基于PLC 和伺服定位在多功能裝箱機中精確定位的應用
2013-04-09 06:54:26王立之
機械制造與自動化 2013年1期
關鍵詞:設計
王立之
(1.河海大學 能源與電氣學院,江蘇 南京 210024;2.昆山永邦自動化設備有限公司,江蘇 蘇州 215316)
0 引言
在家用電器、手機、手提計算機、數碼產品、智能終端、玩具業等產業中,它們的外形封裝、框架結構、按鍵等大部分是由塑料制品完成,這些產業都與塑料產業密切相關。近十幾年來,隨著這些產業的不斷更新換代,注塑成型業也得到迅猛發展。特別近年來,隨著人力資源成本的不斷上漲,注塑企業為了降低成本,自動化設備得到了廣泛應用。移載機和機械手得到了廣泛應用。
在移載機或機械手的一般應用中,一般應用變頻器或伺服系統。在逐個夾取堆疊中的物品,通常采取以兩個光電檢測來確定夾取點位,第一個光電檢測用于減速,后一個停止夾取。在一些對點位精度要求不高的情況下,這樣方案能滿足設計要求。但因為光電檢測響應時間、速度變更、加減速時間變更等相關影響,每次停止點位都有細微誤差,這不能滿足對停止點位的精確度有嚴格要求的場合。為了解決這個問題,本文提出一種新的方法,利用伺服系統精確度高的優點,通過PLC 精確計算來確定停止夾取點。并把這個新方法應用到注塑行業廣泛需求的多功能裝箱機中。
1 系統設計要求及工藝流程的設計
1.1 設計要求
利用PLC 具有強大的邏輯處理能力、可靠性高、抗干擾能力強、動態性能好及特別適用工業自動化控制中的優點,和伺服系統響應時間快、定位精度高等優點,設計出類似于機械手的多功能裝箱機,代替人工作業。以達到提高生產效率、產品合格率和安全性,也降低生產成本的要求。
1.2 系統工作流程
系統主要由三部分組成:搬入膠箱,取膠箱,產品裝箱,放膠箱,搬出膠箱。簡易工作流程結構圖如圖1 所示。
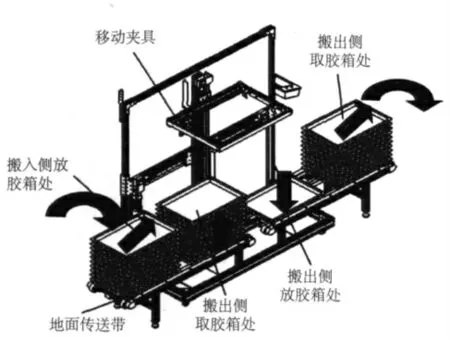
圖1 多功能裝箱機流程結構
