復(fù)雜零件網(wǎng)絡(luò)化制造的生產(chǎn)加工狀態(tài)模型研究
2013-03-31 07:12:26楊勝富孫衛(wèi)紅魯文超
機床與液壓 2013年7期
楊勝富,孫衛(wèi)紅,魯文超
(中國計量學(xué)院機電工程學(xué)院,浙江杭州310018)
在網(wǎng)絡(luò)化制造環(huán)境下,高效地跟蹤復(fù)雜零件生產(chǎn)加工狀態(tài)具有重要意義,同時也是難點問題之一。復(fù)雜零件生產(chǎn)加工狀態(tài)不僅是緊急情況下生產(chǎn)調(diào)度的重要依據(jù),還是生產(chǎn)計劃滾動的重要參考。一般情況下,復(fù)雜零件有多個生產(chǎn)任務(wù),各個生產(chǎn)任務(wù)往往是由三四道或者五六道工序組成,由一個制造資源進行生產(chǎn)加工[1]。工序任務(wù)加工狀態(tài)及制造資源的生產(chǎn)狀態(tài)是復(fù)雜零件生產(chǎn)加工狀態(tài)的重要組成部分。制造資源都有各自的狀態(tài)描述方法,不同的狀態(tài)描述方法造成了工序任務(wù)加工狀態(tài)與制造資源生產(chǎn)狀態(tài)信息不能及時交互。信息孤島在一定程度上降低了跟蹤的效率和準(zhǔn)確性。網(wǎng)絡(luò)化制造環(huán)境下,要改善跟蹤復(fù)雜零件生產(chǎn)加工狀態(tài)的效率,需要一個便于各狀態(tài)信息交互的模型。建立這樣的模型要解決以下兩個問題:(1)為復(fù)雜零件、制造資源和制造任務(wù)尋求高效準(zhǔn)確的狀態(tài)描述方法;(2)建立能實現(xiàn)復(fù)雜零件狀態(tài)、制造資源生產(chǎn)狀態(tài)和制造任務(wù)加工狀態(tài)信息交互的模型。
目前關(guān)于車間制造中物料工藝狀態(tài)的描述方法相對比較成熟[2-6],劉曉冰等[2]提出S(I)描述法,采用0表示未加工,用1表示工序加工完成,組成工藝狀態(tài)矢量,再通過2進制計算物料工藝矢量的物料工藝狀態(tài)值。此方法解決了工序多時字符串多的問題,但是不能精確地記錄物料在一道工序加工過程中的狀態(tài)。王萬雷[3]提出16進制描述法,用16進制中前10位記錄每道工序狀態(tài),組成工藝狀態(tài)矢量,通過16進制計算某時刻物料工藝矢量的物料工藝狀態(tài)值。該方法減少了每一個任務(wù)域中可以表達的工藝狀態(tài)矢量長度,加大了計算量。雖然這些都是車間制造中物料工藝狀態(tài)的描述方法,但是從物料流動性質(zhì)來看,在一個企業(yè)內(nèi)部各個車間之間流動的物料與在虛擬企業(yè)中各個企業(yè)之間的物料流動本質(zhì)上是一樣的[2],通過借鑒相對成熟的車間物料工藝狀態(tài)描述方法,描述網(wǎng)絡(luò)化制造復(fù)雜零件生產(chǎn)狀態(tài)是可行的。
