以下特點:
(1)克服了傳統(tǒng)灌裝裝置只能用于硬質(zhì)材料容器的不足,它可以用于任何材料和形狀的容器。
(2)由于不存在傳統(tǒng)裝置的影響因素,灌裝精度完全由灌裝機械決定。只需要調(diào)整、控制好灌裝機械自身的參數(shù)即可滿足精度要求。
(3)容器與灌裝裝置完全不接觸,因此也就不會由于動作不協(xié)調(diào)而產(chǎn)生容器或裝置損壞的故障。
(4)限位罩將彈簧等零件封閉其中,使灌裝裝置既美觀整潔又安全衛(wèi)生。
(5)其結(jié)構(gòu)更為簡單、動作更靈便可靠。
3 灌裝速度及精度的控制與實現(xiàn)
通過分析和實際應用可知,要滿足灌裝速度及灌裝計量精度要求關鍵是要控制好3個要素。
3.1 足夠及穩(wěn)定的儲液箱液位高度
由上述時控式灌裝裝置的工作原理可知,欲保證灌裝速度和精度,足夠的儲液箱液位高度并確保其基本穩(wěn)定是不可忽略的一個重要因素[5,6]。生產(chǎn)實踐中通常采用如下簡單有效的措施,即保持儲液箱連續(xù)地進料并使進料速率略大于灌裝用量的速率,多余的飲料從設置于儲液箱箱壁的若干溢流堰流回至儲料缸從而確保儲液箱內(nèi)液面高度基本穩(wěn)定。
3.2 精確操控頂推架的動作時間
在保持儲液箱液位基本恒定的前提下,精確操控頂推架的動作時間是保證灌裝量及灌裝精度的一個關鍵因素。通過若干次灌裝的試操作即能精確確定頂推架的動作時間,由此就可用自動控制器進行操控。
3.3 適當?shù)墓嘌b管內(nèi)徑
灌裝管內(nèi)徑的大小直接影響灌裝速度也間接影響灌裝精度,但灌裝管內(nèi)徑大小與上述二者呈負相關。因此灌裝管的內(nèi)徑應適當選擇,過大的內(nèi)徑雖然灌裝速度快生產(chǎn)效率高但灌裝精度大為降低故應該避免。
4 結(jié)論
時控式飲料定量灌裝裝置解決了生產(chǎn)中傳統(tǒng)的容器自身定量灌裝裝置不能對軟體材質(zhì)容器進行灌裝的關鍵問題,克服了傳統(tǒng)裝置在灌裝精度及其他使用方面的固有不足,同時其結(jié)構(gòu)簡單合理、外形美觀整潔。
在灌裝精度上,以某企業(yè)生產(chǎn)的標注含量為600mL的茶飲料為例,在某一相同灌裝條件(速度、溫度等)下,用傳統(tǒng)的容器自身定量灌裝裝置灌裝,其實際含量的變動范圍達9mL;而用本時控式裝置灌裝,其實際含量的變動范圍只有4mL,雖然兩者均符合相關標準的灌裝精度(不大于±1%)要求,但后者的灌裝精度較前者有很大提高。
1 胡繼強.食品機械與設備[M].北京:中國輕工業(yè)出版社,1999.
2 丁家軍,盛靖琪.自動機與自動線[M].北京:機械工業(yè)出版社,2005.
3 趙志旭,王叢嶺,吳魚榕.基于PLC 糖果包裝機控制系統(tǒng)設計[J].食品與機械,2008,24(2):82~84.
4 李疆.氣動旋轉(zhuǎn)式自動定量灌裝機的研制[J].食品與機械,2012,28(1):144~145,170.
5 劉筱霞.包裝機械[M].北京:化學工業(yè)出版社,2006.
6 王冬梅,李玉成.啤酒灌裝機貯液缸內(nèi)液位控制[J].食品與機械,2000(3):29~30.