搬入膠箱和搬出膠箱分別由搬入地面傳送帶和搬出地面傳送帶完成,根據實際需要可以適當地增加地面傳送帶的長度即工位數。這樣,可以人為延長放置空膠箱的間隔時間,達到每天僅需放置一次膠箱,即可滿足一天的生產要求。
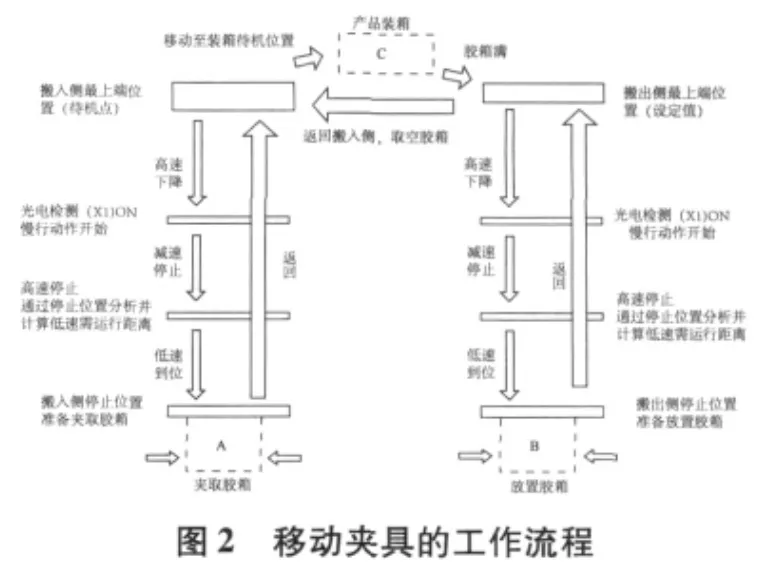
工作流程中的取膠箱、產品裝箱、放膠箱,主要由移動夾具(類似于機械手)完成。移動夾具由伺服系統驅動來定位,這樣可以精確地取走和放置每一個膠箱。根據不同產品要求,僅需對參數適當設定,可以放置不同規格的膠箱。移動夾具的工作流程圖如圖2 所示。
產品裝箱工作流程主要是移動夾具配合從注塑機中取出產品的機械手工作。因為移動夾具的驅動是使用伺服系統來驅動,故可以完成復雜的裝箱功能。這個功能可以滿足目前仍大量使用的氣缸機械手的要求。產品裝箱的流程圖如圖3 所示。

2 硬件設計
根據設計要求,本設計選用國產的信捷PLC,型號為XC2-48T-E,它用晶體管輸出,NPN 型,28 個輸入點,20 個輸出點,其中含有兩組脈沖高達200 kHz 的輸出端口,兩組計數脈沖高達80 kHz 的輸入端口,其滿足本設計要求。PLC 的輸入輸出接線如圖4 所示。
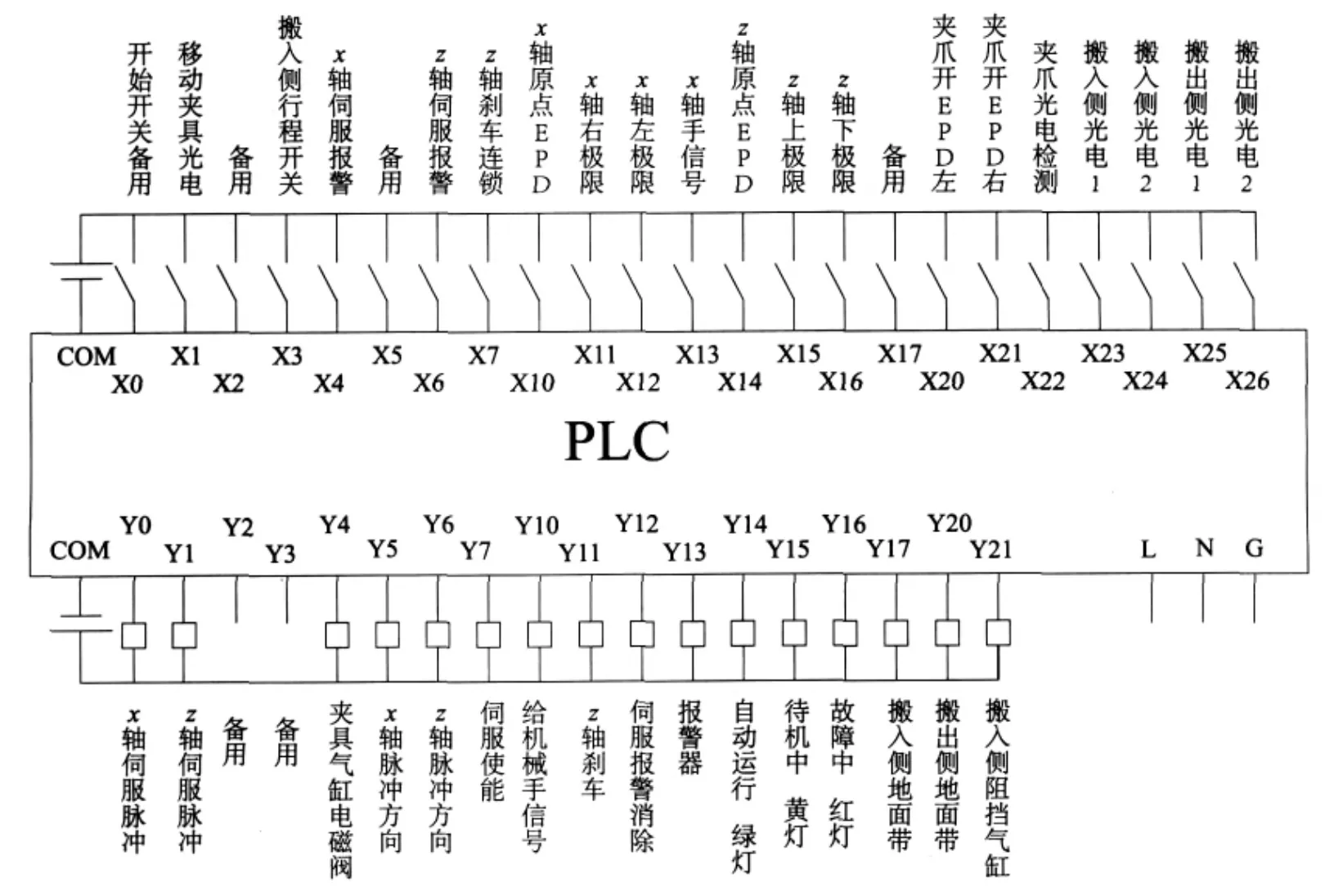
圖4 PLC 輸入輸出接線
伺服系統選用松下MINAS A5 系列,松下MINAS A5系列是新推出用于代替A4 系類,它相比于A4,具有更高的速度頻率,定位超調整時間更短,控制精度更高,可實現更高速的定位。伺服驅動器型號為MBDHT1510,電動機功率為400 W、高慣量、增量式編碼器的三相交流伺服電動機,型號為MHMD042G。其中垂直軸(z 軸)要特別注意,在突然斷電情況下,如沒有使用制動裝置即剎車裝置,因自重而下墜,損壞設備裝置。故垂直軸需要使用含有剎車裝置的伺服電動機。
