P110鋼級光管產品研制開發*
2013-04-23 03:08:06王金海
山東冶金 2013年2期
王金海,尚 明
(山東壽光巨能特鋼有限公司,山東 壽光 262711)
1 前言
石油套管作為采油設備中不可缺少的管材,一直受到石油行業和鋼管生產企業的重視。特別像中石化和中石油這些石油行業的領軍企業,一直都采用供應商先評定、后采購的原則。山東壽光巨能特鋼有限公司是一家集燒結、煉鐵、煉鋼、軋鋼、鋼管于一體的特鋼企業,具有管坯和鋼管生產能力。巨能特鋼為中石油和中石化的一級供應商,但進入鋼管行業僅3 a時間,僅向兩家大型石油企業供應大量的低鋼級鋼管J55,而從未供應像進行調質處理附加值高的P110鋼級等鋼管。在國內市場上P110鋼級產品用量大,巨能特鋼決定開發P110鋼級光管。本著降低成本以及技術儲備的考慮,對P110鋼級采用25Mn2V進行工廠化試驗生產。
2 產品設計
2.1 設計目標
產品性能設計應符合API5CT要求[1]。為保證用戶車削需求,產品外形加嚴控制要求。外徑由API 5CT要求的-0.5%D~+1%D(D為管體名義外徑)加嚴至+0~+1%D;壁厚由API標準要求的管體壁厚公差為-12.5%t(t為管體名義壁厚),加嚴至±10%t。美國API標準中要求鋼管采用一種或多種方法檢測內、外表面縱向和橫向缺陷,P110驗收水平L4,巨能特鋼將驗收級別控制在L2水平。
2.2 成分設計
用戶要求成分按美國石油學會APISpec 5CT《套管和油管規范》執行。而美國出于技術保密考慮,在APISpec 5CT中僅規定了影響鋼管使用性能的有害元素P和S的含量,產品主要控制成分沒有涉及。P110鋼級產品的強度要求高,低溫性能要求也很高。因此巨能特鋼設計了25Mn2V這一鋼種進行調質生產P110鋼級鋼管。主要設計依據有:
1)C元素是鋼中最基本元素,同時也是提高產品強度的最廉價元素。對于P110鋼級來說,由于要求低溫沖擊性能,鋼中的C元素不宜過多,應控制在中低碳的范圍內。
2)對于Mn含量低于2.0%的中低碳鋼來說,隨Mn含量的增加,韌脆轉變溫度降低[2]。另外Mn含量較高時,有使鋼晶粒粗化的傾向,并增加鋼的回火脆性敏感度[3]。
3)V是強化鐵素體和γ相形成元素之一,它和C、N、O都有極強的親和力,與之形成相應的極為穩定的化合物,在低合金含量的鋼中有著細化晶粒、增加鋼的強度的作用[4]。基于成本的考慮,V元素控制范圍較窄,波動控制在0.06%(絕對量)以內。
2.3 冶煉工藝設計
主成分控制:主成分不僅影響產品性能,同時也影響著熱處理工藝的穩定性,為此嚴格控制澆次前后爐的主成分偏差。C成分偏差在0.02%以內,合金元素偏差在0.05%以內。
夾雜物控制:APISpec 5CT標準中雖然對夾雜物沒有明確要求,但通過水壓試驗和探傷兩種手段控制鋼中的夾雜物。因此冶煉工藝設計過程中要考慮鋼的純凈度問題。
低倍質量控制:設計符合該鋼種特性的配水參數,同時采用電磁攪拌技術破壞柱狀晶,防止產生枝晶偏析。
