管道焊接中磁偏吹現(xiàn)象分析及解決方法
2013-04-02 12:05:40張博金陵石化建安公司江蘇南京210033
化工管理 2013年10期
關(guān)鍵詞:磁場(chǎng)
張博 (金陵石化建安公司 江蘇 南京 210033)
一、前言
在石油化工工業(yè)裝置工藝及系統(tǒng)管道檢修工作中,新舊管道對(duì)接處焊接時(shí)會(huì)遇到磁偏吹影響焊接過(guò)程的現(xiàn)象,在延遲焦化裝置、熱工和液態(tài)烴等管線施工時(shí)尤為常見(jiàn)。帶有磁性的管道產(chǎn)生的影響輕則發(fā)生焊接電弧吹偏,干擾電弧的穩(wěn)定性,保護(hù)氣體的氣幕被破壞,金屬熔池保護(hù)能力降低,產(chǎn)生較大的飛濺及氣孔、夾渣及未融合等缺陷;重則無(wú)法施焊,尤其在氬弧焊打底的情況下,坡口邊緣的強(qiáng)磁場(chǎng)吸引焊絲導(dǎo)致無(wú)法引弧使焊接過(guò)程無(wú)法進(jìn)行。如果不能及時(shí)處理將會(huì)對(duì)焊接質(zhì)量和施工進(jìn)度產(chǎn)生嚴(yán)重影響。
二、磁偏吹產(chǎn)生原因及其對(duì)焊接質(zhì)量的影響
2.1、磁偏吹產(chǎn)生的原因
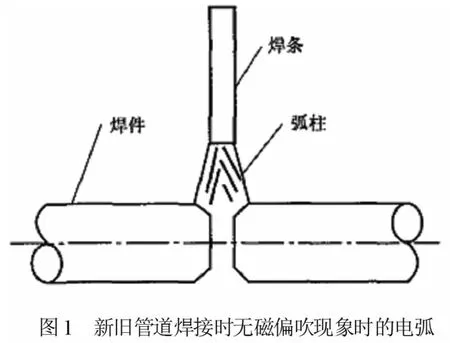
形成磁偏吹現(xiàn)象除了焊接設(shè)備 (直流電焊機(jī)比交流電焊機(jī)更容易產(chǎn)生磁偏吹)和焊接材料(如焊條或焊絲偏心可能產(chǎn)生磁偏吹)的本身原因外,主要有以下兩個(gè)方面:一是焊接電纜地線在管道上的連接位置不對(duì)稱(chēng),造成流過(guò)管道的電流所產(chǎn)生的磁場(chǎng)與流過(guò)電弧和焊條的電流所產(chǎn)生的磁場(chǎng)產(chǎn)生疊加作用,使電弧兩側(cè)的磁場(chǎng)分布不均勻產(chǎn)生電弧偏向;二是原本管道自身的剩磁與電弧產(chǎn)生磁場(chǎng)疊加現(xiàn)象,使電弧偏向。下圖(圖1和圖2)為新舊管道焊接時(shí)無(wú)磁偏吹現(xiàn)象時(shí)的電弧和有磁偏吹焊接時(shí)的電弧:
其中最容易產(chǎn)生磁偏吹現(xiàn)象的是管道自身剩磁。剩磁產(chǎn)生的主要原因有以下幾點(diǎn):(1)金屬熔煉或管道制造工藝過(guò)程中產(chǎn)生剩磁;(2)管道采用電磁起重機(jī)裝卸產(chǎn)生剩磁;(3)管道用磁化方法進(jìn)行無(wú)損檢測(cè)產(chǎn)生剩磁;(4)管道接近強(qiáng)力供電線路產(chǎn)生剩磁;(5)采用電磁感應(yīng)法對(duì)管道或其焊口進(jìn)行預(yù)熱或熱處理所產(chǎn)生的剩磁;(6)管道采用車(chē)床切削或砂輪機(jī)打磨破口;(7)在用管線長(zhǎng)期受到高溫高壓高速介質(zhì)的定向沖刷。在管道檢修過(guò)程中以(3)、(5)和(7)項(xiàng)管道剩磁種類(lèi)最為常見(jiàn)。
2.2、磁偏吹對(duì)焊接過(guò)程和焊接質(zhì)量的影響