本設計伺服控制模式選用位置控制模式,指令脈沖輸入處理采用脈沖列+符號。具體參數設置如:控制模式設定(參數代碼001)設為位置模式;指令脈沖輸入模式設定(參數代碼007),設為“脈沖數量+脈沖方向”方式。因本設計要求移動速度高和加減速度大,故要增加外部再生放電電阻,并同時需對再生放電電阻的選擇(參數代碼016)進行設定。又因為本系統中有垂直軸,為了防止突然斷電,故垂直軸需使用含有制動器的伺服電動機,為了使外設制動器解除輸出與電動機開始運行相一致,解除制動器的信號應使用伺服內部同步信號,對機械制動器參數(參數代碼437、438)也要設定。最要的是電子比的計算及設定,為了實現輸入的脈沖數與實際移動的值相一致,以便于系統測試調整,故需對此進行設定;電子齒輪比主要與減速比、帶輪直徑、分辨率、編碼器位數等有關,操作手冊上有詳細計算公式;通過選擇合適的分辨率,對電子比(參數代碼008、009、010)進行設定;若設定正確,當分辨率取0.01 mm,根據公式設定電子比后,PLC 輸出給伺服系統100 個脈沖,移動夾具則移動1 mm。伺服驅動器的接線如圖5 所示。

圖5 伺服系統接線
觸摸屏便于人機信息交換。使用觸摸屏后,在觸摸屏上設置軟按鈕,可以省去很多實物按鈕開關,并且可以直接在觸摸屏上進行操作,方便于數據輸入和查詢。
3 軟件設計
3.1 控制主流程圖
根據控制要求,建立多功能裝箱機的主控制流程圖(圖6)。
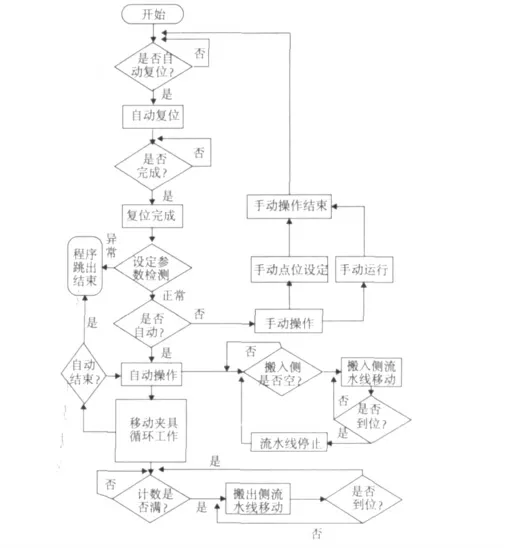
圖6 系統主控制流程圖
3.2 伺服脈沖程序設計
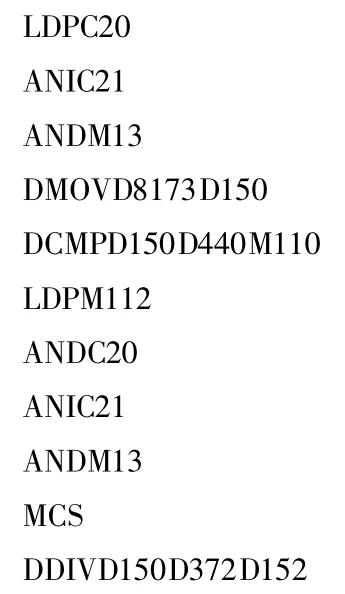
根據控制要求,需要使用有關于伺服輸出脈沖控制的指令,本設計應用的是‘相對位置多段脈沖控制’的32 位指令DPLSR。在使用脈沖輸出指令時,要特別注意,同樣的指令控制某個脈沖輸出端口,在整個程序中只能出現一次,也就說在脈沖輸出指令使用前面,要增加多層中間寄存器過渡。另外,在脈沖輸出指令執行完成后,要及時復位其執行條件寄存器,不然程序會出故障,造成系統不能正常工作。通常都是用PLC 系統的內部的脈沖輸出特殊寄存器來及時復位(本設計中是M8170 和M8173),具體相關程序的部分如下:


3.3 移動夾具原點回歸程序設計