網(wǎng)絡(luò)化制造環(huán)境下,復(fù)雜零件的各道工序根據(jù)加工特性組成制造任務(wù)收斂于某一個制造資源,各個制造資源由協(xié)作關(guān)系收斂于某個復(fù)雜零件。同理,任務(wù)狀態(tài)、制造資源狀態(tài)、復(fù)雜零件狀態(tài)也遵從于這樣的收斂關(guān)系。這樣的收斂特征類似于離散行業(yè) BOM (BOM4D),BOM4D通常采用樹形、非循環(huán)式的圖表來描述產(chǎn)品每一個部件與其子部件之間的關(guān)系,描述圖表最后收斂于某一根節(jié)點,即所有原材料、子部件、部件單元最終收斂于同一父部件[7]。BOM的作用之一是輔助解決了由于平臺異構(gòu)所帶來的數(shù)據(jù)交換和共享難題[7]。因為制造資源是中間收斂點,所以作者建立以制造資源層為樞紐由零件層、制造資源層、任務(wù)層3層組成的多層狀態(tài)清單模型,實現(xiàn)各狀態(tài)信息交互,防止產(chǎn)生信息孤島。
綜合以上分析,網(wǎng)絡(luò)化制造環(huán)境下,跟蹤復(fù)雜零件生產(chǎn)狀態(tài)的關(guān)鍵在于各種狀態(tài)描述的準(zhǔn)確性及各層狀態(tài)間信息交互的及時性。運用純數(shù)學(xué)的2進制數(shù)和16進制數(shù)計算方法使?fàn)顟B(tài)信息描述更準(zhǔn)確,且便于計算機識別;由零件層、制造資源層、任務(wù)層3層組成的狀態(tài)清單模型,利于各狀態(tài)信息間交互,防止產(chǎn)生信息孤島;而且基于進制數(shù)與清單模型的狀態(tài)跟蹤具有良好的可擴展性和人機互操作性。
1 狀態(tài)描述方法
1.1 狀態(tài)矢量
狀態(tài)矢量包括零部件制造任務(wù)狀態(tài)矢量和制造資源狀態(tài)矢量兩個部分,分別記為TD和TP。
零部件制造任務(wù)狀態(tài)矢量是指由零部件制造任務(wù)的加工狀態(tài)信息組成的矢量,記為TD=(dn…d1d0),其中di表示第i個零部件制造任務(wù)的加工狀態(tài)信息,di的取值為2進制中的0或1,0表示任務(wù)未完成加工,1表示任務(wù)已完成加工。
例如,假設(shè)制造資源1中有10個零部件制造任務(wù),其中第0個、第2個、第7個零部件制造任務(wù)還未完成加工,其余零部件制造任務(wù)已完成加工,其任務(wù)狀態(tài)矢量記為TD=(1110111010)。
