小立銑刀小鍵槽銑刀銑溝工藝的改進(jìn)
2013-03-25 06:35:10王家貴
機(jī)械工程師 2013年4期
關(guān)鍵詞:溝槽
王家貴
(哈爾濱量具刃具集團(tuán)有限責(zé)任公司,哈爾濱150040)
1 小銑刀的特點(diǎn)和應(yīng)用
立銑刀、鍵槽銑刀規(guī)格≤φ6mm均稱為小立銑刀、小鍵槽銑刀,用于小型零件的切削加工。立銑刀主要用于加工凹槽,臺階面以及利用靠模加工成形面;鍵槽銑刀可直接用于銑削封閉式、半封閉式鍵槽或其它溝槽。小直徑刀具整體尺寸小,因此其切削刃直徑偏差、柄部直徑偏差、圓周刃徑向圓跳動(dòng)公差、端刃端面圓跳動(dòng)公差等,相對來說數(shù)值都比較小。加工中任何參數(shù)在數(shù)值上超差很小的值,但對此小銑刀的質(zhì)量影響卻很大,由于小銑刀剛性較差,因此在加工過程中較難控制各部尺寸。
2 工藝分析
小銑刀的主要工序?yàn)榫嚫鞑俊娙袦稀崽幚怼⒛ネ鈭A、磨刃角。關(guān)鍵工序?yàn)殂娙袦稀崽幚怼⒛ト薪恰闲螞Q定排屑是否順暢,刃形和熱處理硬度決定銑刀的鋒利程度和銑刀的使用壽命。
φ3~φ6的小銑刀外形有兩種,一種為刃柄等徑,另一種為刃細(xì)柄粗。刃柄等徑則剛度稍差,刃細(xì)柄粗則剛度稍強(qiáng)。在銑溝槽序,不但將刃溝溝形銑出來,還要將其圓周刃帶寬度銑出來,刃帶寬F只有0.3~1mm,在同一把刀具上兩刃、三刃刃帶寬一致性差,不但不符合產(chǎn)品圖樣,也嚴(yán)重影響產(chǎn)品的外觀質(zhì)量。
就是因?yàn)樾×姷丁⑿℃I槽銑刀剛度差,銑刃溝時(shí)易產(chǎn)生彎曲,造成刃帶寬窄和刃溝深淺不一致,即俗稱大小牙。如果不合格,不僅浪費(fèi)材料,而且前序的加工白白浪費(fèi)了,這樣無形中增加了產(chǎn)品的成本,因此,銑刃溝是小銑刀生產(chǎn)中的關(guān)鍵工序。
3 工藝改進(jìn)
3.1 夾具的改進(jìn)
為解決銑溝序中大小牙的問題,可將原固定套改為活動(dòng)導(dǎo)套。
用原固定導(dǎo)套加工時(shí),導(dǎo)套固定不動(dòng),工件在導(dǎo)套中邊旋轉(zhuǎn)邊向前進(jìn)給,這種加工缺點(diǎn)是:由于小銑刀大多為刃徑小、柄徑大的臺階式結(jié)構(gòu),所以導(dǎo)套也必須做成臺階狀的(如圖1),因銑溝刀與導(dǎo)套的相對位置不變,而且為保證銑刀刃帶的有效長度,銑溝刀必須在導(dǎo)套的臺階處,這樣,工件的頂端在還沒有進(jìn)入導(dǎo)套時(shí)就已進(jìn)入了被切削狀態(tài),銑溝刀給它一個(gè)向下的力,使它在被切削時(shí),左端處于一個(gè)無支撐狀態(tài),這樣就會造成大小牙。
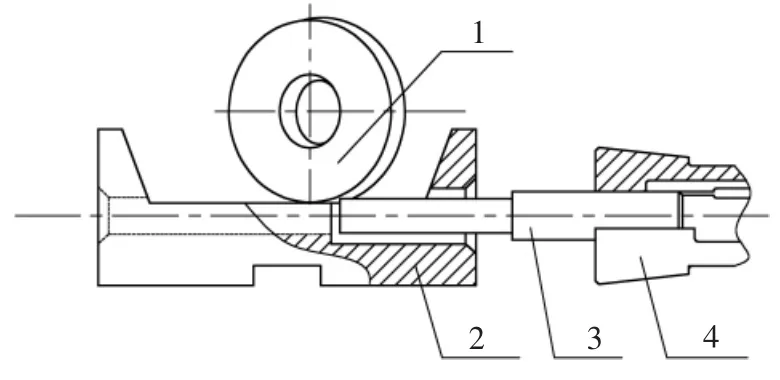
圖1
