凹版印刷機三電動機傳動控制系統的研究
2013-04-09 06:54:18陳佳棟王軍司飛飛
機械制造與自動化 2013年1期
關鍵詞:變頻器
陳佳棟,王軍,司飛飛
(南京林業大學 信息科學與技術學院,江蘇 南京 210037)
0 引言
隨著現代社會的高速發展,消費者對市場上產品的包裝有了更高的要求。因此,作為印刷產品的生產企業對印刷設備技術的要求也應該有所提升。筆者所在單位有幾臺機械總軸式的凹版印刷機,年久失修,設備老化,機械零部件磨損較為嚴重,直接影響到最終的印刷速度以及套印精度,故對其進行局部的改造。而在凹版印刷控制系統中,張力控制是非常重要的一環,控制的好壞直接影響到最終產品的品質以及生產效率的高低。
本文中改造的立足點在于由主變頻器控制兩個輔助變頻器,再由變頻器控制相應的交流變頻電動機,使紙料張力前后保持基本一致,速度達到相對同步。這種控制方式的特點是:運行可靠、機械磨損小、控制精度高,操作簡便,故障少。
1 張力控制的方法
1.變頻器控制
本文的張力控制系統由變頻器統一調節控制,分別控制三個交流變頻電動機。根據電機學原理,交流電動機轉速公式為:

式中:n 為電動機轉速,n0為同步轉速,f 為電源頻率,p 為電動機磁極對數,s 為轉差率。由上式可知,當p 和轉差率s 不變時,電動機轉子轉速n 與定子電源頻率f 成正比,連續改變異步電動機供電電源的頻率,則可連續平滑地調節電動機的轉速。這就是變頻器的工作原理,即電動機的轉速和供電電源的頻率成正比。
2 恒轉矩控制
本文采用的是張力閉環恒定轉矩控制。
以下推導電動機功率、轉矩、轉速的關系:
1)功率=扭力×速度,即:

2)轉矩(T)=扭力(F)×作用半徑(R),即推導可得:

3)線速度

式中:n 為每分鐘轉速;n1為每秒鐘轉速。
將式(2),(3)代入式(1)得:
由此可知,交流電動機轉矩和供電電源的頻率成反比,因此本文采用變頻器控制交流變頻電動機輸出恒定轉矩的張力閉環控制。
2 改進方案
結合設備現狀和改進的成本費用,改進方案確定如下:
1)張力檢測:擺輥式張力檢測方式(通過位置傳感器進行間接的張力檢測)。
2)執行機構:交流變頻器和交流變頻電動機。
改進之前,生產線采用的是比較傳統的機械總軸式傳動機構。改進之后,將放卷牽引和收卷牽引與主牽引傳動軸的機械傳動裝置拆除,新增兩個異步交流變頻電動機,與主牽引電動機構成三電動機同步傳動機構。改進后的三電動機傳動控制系統結構如圖1 所示。
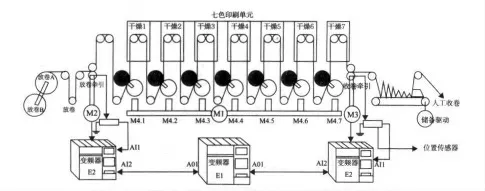
圖1 三電動機傳動控制系統結構圖
圖1 中,位置傳感器實質上是一個旋轉電位器,如圖2 所示。
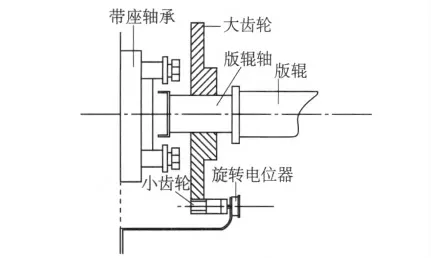
圖2 旋轉電位器
起先,調整氣壓閥使氣缸內氣壓產生的作用力與料帶上的張力保持平衡。而當擺輥的實際位置處于非平衡位置時,擺輥帶動氣缸與此同時帶動大齒輪轉動,大齒輪旋轉傳遞給小齒輪,小齒輪帶動旋轉電位器給出張力檢測信號,從而獲得張力的反饋模擬量。圖3 為擺輥的機械結構圖。