制造資源狀態(tài)矢量是指由制造資源的生產(chǎn)狀態(tài)信息組成的矢量,記為TP=(pn…p1p0),其中pi表示第i個制造資源的生產(chǎn)狀態(tài)信息,pi取值為16進制中前11位,即 (0,1,2,…,A),分別表示完成任務(wù)的百分?jǐn)?shù)。16位進制位值與完成量對應(yīng)關(guān)系見表1。

表1 位值與完成量對應(yīng)關(guān)系
例如,假設(shè)復(fù)雜零件A有7個制造資源共同加工,其中第1個、第6個制造資源還未開始零部件制造任務(wù)的加工,第0個、第2個、第3個制造資源已完成了50%的零部件制造任務(wù)的加工,第4個、第5個制造資源已完成全部零部件制造任務(wù)的加工,其任務(wù)狀態(tài)矢量記為:TP=(0AA5505)。
1.2 任務(wù)狀態(tài)值
任務(wù)狀態(tài)值表示任務(wù)目前的生產(chǎn)加工情況,是通過相應(yīng)的進制計算任務(wù)狀態(tài)矢量得到的值,用Vk表示。Vk=Tk·Mk,其中k的取值為 (D,P),D表示求零部件制造任務(wù)狀態(tài),用2進制計算;P表示求制造資源狀態(tài),用16進制計算。

其中:n≤31,m≤7。
用公式 (1)計算上述所舉例子的零部件制造任務(wù)狀態(tài)值VD=TD·MD=890,用公式 (2)計算制造資源生產(chǎn)狀態(tài)值VP=TP·MP=11 162 885。
1.3 任務(wù)狀態(tài)域
由于現(xiàn)在大多是32位的計算機,最多能表示4個字節(jié)的整數(shù),用16進制計算最多可以表示8位,用2進制計算最多可以表示32位。計算機硬件條件的限制導(dǎo)致用以上方法進行任務(wù)狀態(tài)描述時,協(xié)作資源不能超過8家,零部件制造任務(wù)分解不能超過32個制造任務(wù)。為了突破這樣的限制,借鑒相關(guān)文獻[2-4]中的狀態(tài)域劃分規(guī)則來解決該問題。
制造資源狀態(tài)域劃分規(guī)則。將制造資源以8位長度為準(zhǔn),從第0個制造資源開始把制造資源矢量TP分塊為:TP=[…(t15…t9t8)(t7…t1t0)]=(…T16T8T0),其中T0表示制造資源狀態(tài)0域矢量,T32表示制造資源狀態(tài)8域矢量,以此類推。
零部件制造任務(wù)狀態(tài)域劃分規(guī)則。將零部件制造任務(wù)狀態(tài)以32位長度為準(zhǔn),從第0個零部件制造任務(wù)開始把零部件制造任務(wù)矢量 TD分塊為:TD=[…(t61…t33t32)(t31…t1t0)]=(…T64T32T0),其中T0表示制造任務(wù)狀態(tài)0域矢量,T32表示制造任務(wù)狀態(tài)32域矢量,以此類推。
1.4 任務(wù)狀態(tài)域中任務(wù)狀態(tài)值