根據上述控制要求,冶煉時采用經預處理的高質量鐵水,通過頂底復吹工藝,降低其中的P含量,保證出鋼P≤0.012%;另外出鋼過程中嚴格控制主要化學元素C、Mn和Si的加入量,按照C 0.21%、Mn 1.45%、Si0.25%進行成分配比。
70 t LF爐精煉過程中采用白渣工藝,保證鋼水的還原性,降低鋼水中的S和O含量,從而降低鋼水中的氧化物夾雜和硫化物夾雜;同時配合吹氬工藝,促進鋼水中的夾雜物上浮;使用硅鈣鋇鋁脫氧和在線喂絲技術,采用Al+CaSi復合脫氧工藝,保證夾雜物控制在設計目標范圍內。另外,為保證澆鑄溫度穩定,嚴格控制精煉出鋼溫度在1650~1680℃。
連鑄過程中采用合適的保護渣進行保護澆鑄,防止鋼水二次氧化;采用擋渣墻使整個中間包的溫度場均勻,同時保證夾雜物有充足的上浮時間,進一步降低鋼中的夾雜物。另外設計合適的配水工藝,1至4段二冷段分別采用50%、25%、15%和10%的配水比例進行澆鑄。
2.4 軋制工藝設計
為保證用戶的切削需求,加嚴了外形尺寸的控制要求,另外產品還需要進行熱處理,會有一定的燒損,為此軋制工藝設計時按照尺寸中上限控制。為降低軋制阻力,同時減少熱應力,坯料加熱溫度逐步提高,均熱段溫度控制在1260~1280℃。為保證產品外形尺寸,嚴格執行各工序軋制變形工藝要求。另外為了消除因非工藝設計因素導致產品外形尺寸不合,要求生產操作人員每30min從生產線上取樣進行檢測。
2.5 熱處理工藝設計
對于P110鋼級產品,巨能特鋼沒有進行過熱處理生產。為摸清該鋼種熱處理的規律,利用試制的熱軋光管進行了一組實驗室熱處理工藝試驗。淬火溫度分別為850、870和890℃,淬火時間分別為20和30min;回火溫度分別為540和560℃,回火時間均為40min。試驗結果見表1。
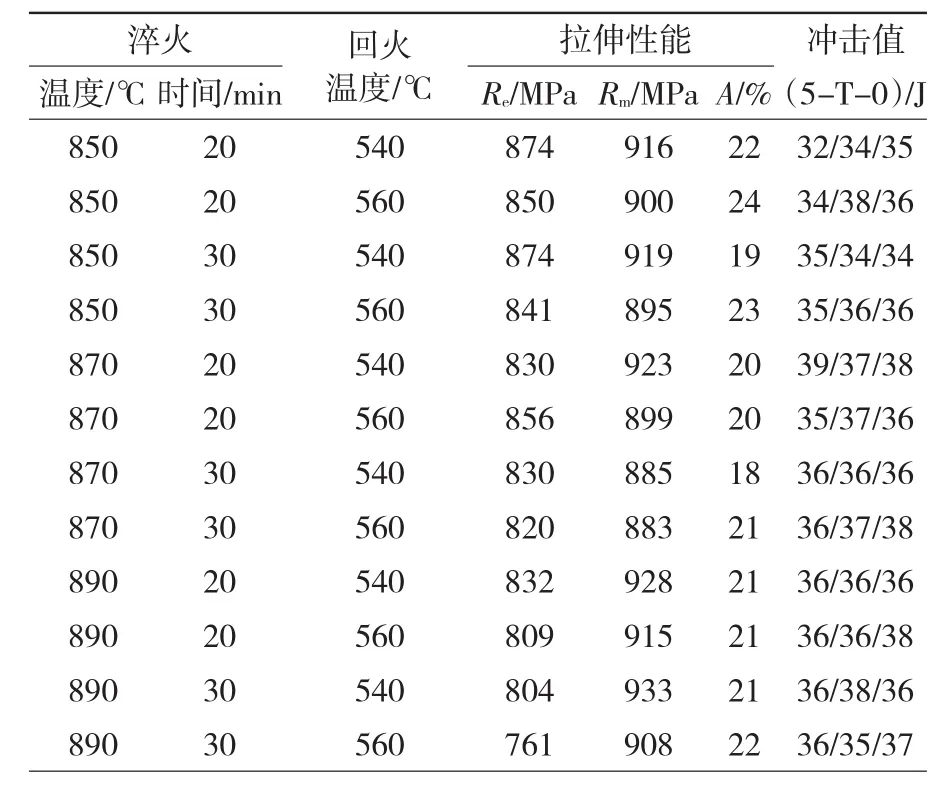
表1 實驗室試驗結果
根據實驗室試驗結果,同時考慮熱處理后產品性能的穩定性,制定熱處理工藝:加熱段溫度(860±10)℃,保溫段溫度(880±10)℃;回火均熱、保溫段溫度(570±10)℃。另外,為了降低因熱處理造成的管體彎曲,采用31.3°的輥轉角進行矯直。
3 產品試制
試制工藝路線:BOF冶煉→LF精煉+VD→連鑄→蓄熱式環形爐加熱→Φ273錐形輥穿孔→Φ273狄塞爾軋管→(再加熱爐)→微張力三輥定徑→步進式冷床冷卻→六輥矯直→吸灰→鋸切→漏磁探傷→檢查→淬火爐加熱→淬火機淬火→回火→定徑→熱矯→冷卻→檢查(取樣)→冷矯→吸灰→涂色標→超聲波探傷→水壓試驗→通徑檢查→涂色環→測長、稱重→壓印→噴印→涂漆→包裝→入庫。
3.1 產品質量控制情況
1)主要化學成分:為保證產品的熱處理穩定以及產品的最終性能,嚴格控制25Mn2V各元素的范圍,具體控制情況見表2。

表2 試制產品的化學成分 %
2)夾雜物:夾雜物控制情況見表3。

表3 夾雜物控制情況 級
3)低倍質量:連鑄坯低倍中心疏松控制在2級以內,沒有其他缺陷。
4)外形尺寸和壁厚:控制情況見表4。

表4 外形尺寸和壁厚控制情況mm