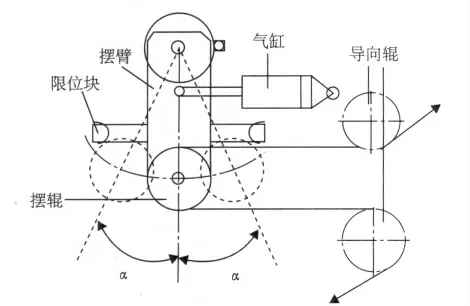
圖3 擺輥機械結構圖
擺輥在收、放卷過程中的平衡位置有個目標模擬量,如果擺輥實際位置在目標量左邊或者右邊時,PID 就進行調節,在開環頻率給定的基礎上疊加一個反饋量,調整變頻器輸出轉矩指令,從而進行糾偏,這樣基本上可以實現生產過程中的恒定線速度控制。
3 方案實施
3.1 三電動機同步傳動控制
三電動機傳動控制系統電氣接線圖如圖3。
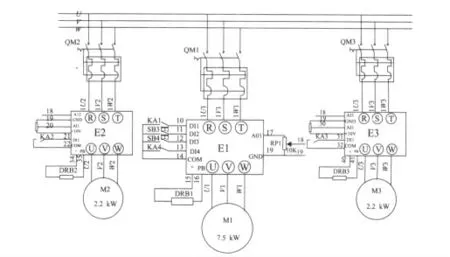
圖3 三電動機傳動控制接線圖
圖中,M2 和M3 是放卷牽引、收卷牽引變頻器控制的交流變頻電動機。速度的給定輸入到主牽引頻率源AI2中,用于調整收、放卷牽引變頻器輸出的轉矩,反饋源AI1用于接收旋轉電位器的反饋信號,調整擺輥的位置。
M1 是主牽引變頻器控制的交流變頻電動機。AO1通過旋轉電位器RP1 的作用最終輸出+10 V 電壓,用于擺輥位置的及時反饋。由于局部調整的需要,設置了啟動DI1,加速DI2,減速DI3,點動DI4 等輸入端子。
3.2 PI 控制
工業控制中,比較常見的控制有PI,PD,PID 等控制。根據實際生產線的控制精度和響應速度的需要,這里采用的是PI 控制。PI 控制中,比例環節:即時成比例的反映控制系統的偏差信號,偏差一產生,控制器立刻產生控制作用,以減小偏差。但比例作用太強會引起系統的不穩定。積分環節:主要用于消除靜差,提高系統的無差度。積分作用太強會使系統超調量加大,動態響應遲緩。
本文選用的是匯川MD320T 系列變頻器,其包含有PID 閉環調節環節,主要是針對變頻器相關的參數進行適當地設置,以達到調整變頻器輸出恒定轉矩的目的。
PI 控制主要是通過對被控量的反饋信號與目標量信號的差量進行比例、積分運算,來調整變頻器的輸出頻率,構成負反饋系統,使被控量穩定在目標量上。控制基本原理框圖如圖5 所示。
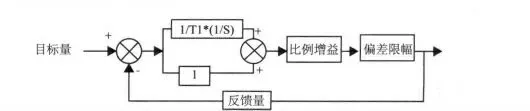
圖5 比例積分分離PID 控制原理圖
3.3 變頻器參數的設定
表1 中的參數設置是整個傳動系統中的關鍵部分——PID 控制環節,主要是通過變頻器中PID 參數的設置進而對系統張力進行PID 控制。
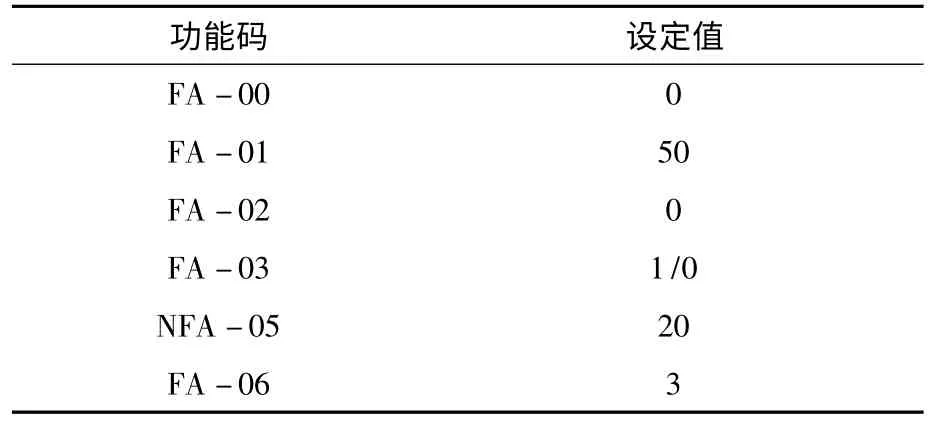
表1 放卷牽引與收卷牽引變頻器PID 參數的設置