任務(wù)狀態(tài)域中任務(wù)狀態(tài)值用Vkq表示,其中k的取值為 (D,P),D表示求零部件制造任務(wù)狀態(tài)值,用2進制計算;P表示求制造資源狀態(tài)值,用16進制計算。q為所求的k的任務(wù)狀態(tài)所在的任務(wù)狀態(tài)域。利用任務(wù)狀態(tài)域劃分規(guī)則,根據(jù)k值對任務(wù)狀態(tài)矢量進行劃分,再由每個任務(wù)狀態(tài)域中任務(wù)狀態(tài)值推導(dǎo)出任務(wù)狀態(tài)。首先確定任務(wù)n所在的任務(wù)域q= n-mod(n,k),其中mod(n,k)表示整數(shù)n除以整數(shù)k的余數(shù),且n>k,k取值為2或16,任務(wù)n在該任務(wù)域上的任務(wù)狀態(tài)值為:其中0≤i≤k。
任務(wù)狀態(tài)域中任務(wù)狀態(tài)值判斷任務(wù)n的生產(chǎn)情況,先判斷任務(wù)n所在域值q=n-mod(n,k),再比較任務(wù)域內(nèi)的任務(wù)狀態(tài)值Vkq和k(n-q),求Vkq/k(n-q),得到模數(shù)m和余數(shù)s。當(dāng)k為D時表示求零部件制造任務(wù)狀態(tài),此時k=2,如果得到的m值是k的整數(shù)倍,可以斷定任務(wù)n還沒有開始,否則可以認(rèn)定為已加工完成。當(dāng)k為P時表示求制造資源狀態(tài),此時k=16,如果得到的m值是k的整數(shù)倍,則進一步求解m/k,計算得到余數(shù)j,于是制造資源的完成百分比可以表示為(10×j)%。
2 狀態(tài)清單模型
2.1 模型描述
運用物料清單的思想,建立復(fù)雜零件生產(chǎn)狀態(tài)清單模型。該模型可以實現(xiàn)零件層、資源層、任務(wù)層的信息交互。通過清單模型不僅可以查詢到零件的制造資源及其生產(chǎn)狀態(tài),還可以跟蹤各制造資源中零部件制造任務(wù)的加工狀態(tài)。圖1為復(fù)雜零件生產(chǎn)狀態(tài)清單模型。
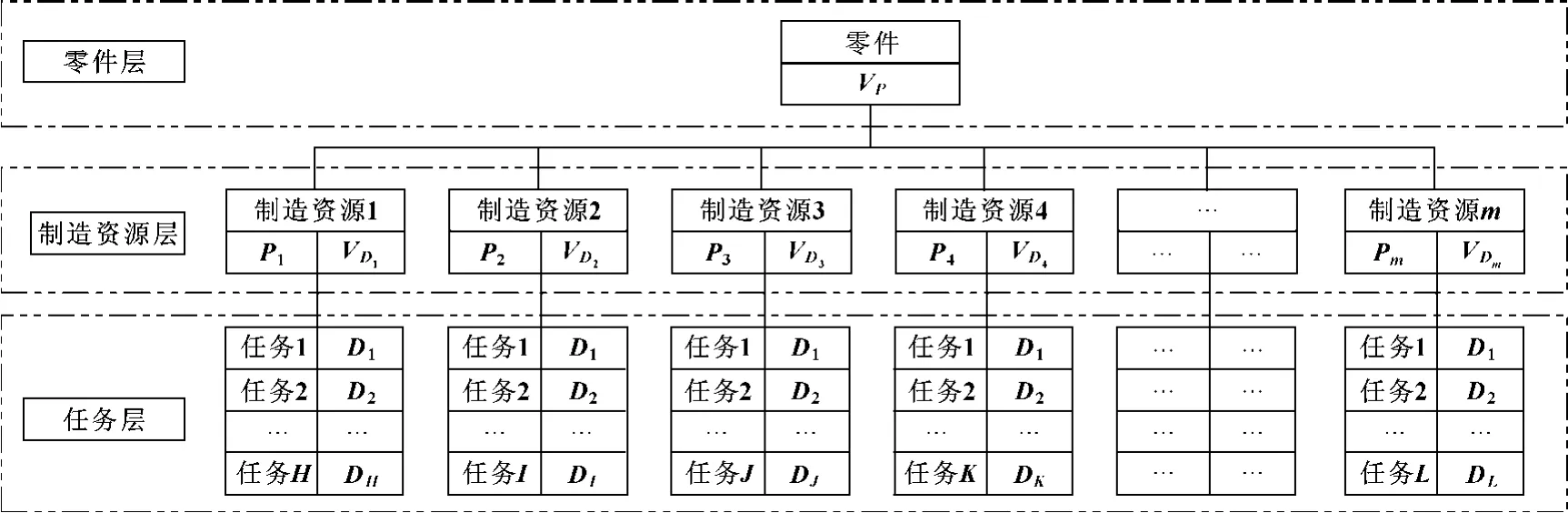
圖1 復(fù)雜零件生產(chǎn)狀態(tài)清單模型
圖1表示復(fù)雜零件由m個制造資源共同協(xié)作完成生產(chǎn),每個制造資源i將會有多個不同的零部件制造任務(wù)。其中,VP表示零件的生產(chǎn)狀態(tài)值,由資源層中Pi值組成制造資源矢量TP計算得到,Pi值表示第i個制造資源當(dāng)前完成零部件制造任務(wù)的百分量; VDi表示第i個制造資源的加工狀態(tài)值,由制造任務(wù)層中各個制造任務(wù)的狀態(tài)Di的值組成制造任務(wù)加工狀態(tài)矢量TD計算得到,Di的值表示各個制造任務(wù)當(dāng)前的加工狀態(tài)。