磁偏吹對(duì)焊接過(guò)程和質(zhì)量所產(chǎn)生的影響是焊接電弧的起弧和引弧比較困難、電弧燃燒穩(wěn)定性差、電弧偏離電極軸線、液體金屬和熔渣從熔池中濺出從而導(dǎo)致氣孔、夾渣及未融合等焊接缺陷。磁性比較強(qiáng)烈時(shí)還會(huì)吸附含鐵介質(zhì)圍繞在坡口周?chē)鷮?dǎo)致無(wú)法進(jìn)行焊接。
三、磁偏吹現(xiàn)象的解決方法
對(duì)于焊接過(guò)程中產(chǎn)生磁偏吹現(xiàn)象時(shí)通常可以采用電磁感應(yīng)消磁法、熱處理消磁法和磁鐵感應(yīng)消磁法。在這里主要討論簡(jiǎn)單實(shí)用的電磁感應(yīng)消磁法和熱處理消磁法的原理和方法。
3.1、電磁感應(yīng)消磁法
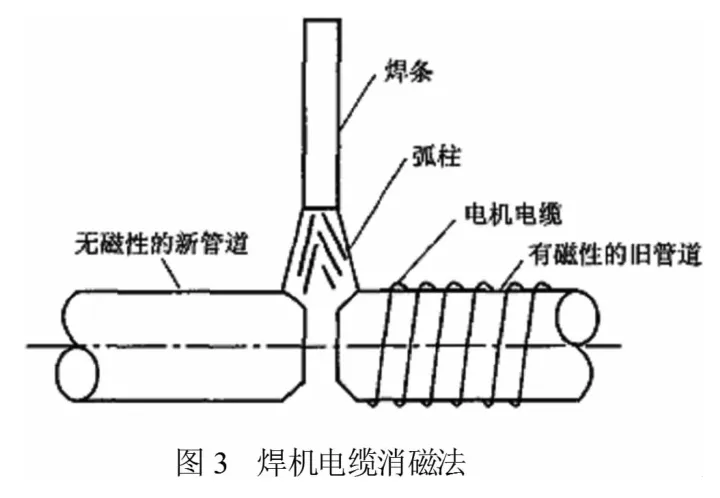
電磁感應(yīng)消磁法是利用焊件做鐵心,纏繞一定匝數(shù)的消磁感應(yīng)線圈,通過(guò)瞬間電流在焊件上產(chǎn)生一個(gè)瞬時(shí)磁場(chǎng)來(lái)抗衡坡口區(qū)剩磁的方法,我們檢修過(guò)程中最常用也是最實(shí)用的電磁感應(yīng)消磁法是焊機(jī)電纜消磁。把焊槍電纜線在具有磁性的舊管段上纏繞數(shù)圈,通電后電纜就會(huì)在其周?chē)a(chǎn)生磁場(chǎng),當(dāng)電纜線產(chǎn)生的磁場(chǎng)強(qiáng)度與舊管道的剩磁磁場(chǎng)強(qiáng)度相等且方向相反的時(shí)候就可以消除磁偏吹對(duì)焊接的影響。
值得注意的是,有時(shí)并不能完全消除管道自身的剩磁磁場(chǎng),只能減小其對(duì)焊接過(guò)程的影響。所以采用電磁感應(yīng)消磁法的同時(shí)要不斷的進(jìn)行試焊,直到滿足施焊條件。焊機(jī)電纜消法詳圖如下(圖 3):
3.2、熱處理消磁法
熱處理消磁法的原理是利用加熱使鐵磁質(zhì)管道的溫度高于其“居里點(diǎn) (也稱(chēng)居里溫度或磁性轉(zhuǎn)變點(diǎn),是指材料可以在鐵磁體和順磁體之間改變的溫度,即鐵電體從鐵電相轉(zhuǎn)變成順電相引的相變溫度)”的溫度,鐵磁質(zhì)管道中的自發(fā)的磁化區(qū)域就完全瓦解而成為普通的順磁質(zhì)從而使管道鐵磁性完全消失。
所以在日常檢修過(guò)程中遇到磁偏吹現(xiàn)象時(shí),我們一般先采用電磁感應(yīng)消磁法。如果遇到剩磁磁場(chǎng)比較強(qiáng)的情況下電磁感應(yīng)消磁效果不明顯,則采用熱處理消磁法配合消磁。

四、污水氣提裝置中壓蒸汽管道消磁實(shí)踐