在MD320T 變頻器中,FA 組為PID 功能項。FA-00=0,即FA-01,由面板鍵盤數字設定PID 目標值。是通過PID 調節實現張力穩定的,PID 調節的目標值(FA-00=0)是擺輥的中間點(FA-01=50%,也就相當于5 V,而電位器的+10 V 電源來自變頻器)。FA-02=0,AI1 為反饋源,通過此參數來選擇PID 反饋通道。FA-03 為反饋的設定,放卷牽引設為1,也就是正反饋,若放卷牽引張力減小,則變頻器輸出頻率減小。收卷牽引變頻器中設為0,也就是負反饋,若收卷牽引張力減小,則變頻器輸出頻率增大。比例增益P(FA-05):決定整個PID 調節器的調節強度,P 越大,調節強度越大。該參數為100 表示當PID 反饋量和給定量的偏差為100%時,PID 調節器對輸出頻率指令的調節幅度為最大頻率(忽略積分作用和微分作用)。積分時間I(FA-06):決定PID 調節器對PID反饋量和給定量的偏差進行積分調節的快慢。積分時間是指當PID 反饋量和給定量的偏差為100% 時,積分調節器(忽略比例作用和微分作用)經過該時間連續調整,調整量達到最大頻率(F0-09)。積分時間越短調節強度越大。
其他部分的參數設定,這里不作贅述。
4 結語
凹版印刷機三電動機同步系統通過控制變頻器的輸出轉矩來獲得恒張力控制,保證了各電動機工作在同步狀態,使張力保持穩定。該系統既可以快速響應,又可以解決換向容易燒壞電動機的問題,并且價格十分經濟。改進方案實施后,經過生產實踐的驗證,凹版印刷機的張力控制系統運行穩定,張力控制精度提高,大幅度減少了張力控制方面的故障,降低了廢品率。這充分證明了文中提出的方案的合理性,為其他相似的電控系統的設計提供了一些技術方面的參考。
[1]張靜俠.采用PLC 控制凹版印刷機三電機同步[J].職業雜志,2008,(11):117-118.
[2]深圳匯川變頻器有限公司.匯川—MD320 系列變頻器用戶手冊[S].V3.4,2011.
[3]劉飛.基于PLC 與變頻器的造紙機張力控制系統[J].中國造紙,2010,29(9):53-55.
[4]柴西平.基于PLC 與工程型變頻器的漿紗機張力控制[J].PLC&FA,2007,(1):105-107.
[5]胡亞偉,熊紅云,許建中.凹印機恒張力控制系統[J].PLC&FA,2007,(1):97-99.
[6]紀銅釗.凹印機收放卷張力控制系統研究[D].杭州:浙江大學學位論文,2003.
[7]鄧忠華,郭應鋒.套色印刷機械中恒張力控制策略的研究[J].輕工機械,2004,(3):15-18.
猜你喜歡
消費電子(2022年6期)2022-08-25 09:47:16
鍛壓裝備與制造技術(2021年3期)2021-08-13 08:39:56
防爆電機(2020年3期)2020-11-06 09:07:42
活力(2019年22期)2019-03-16 12:47:40
測控技術(2018年5期)2018-12-09 09:04:50
四川冶金(2017年6期)2017-09-21 00:52:30
電子制作(2017年7期)2017-06-05 09:36:13
電子測試(2017年23期)2017-04-04 05:07:32
自動化博覽(2014年12期)2014-02-28 22:34:39
自動化博覽(2014年10期)2014-02-28 22:33:52