2.2 進制數(shù)確定
盟主企業(yè)跟蹤復(fù)雜零件生產(chǎn)狀態(tài)時需要準(zhǔn)確的數(shù)據(jù)依據(jù)。針對資源層制造資源狀態(tài),采用16進制數(shù)比采用2進制數(shù)更能準(zhǔn)確地描述制造資源的生產(chǎn)狀態(tài)。例如,零件A由7個制造資源共同協(xié)作完成生產(chǎn),假設(shè)資源層制造資源的狀態(tài)矢量用2進制描述為0101101,認(rèn)為第1,4,6個制造資源并沒有進行生產(chǎn),但實際情況可能是第1個制造資源中包含有10個零部件制造任務(wù),而第1個制造資源已完成了第0,1,2,3,4個零部件制造任務(wù)的加工,故用2進制數(shù)描述會產(chǎn)生狀態(tài)描述不準(zhǔn)確的現(xiàn)象;采用16進制數(shù)描述上述例子,第1個制造資源已完成了5個零部件的加工,其生產(chǎn)狀態(tài)用16進制數(shù)表示為50%。可見采用16進制數(shù)比采用2進制數(shù)更能準(zhǔn)確地描述制造資源的生產(chǎn)狀態(tài)。
任務(wù)層中生產(chǎn)任務(wù)狀態(tài)主要由各制造資源自行管理,盟主企業(yè)毋須知道其準(zhǔn)確的加工狀態(tài)。而且一般加工任務(wù)由十幾甚至上百道工序組成,采用2進制不僅能夠滿足其加工狀態(tài)描述,同時還能增加一個域中所能表達的任務(wù)數(shù)、降低計算的復(fù)雜度。
2.3 層級分析
由上述分析可知,零件層的零件狀態(tài)值VP采用16進制數(shù)根據(jù)資源層中制造資源矢量TP計算,同時可根據(jù)制造資源數(shù)量計算零件狀態(tài)完成閾值。例如零件由7個制造資源共同協(xié)作完成生產(chǎn),其閾值矢量用16進制描述為AAAAAAA,其狀態(tài)值VP為17895697。
資源層中制造資源包含兩個值:一個是制造資源i生產(chǎn)狀態(tài)的百分量Pi,表示對應(yīng)的任務(wù)層中零部件制造任務(wù)生產(chǎn)完成的百分比,由16進制數(shù)表示;另一個是制造資源狀態(tài)值VD,采用2進制數(shù)對任務(wù)層中零部件制造任務(wù)加工狀態(tài)矢量TD計算得到。資源層中制造資源的VD和Pi反映出零件生產(chǎn)過程的重要信息。由制造資源狀態(tài)值VD和制造資源生產(chǎn)狀態(tài)百分量Pi,盟主企業(yè)可以確定制造資源完成的零部件制造任務(wù),即任務(wù)層狀態(tài)矢量。