龍開口電站水輪發電機大軸工地同鏜工藝
2013-03-25 06:34:28劉俊磊
機械工程師 2013年2期
關鍵詞:發電機
劉俊磊
(哈爾濱電機廠有限責任公司,哈爾濱150040)
1 引言
龍開口水電站位于金沙江中游、云南大理州與麗江地區交界的鶴慶縣中江鄉龍開口村河段上,是金沙江中游河段規劃的8個梯級電站中的第6級,裝設5臺單機容量為360MW的立軸半傘式水輪發電機組,裝機容量1800MW。
該機組水輪機由哈電供貨,發電機由上海福伊特供貨。考慮到水輪發電機大軸由兩個單位供貨,為保證連軸精度和施工周期及節約加工成本,連軸定位銷釘孔采用在工地同鏜的模式。鏜孔工作由哈電負責完成。
水輪發電機(以下簡稱水發)大軸均為中空結構。水輪機軸長5730mm,連軸法蘭面直徑φ3200mm。其下端采用24顆螺栓與轉輪連接,上端采用20根M180×6螺栓與發電機下端軸連接。發電機大軸長5310mm,下法蘭端面外徑φ3200mm與水輪機軸上法蘭直徑相同。連軸后總重量約150t。鏜孔前連軸銷孔直徑φ184mm,單邊預留0.50mm的鏜孔量。鏜孔時采用6根工具螺栓和2個定位銷套連接水發大軸。
2 施工流程及準備工作
(1)水發大軸工地同鏜工藝流程簡述如圖1所示。
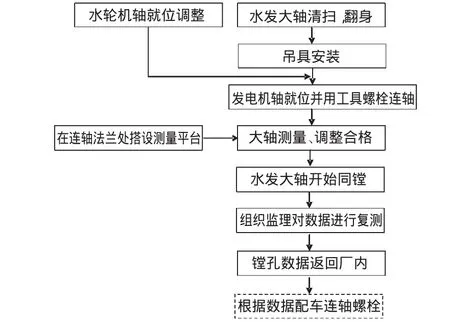
圖1 水發大軸工地同鏜工藝流程
(2)準備本工序必要的材料、工裝與工器具,包括設備清掃消耗性材料、檢查、安裝、調整工具。制作求心梁。檢查吊具及翻身工具外觀銹蝕和磨損情況。按水輪機大軸下法蘭面直徑,根據鏜孔工位的安排,將基礎板清理干凈,盡量水平,確保工件立放平穩即可;在鏜孔基礎版位置均布4個高1.2mm的支墩,支墩上放置4對楔子板并調平,另外,軸線方向再放置4個50T千斤頂調整大軸水平。
(3)拆除大軸外包裝,仔細清洗軸身及法蘭面和連接螺栓孔、連軸工具螺栓、螺母、定位銷套等附件。在連軸法蘭處找出廠內已標記好的高低點(“H”、“L”點),并用記號筆或者打鋼印做出明顯標記。
3 施工過程
3.1 水輪機大軸調整
大軸清理完畢后,檢查并安裝大軸翻身工具及吊具,吊具螺栓按圖紙要求力矩擰緊。為便于吊具銷釘順利安裝,安裝單位在吊具一側焊接了一個銷釘支架。所有工作完畢后,將水輪機主軸放置于先前擺放就位的支墩上,待大軸落下前在楔子板與主軸法蘭面間塞入1mm厚銅皮保護大軸。大軸平穩放置后,拆除吊具;利用“Cayere”方法測量法蘭面水平,并根據所測得的數據,計算各相鄰測點之間的高差,繪制各測量點高差分布曲線及擬合正弦曲線,從而確定法蘭面實際水平。并通過下端支撐千斤頂調整其水平合格(要求0.02mm/m)。用在主軸內腔掛鋼琴線的方法測量大軸內止口4個軸線方向半徑,計算大軸垂直度(要求小于0.02mm/m)。
3.2 水發大軸連接
發電機軸清理翻身完畢后,將6根工具螺栓及2個定位銷套安裝在發電機大軸下法蘭上,當發電機下端軸下落至距水輪機主軸上法蘭面200mm高度時停止落鉤,用干凈白布沾酒精擦拭大軸法蘭面,并且在大軸止口位置涂上凡士林等潤滑脂。根據2個定位銷套位置落下發電機軸,均勻對稱地安裝6根連軸螺栓,用打擊扳手打緊螺栓。并用塞尺檢查組合面配合情況,要求無間隙。松開吊具螺栓,拆除吊具。
