燃氣輪機點火器滾壓工藝研究
2013-04-09 06:57:34康彥文
機械工程師 2013年4期
關鍵詞:裂紋
康彥文
(哈爾濱汽輪機廠有限責任公司,哈爾濱 150046)
1 引言
燃氣輪機的制造復合了多項高精尖技術,涉及了機械制造、熱能動力、表面處理、材料、特種加工等多學科、多領域的交叉。燃氣輪機產品和產業的技術水平,是這個國家制造業發展水平的標志。本文介紹的產品是燃氣輪機核心部件燃燒室中的點火器。點火器是燃燒室的關鍵零部件,點火器的好壞,直接關系到燃燒室能否點火燃燒。因此點火器的制造也是極其關鍵。
2 燃氣輪機點火器結構及滾壓中存在的問題
燃氣輪機點火器結構如圖1所示。

圖1
該點火器制造的主要難度在于件1與件5之間的滾壓。
(1)工件上部形狀比較特殊,采用什么設備、如何裝夾?
(2)件1和件5未滾壓前沒有固定,件1前后移動,不固定則無法滾壓。
(3)采用什么樣的滾壓工具,如何進行滾壓?
(4)滾壓會不會出現裂紋以及褶皺等?
3 確定加工方案
(1)工件的滾壓采用臥式車床,臥式車床裝夾工件時采用三爪夾盤,此工件無裝夾部位,因此特設計一個工裝(見圖2),既能起到裝夾作用,又能起到固定零件的作用。工裝由芯軸、法蘭、螺帽構成,芯軸穿過工件,起到定中心作用,法蘭通過螺帽壓緊工件,使工件在軸向、徑向不能移動,車床三爪夾盤夾住工裝芯軸,經過裝夾工裝裝夾后,工件被牢固固定在臥式車床上,件1與件5不能產生相對移動,為滾壓做了良好的準備。
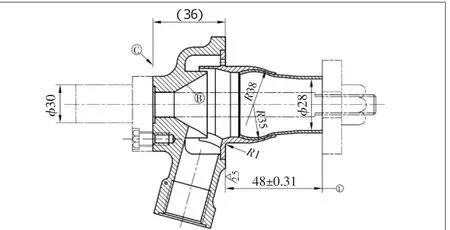
圖2 裝夾工裝
(2)針對碾壓工具進行專門設計(見圖3),碾壓工具重點在于滾壓頭的設計樣式。滾壓頭選用具有較高硬度的特殊材質制成。滾壓頭表面進行涂層,涂層光滑,做到不粘鐵屑等雜質,避免滾壓頭黏貼雜質在滾壓時壓入工件表面或使滾壓頭表面產生凸凹不平,從而影響表面質量。滾壓頭的頭部為球面,球面為R2.5,滾壓時滾壓頭與工件是線接觸,這樣滾壓時壓力才能夠連續、均勻,滾壓出來的效果才能理想。滾壓時把滾壓工裝裝夾到臥式車床的刀排上,使滾壓工具替代常規加工刀具,讓滾壓工具的滾輪與工件進行接觸滾壓,通過刀排及刀架的軸向、徑向移動進給,帶動滾壓工具進給。通過不同的進給方式進行幾次試驗,效果都不是很理想,試驗件均產生裂紋(見圖4),我們進行分析,認為滾壓參數及滾壓工具沒有問題,應該是工件自身材質對滾壓產生了影響。為此我們選擇其它材質進行試驗,試驗結果令人滿意。因此,我們對這種材質產生的裂紋進行深入分析,原因在于工件來料狀態是未熱處理狀態交貨,機械加工的應力以及材料本身的應力疊加在一起,滾壓時應力過大,產生裂紋不可難免。針對這一問題,我們又對試驗件進行回火熱處理,經過幾次熱處理試驗效果,最終將其溫度設定到1050℃。再經過滾壓,試驗件達到圖紙要求(見圖5),結果令人滿意。
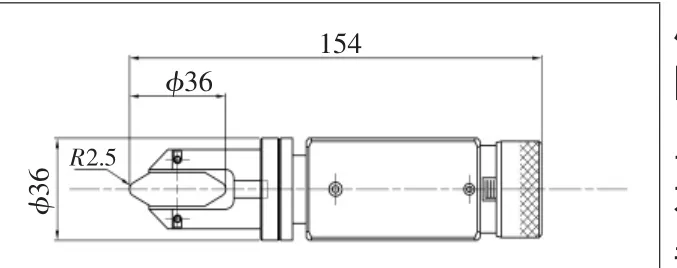
圖3 滾壓工具

圖4

圖5
4 結語
新型的滾壓方式與以前常規制造業所采用的方式不同,新型滾壓方式采用的滾壓裝置既能象車刀一樣選擇調節進給量、走刀速度,又能不進行余量去除,僅通過金屬塑性變形就能達到設計要求。這種新型滾壓方式不僅能大大地提高生產效率,還能控制常規生產加工過程中所不能控制的問題。由于滾壓工具能夠選擇進給量,就能有效地控制變形尺寸,這樣生產出來的產品表面厚度均勻,光滑度好,能更好地滿足設計要求。又由于設計的滾壓工具為持續進給,所以金屬各處尺寸變形量均勻一致,保證了產品質量,增加了企業效益。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