因為使用的是增量式伺服電動機,故每次重新開機需對系統做原點回歸。移動夾具原點回歸如圖7 所示。

圖7 移動夾具原點回歸
3.4 移動夾具運行及其精確定位的程序設計
移動夾具移動程序是本設計的主要部分。移動夾具的控制流程圖見圖8。
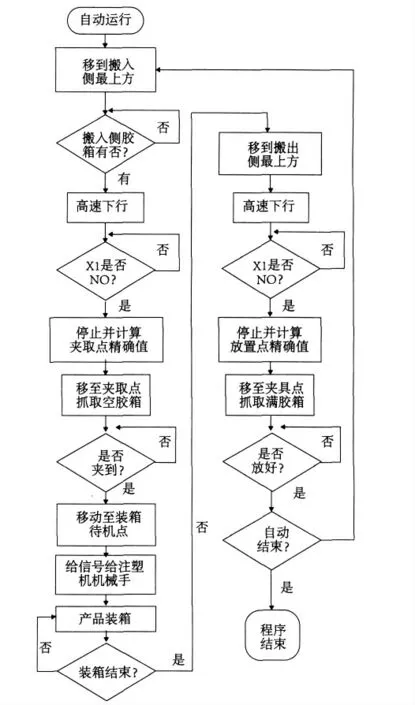
圖8 移動夾具控制流程圖
而移動夾具抓取點是否精確,是本設計的關鍵,它是充分利用伺服定位精確和PLC 數據處理能力強的優點。定位處理及計算的主要程序如下:
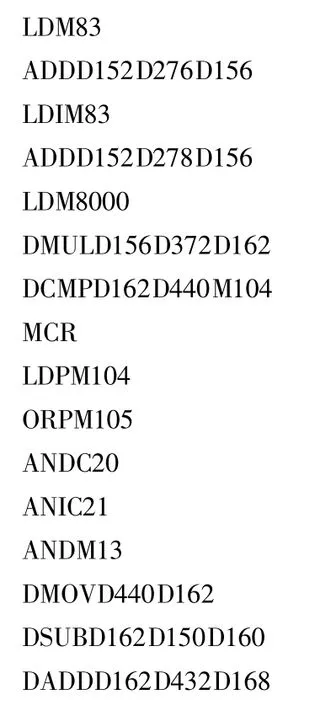
搬出側相對于搬入側,區別僅在于其商m 不需要加1,因為搬入側是取走檢測到的膠箱,而搬出側是放置在檢測到的膠箱上一層。
3 結語
本文介紹了PLC 結合伺服系統在多功能裝箱機中的設計和應用。充分利用PLC 強大的邏輯處理能力、伺服系統控制精度高、觸摸屏便于人機交流等優點,設計出夾取定位精度高的多功能裝箱機。經過生產中應用證明,硬件運行可靠,極大地提高了生產效率,顯著地提高產品合格率,取得了良好的效果,有較高的使用和推廣價值。
[1]史曉倫.多軸精密機械手關鍵技術研究[J].控制工程,2009,(1).
[2]黃惟一,胡生清.控制技術與系統[M].北京:機械工業出版社,2002.
[3]信捷PLC 編程手冊,信捷觸摸屏使用手冊,松下交流伺服馬達和驅動器使用說明書[S].
[4]郭建宇,馮剛.無閥電液伺服系統[J].輕工機械,2005,(04).
[5]王世紅,徐世許,張傳林.送料機長送料的伺服控制系統設計[J].機械制造與自動化,2010,(1).
[6]毛躍輝.基于PLC 控制的全自動剪板機系統設計[J].可編程控制器與工廠自動,2008(02).
[7]張傳林,許世堅,王世紅.伺服系統在自動攻絲生產線上的應用[J].電氣技術與自動化,2010,(01).
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04