3.3 整體調整
在發電機下端軸上法蘭架設求心梁,安裝求心器及合適的重錘。在發電機下端軸上下法蘭內環、水輪機大軸上下法蘭內環上,均勻對稱標示4個測量點,并保證各對應測量點在同一垂線上。用合像水平儀測量主軸上法蘭面均布8測點水平,并且通過水輪機大軸底下的千斤頂調整主軸上法蘭面水平合格(要求0.02mm/m)。
用內徑千分尺測量各點半徑,分別計算各點測量偏差及偏心值,計算水輪機軸和發電機下端軸的同心度和垂直度(同心度0.03mm,垂直度0.02mm/m)。
根據計算結果調整發電機下端軸。松開6根臨時連軸螺栓,將吊物孔混凝土墻壁做基礎架設千斤頂,并在四個軸線方向上架設百分表以監測發電機下端軸與水輪機主軸的相對位移。另外根據發電機下端軸相對于水輪機主軸的傾斜方向,通過在其對稱方向先擰緊螺栓這樣一種調整螺栓拉伸順序的方式來調整折線。
調整完畢,用打擊扳手打緊臨時連軸螺栓。重新調整上端法蘭面水平及測量垂直度,必要時重復以上測量調整工作直到符合要求。
3.4 同鏜銷孔
在發電機下端軸上法蘭上架設鏜孔工具,用工具連軸螺栓和大軸作為支點來調整鏜孔工具的精確位置,安裝固定鏜孔工具并開始同軸鏜孔。鏜完一個銷釘孔,用汽油和干凈的布擦除孔內鐵屑和油污,并在合適位置打標記。然后卸掉工具繼續鏜下一個孔,重復此過程,12個孔鏜完后,清理發電機軸上法蘭面,并檢查鏜孔質量,然后將6個把合螺栓對稱卸下換在相鄰的位置,繼續鏜剩下的6個孔,最后再加工剩余的兩個銷套定位孔。
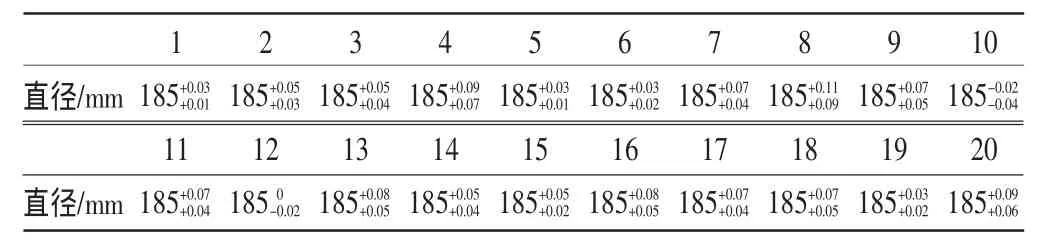
表1 1#機水發大軸同鏜記錄(單孔圓度偏差控制在0.03mm)
完成所有20個銷釘孔的同鏜工作后,組織監理和安裝單位對鏜孔數據進行復測。確認數據無誤后將鏜孔數據發回廠內,按此數據進行銷釘螺栓的配車工作(如表1)。
4 注意事項
注意在工件裝配時搭建加工操作平臺(便于操作者安全操作),在加工操作時遵守相關安全操作條列,確保操作安全,有任何危險因素須及時匯報相關部門;遵守現場安裝全部安全條例(服從指揮和調度),注意保證產品質量。確保主軸立放平穩,確保加工中人員及設備等相關附件的安全。
目前該工藝已在工地現場鏜孔3臺機組,第一臺機組已進入調試階段,從連軸過程及盤車數據來看,該工藝水平效果非常好。
猜你喜歡
故事作文·高年級(2021年12期)2021-12-21 02:32:35
大電機技術(2017年3期)2017-06-05 09:36:02
軍事文摘(2016年16期)2016-09-13 06:15:49
廣西電力(2016年6期)2016-07-10 12:03:37
通信電源技術(2016年5期)2016-03-22 01:09:38
智能建筑電氣技術(2015年5期)2015-12-10 05:52:30
電測與儀表(2015年13期)2015-04-09 11:57:12
電測與儀表(2015年2期)2015-04-09 11:29:14
水電站機電技術(2014年6期)2014-09-26 12:07:48
水電站機電技術(2014年1期)2014-09-26 11:59:45