5)性能:產品性能指標不是很理想,調質熱處理共19個批次(含重新調質1批),其中有兩個批次初驗抗拉強度(845MPa、859MPa)低于標準下限(862MPa)。這兩批的C含量均為0.23%。有1批C含量為0.22%的抗拉強度為871MPa,緊靠下限,其他批次抗拉強度合格,但富裕量不大。
6)無損檢測:熱處理后成品采用L2級超探,探傷質量水平為API 5CT標準中最高等級,探傷設備為相控陣超探,靈敏度很高。探傷過程中出現較多的鋼管內表面報警。經解剖后用手持式超聲波探傷儀定位,發現報警原因是內麻面伴有內皺紋,而不是裂紋,這種細小“缺欠”通常是允許存在的,不是缺陷,漏磁探傷正常。
3.2 工藝改進
針對上述問題對產品的設計進行修改:1)優化用于生產P110鋼級鋼管的25Mn2V管坯化學成分,將C含量控制在0.23%~0.26%。2)為減少內皺紋缺陷,改進熱軋芯棒潤滑的噴涂系統,解決噴涂不均勻、運行不穩定的問題,并采用較高質量的石墨潤滑劑;同時,改用Φ180mm圓管坯,通過減少荒管定徑量來減輕或防止內皺紋。3)熱處理工藝的回火溫度降低10℃。
改進前后的軋制變形工藝要求見表5。
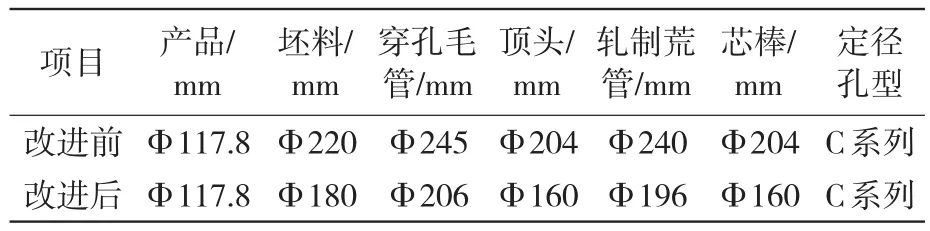
表5 改進前后熱軋鋼管變形工藝
3.3 工藝改進后產品質量控制情況
根據改進要求,在第2次試制過程中嚴格控制C含量。經檢驗,C含量滿足改進控制要求,其中0.23%、0.24%各1爐,0.25%2爐,0.26%2爐;其他元素控制范圍和前一批試制情況基本一致。產品性能初驗合格率達到100%,全部經過超聲波探傷L2合格,幾何尺寸、外表質量良好。力學性能統計如表6所示。此次生產熱處理工藝和化學成分進行了微調,平均屈服強度提高到了903.8MPa,較改進前提高了60MPa,性能處于標準規定的中上水平,達到了工藝調整的目標。
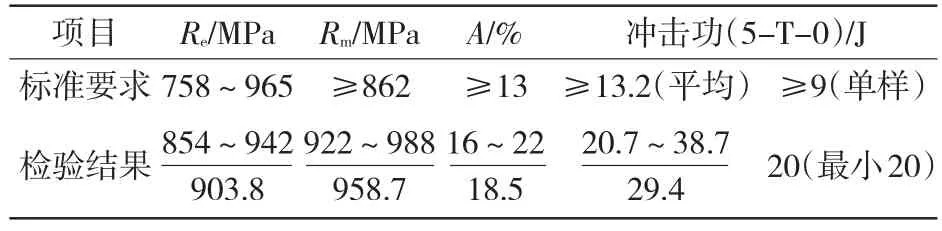
表6 試制產品的力學性能
4 結語
采用25Mn2V生產的兩批P110鋼管都比較成功。特別是經過成分、軋制工藝參數及熱處理工藝微調后,各項技術性能完全達到API 5CT和技術協議對P110鋼級的要求,性能合格率100%,且強度指標有較大富裕量。從第2批檢驗結果看,全部16批32個試樣的力學性能,除1個試樣稍低外,基本達到Q125鋼級的性能水平,這就為開發Q125鋼級套管打下了基礎,積累了經驗。該項目于2012年12月通過了山東省經信委技術創新項目鑒定驗收,評價為國內領先水平。目前,巨能特鋼開發的材質為25Mn2V的P110級石油套管已納入正常生產供貨。
[1] 美國石油學會.API5CT套管和油管規范[S].9版.華盛頓:美國石油學會,2011:108.
[2] 項程云.合金結構鋼[M].北京:冶金工業出版社,2002:106.
[3] 孫珍寶,朱譜藩,林慧國,等.合金鋼手冊(上冊)[M].北京:冶金工業出版社,1984:50.
[4] 孫珍寶,朱譜藩,林慧國,等.合金鋼手冊(上冊)[M].北京:冶金工業出版社,1984:89.
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46