例如零件由7個制造資源共同協(xié)作完成生產(chǎn),假設(shè)其生產(chǎn)狀態(tài)矢量為37593AA,認(rèn)為其中制造資源7,6,5,4,3分別完成了制造任務(wù)量的30%,70%,50%,90%,30%,制造資源2,1完成了生產(chǎn)任務(wù)。假設(shè)制造資源7中包含有10個零部件制造任務(wù)且狀態(tài)值VD為14,根據(jù)狀態(tài)值VD和完成量30%,可以確定其任務(wù)層制造任務(wù)狀態(tài)矢量為0000001110。
3 實例應(yīng)用
以某企業(yè)接到的大型齒輪箱產(chǎn)品為研究對象,建立其在網(wǎng)絡(luò)化制造環(huán)境下的任務(wù)狀態(tài)清單。產(chǎn)品總體結(jié)構(gòu)如圖2所示,齒輪箱的總體尺寸為215 cm×193 cm×322 cm,約5 670 kg。其體積和質(zhì)量大、涉及零件多、結(jié)構(gòu)復(fù)雜、要求設(shè)備種類多,而且對單個設(shè)備的要求高。客戶的滿意度要求比較高,所以對各個零部件的生產(chǎn)狀態(tài)進行跟蹤非常重要,作者以它為例子進行應(yīng)用分析。
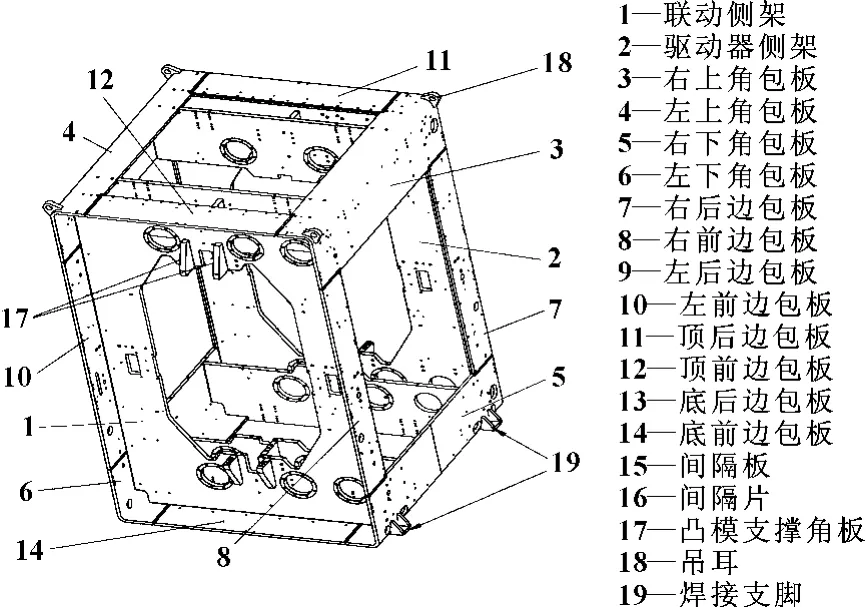
圖2 齒輪箱總體結(jié)構(gòu)示意圖
從齒輪箱的制造工藝出發(fā),將其加工過程分解成不同制造任務(wù),根據(jù)制造任務(wù)分解及制造資源需求分析發(fā)現(xiàn),不同零件的加工對制造資源需求具有相似性,因此可以將它們合并成一個制造任務(wù),并在同一個制造單位中完成加工,整個齒輪箱的制造過程可分為材料切割、折彎、粗銑+鉆孔+精銑、裝配+焊接、退火、表面處理+精加工和噴漆7個制造任務(wù)。假設(shè)這7個制造任務(wù)由7個制造資源共同完成,制造任務(wù)、制造資源及零部件制造任務(wù)分配情況如表2如示。假設(shè)某時刻各零部件制造任務(wù)加工情況如表3所示。

表2 零部件任務(wù)分配表

表3 某時刻加工情況表
針對表2中假設(shè)的生產(chǎn)加工情況,根據(jù)狀態(tài)矢量描述方法,描述出零部件制造任務(wù)矢量和制造資源狀態(tài)矢量
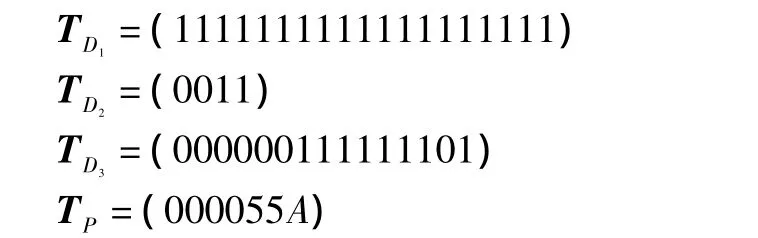
根據(jù)零部件制造任務(wù)矢量和制造資源狀態(tài)矢量,由任務(wù)狀態(tài)值計算公式 (1)、(2)可計算得到零部件制造任務(wù)狀態(tài)值和制造資源狀態(tài)值
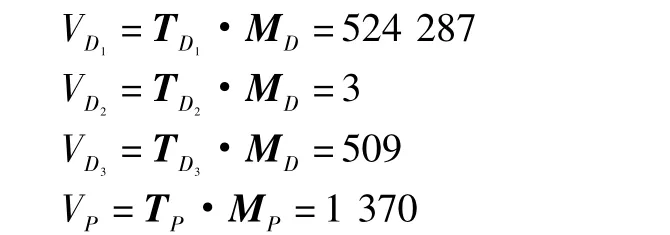