某煉化企業(yè)污水氣提裝置減溫減壓系統(tǒng)中壓蒸汽線施工中遇到磁偏吹現(xiàn)象的解決方法就是采用了電磁感應(yīng)消磁法和熱處理消磁法。需甩頭的舊管道規(guī)格為Φ325X8.5材質(zhì)20G,介質(zhì)為中壓蒸汽(440℃3.85MPa)已投用近十年,焊接方法采用氬弧焊打底電弧焊蓋面。在氬弧焊打底過(guò)程中發(fā)現(xiàn)焊弧偏向厲害且焊縫有密集氣孔,經(jīng)仔細(xì)分析后判斷是因舊管道在長(zhǎng)期高溫中壓蒸汽的定向沖刷下產(chǎn)生了剩磁。首先采用電磁感應(yīng)消磁法初步確定磁場(chǎng)的方向和強(qiáng)弱。焊接設(shè)備為380V交流電焊機(jī),把焊機(jī)電纜線在舊管道上順時(shí)針纏繞好后進(jìn)行試焊發(fā)現(xiàn)飛濺變得更為劇烈,后反向纏繞焊機(jī)電纜線數(shù)圈后飛濺情況稍微緩和但仍未達(dá)到理想焊接條件,選用熱處理消磁法 (正火800℃,加熱時(shí)間120min后自然冷卻)經(jīng)熱處理后磁性明顯消失達(dá)到焊接理想條件。
五、結(jié)束語(yǔ)
隨著國(guó)家各煉化企業(yè)的煉油水平、煉油能力和煉油深度的不斷提高,高溫高壓高速的介質(zhì)管線會(huì)越來(lái)越多,這對(duì)管道和設(shè)備的安全性、穩(wěn)定性的要求也越來(lái)越高。在今后的管線檢修過(guò)程中遇到磁偏吹現(xiàn)象也將增多,本文通過(guò)對(duì)兩種消磁方法的原理分析、使用方法的實(shí)踐,證明了電磁感應(yīng)消磁法和熱處理消磁法是完全可以消除磁偏吹現(xiàn)象對(duì)焊接的影響,這為檢修過(guò)程中能快速解決磁偏吹導(dǎo)致的焊接障礙提供了有力的技術(shù)保障。
[1].謝應(yīng)璞.電機(jī)學(xué).[M].成都:四川大學(xué)出版社,2007:2-3
[2].李建軍 管道焊接技術(shù) [M].北京:石油工業(yè)出版社,2007:51-7.
[3].丁建生主編.金屬熱處理學(xué).機(jī)械工業(yè)出版社.
[4].張文明,焦萬(wàn)才,劉兆甲.焊條電焊弧[M].沈陽(yáng):遼寧科學(xué)技術(shù)出版社,2007:7-9.
猜你喜歡
當(dāng)代陜西(2022年6期)2022-04-19 12:11:54
數(shù)學(xué)物理學(xué)報(bào)(2022年1期)2022-03-16 06:14:50
娃娃樂(lè)園·綜合智能(2021年12期)2022-01-18 05:46:42
華人時(shí)刊(2020年13期)2020-09-25 08:21:42
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2020年1期)2020-02-20 13:22:30
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2017年3期)2017-05-04 07:15:09
中學(xué)生數(shù)理化·高二版(2016年12期)2017-02-28 10:08:42
電子制作(2016年1期)2016-11-07 08:42:44
Coco薇(2016年1期)2016-01-11 16:53:24
西華師范大學(xué)學(xué)報(bào)(自然科學(xué)版)(2015年3期)2015-02-27 15:31:23