要解決此問題,就必須有一個(gè)支撐始終跟著工件,即:一個(gè)始終跟著工件運(yùn)動(dòng)的導(dǎo)套,如圖2,當(dāng)工件被彈簧夾頭夾著送入導(dǎo)套后,工件頂緊擋鐵,推動(dòng)導(dǎo)套沿導(dǎo)套座的槽滑動(dòng),當(dāng)工件完成所要銑的溝長向后退時(shí),導(dǎo)套座內(nèi)的彈簧將導(dǎo)套沿導(dǎo)套座推出,這就使工件在切削過程中始終都被導(dǎo)套支撐著,從而消除了大小牙問題,經(jīng)試用效果良好,解決了生產(chǎn)中的難題。
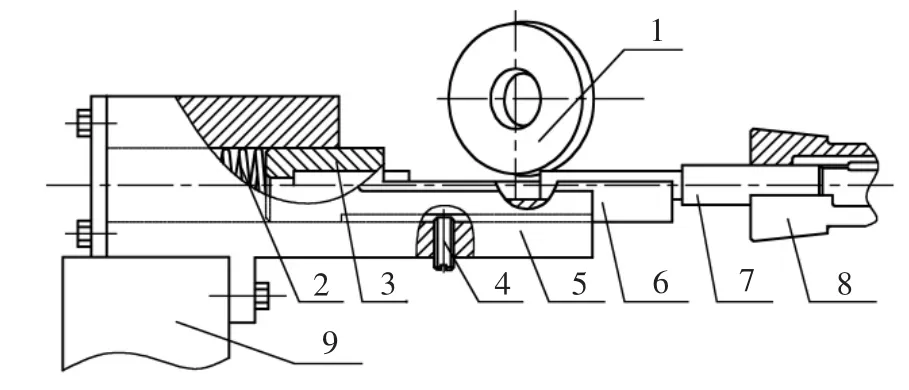
圖2
3.2 銑溝刀的改進(jìn)
原先我們使用的是尖齒銑刀中的單角度銑刀銑刃溝,單角度銑刀銑刃溝特點(diǎn)是切削刃具有良好的鋒銳性,且切削齒數(shù)較多,銑削速度快,生產(chǎn)效率高,但銑出的溝形較單薄,刃溝與刃背接觸處不夠圓滑,剛性有所降低,排屑不夠順暢;為提高刀具剛性,我們對切削刃部的溝槽形狀重新進(jìn)行了設(shè)計(jì),對能夠最大限度地確保截面面積的切削刃截形進(jìn)行設(shè)計(jì),并且考慮切削時(shí)的抗折損性。根據(jù)溝形又重新設(shè)計(jì)了鏟齒的成型銑刀,鏟齒成型銑刀的特點(diǎn)是銑出溝形為圓滑過渡,溝形易于排屑,被銑銑刀剛性好。使用改進(jìn)溝槽形狀的小立銑刀和小鍵槽銑刀進(jìn)行性能試驗(yàn),切削壽命達(dá)到優(yōu)等品。
4 結(jié)論
活動(dòng)導(dǎo)套加工小立銑刀、小鍵槽銑刀的刃溝,既解決了出現(xiàn)大小牙的問題,也解決了小立銑刀、小鍵槽銑刀彎曲超差,徑向跳動(dòng)超差的難題。
溝槽截面形狀的改變,有利于切削排屑,增加了小銑刀的剛性,切削性能更加優(yōu)越。
[1] 袁哲俊,劉華明.刀具設(shè)計(jì)手冊[M].北京:機(jī)械工業(yè)出版社,1999.
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:28
西北工業(yè)大學(xué)學(xué)報(bào)(2022年2期)2022-05-11 07:50:12
建材發(fā)展導(dǎo)向(2022年1期)2022-03-08 01:52:36
輪胎工業(yè)(2021年10期)2021-12-24 17:23:35
機(jī)械制造(2021年8期)2021-08-23 10:12:44
裝備制造技術(shù)(2020年3期)2020-12-25 05:22:30
輪胎工業(yè)(2020年9期)2020-03-01 18:58:44
中國機(jī)械工程(2018年14期)2018-09-22 01:14:04
電子制作(2018年14期)2018-08-21 01:38:30
江西理工大學(xué)學(xué)報(bào)(2015年3期)2015-12-22 05:26:21