將任務(wù)層的零部件制造任務(wù)的狀態(tài)矢量、制造資源狀態(tài)矢量、制造資源狀態(tài)、零件狀態(tài)值制成狀態(tài)清單,可以看到該時刻齒輪箱的生產(chǎn)狀態(tài)清單如圖3所示。
文中提出的狀態(tài)清單模型在該企業(yè)得到應(yīng)用,從圖3所示的生產(chǎn)任務(wù)狀態(tài)清單可以查詢到零件層中齒輪箱的狀態(tài)值為1 370,該值未達到完成閾值17 895 697,表示零件未完成加工;通過該值可查詢到資源層中各個制造資源的生產(chǎn)完成情況及生產(chǎn)狀態(tài)值。例如A企業(yè)生產(chǎn)完成情況值為A,表示已完成加工;B企業(yè)生產(chǎn)情況值為5,表示已完成50%的加工;通過資源層中生產(chǎn)狀態(tài)值可以查看到任務(wù)層中制造任務(wù)的加工情況,例如A企業(yè)生產(chǎn)狀態(tài)值為524 287,可查看到制造任務(wù)的加工狀態(tài)均為1,表示均完成加工。通過實際應(yīng)用證明了:多層任務(wù)狀態(tài)清單模型能夠高效地跟蹤到復(fù)雜零件生產(chǎn)加工狀態(tài),保證了狀態(tài)信息共享,提高了企業(yè)的生產(chǎn)效率和服務(wù)質(zhì)量。
4 總結(jié)
分析了網(wǎng)絡(luò)化制造環(huán)境下,跟蹤復(fù)雜零件生產(chǎn)加工狀態(tài)的難點問題,提出建立以制造資源層生產(chǎn)狀態(tài)為樞紐,由零件層、制造資源層、任務(wù)層組成的多層狀態(tài)清單模型。模型以制造資源層為樞紐,利于模型中3層狀態(tài)間的信息數(shù)據(jù)的交互,使生產(chǎn)狀態(tài)信息查詢更便捷、模型更實用,盟主企業(yè)更高效地跟蹤復(fù)雜零件的生產(chǎn)加工狀態(tài)。
同時科學(xué)、可靠的狀態(tài)信息對于網(wǎng)絡(luò)化制造中生產(chǎn)計劃重排、任務(wù)調(diào)度等具有重要意義。作者將純數(shù)學(xué)的2進制計算和16進制計算方法混合運用,使得任務(wù)的狀態(tài)信息表述更準(zhǔn)確可靠。
最后以實際應(yīng)用證明:在網(wǎng)絡(luò)化制造環(huán)境下,通過多層狀態(tài)清單模型能提高跟蹤復(fù)雜零件生產(chǎn)加工狀態(tài)的效率,同時提高了企業(yè)的服務(wù)質(zhì)量。
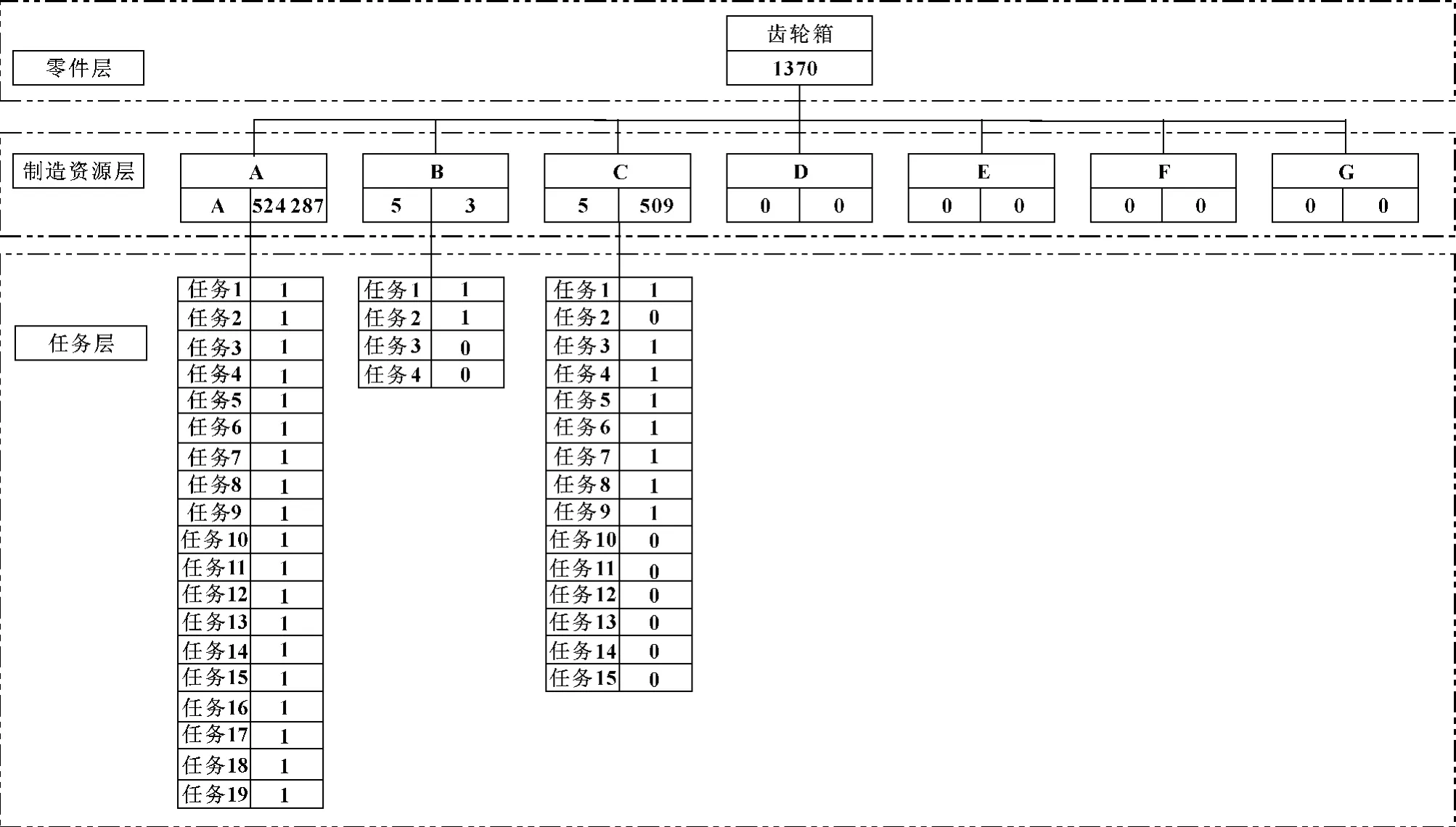
圖3 齒輪箱生產(chǎn)狀態(tài)清單
【1】郭寧,金天國,劉文劍.基于虛擬制造單元的制造資源組織模型[J].計算機集成制造系統(tǒng),2010,16(8):1650-1656.
【2】劉曉冰,黃學(xué)文,馬躍等.基于集合S(I)理論的物料工藝狀態(tài)描述[J].機械工程學(xué)報,2003,39(9):62-65.
【3】王萬雷.制造執(zhí)行系統(tǒng)(MES)若干關(guān)鍵技術(shù)研究[D].大連:大連理工大學(xué),2005.
【4】黃學(xué)文,范玉順.基于二進制和十六進制的物料工藝狀態(tài)描述方法[J].計算機集成制造系統(tǒng),2006,12(2): 281-284.
【5】PAPADOPOULOS H T,VIDALIS M I.Minimizing WIP Inventory in Reliable Production Lines[J].International Journal of Production Economics,2001,70(2):185-197.
【6】YURTSEVER,TANJU.Computerized Manufacturing Monitoring and Dispatch System[J].Computers&Industrial Engineering,1998,35(12):137-140.
【7】薄洪光,張楠,劉曉冰,等.基于批次的流程行業(yè)物料清單集成技術(shù)[J].計算機集成制造系統(tǒng),2010,16(1): 166-172.
【8】XU Hanchuan,XU Xiaofei,HE Ting.Research on Transformation Engineering BOM into Manufacturing BOM Based on BOP[J].Applied Mechanics and Materials,2007,10 (11):99-103.
猜你喜歡
吉林廣播電視大學(xué)學(xué)報(2021年4期)2022-01-14 02:35:48
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
作文成功之路·小學(xué)版(2020年5期)2020-06-11 12:48:26
中國化肥信息(2020年7期)2020-03-19 01:54:02
小天使·一年級語數(shù)英綜合(2018年11期)2018-11-23 09:47:26
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
中華手工(2017年2期)2017-06-06 23:00:31
資源再生(2017年3期)2017-06-01 12:20:59
中外會展(2014年4期)2014-11-27 07:46:46
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
