Z4機座加工工藝問題探討
2013-04-29 23:44:04韓星
中華建設科技 2013年8期
關鍵詞:工藝
韓星
【摘要】對Z4電機機座加工工藝的改進,工裝的設計。
【關鍵詞】機座;工藝;胎具
Z4直流電機機座的加工質量,對保證電機整機裝配質量、提高電機運行性能和使用壽命等具有重要影響。本文以Z4-250-1機座為例,介紹其加工工藝與過程。機座長度為494.5mrn,兩端止口尺寸480 H8(+0.097 -0)mm,兩端止口對磁軛片主極槽口位置中心線基準A的跳動公差為0. 012mrn,兩端面對基準A的跳動公差為0.05 mm。
1. 原機座加工工藝
(1)在立車上用4爪裝夾機座毛坯N端外側面,用刀尖校準K端磁軛片主極槽口位置中心線以及用直尺校機座垂直度,粗車K端止口及端面,鉆端面孔;再掉頭將K端止日固定在機座粗車夾具上,粗、精車N端止口,鉆N端端面孔;最后掉頭將N端固定在機座粗車夾具上,精車K端止口及端面,鉆孔,檢驗。
(2)由于Z4直流電機機座磁軛片為四片拼接式結構,機座疊壓時受磁軛片同板差、沖片毛刺大小和方向、人工疊片的整齊度及磁軛片壓裝工具模芯尺寸精度等因素影響,其磁軛片主極和換向極槽口位置為一不平整表面;加工機座止口及端面時以此端部毛面作定位基準,加工出的機座成品率只有70%,不能滿足公司的質量指標。此外,機座通過3次裝夾加工,兩端止口中心線與主極、換向極裝配時實際工作面中心線的同心度不一致,易造成裝配死機,而且加工時間長,效率低,工裝較多。
2. 現機座加工工藝
(1)通過分析原加工過程可以看出,由于加工機座止口及端面時是以其磁軛片主極和換向極槽口位置作定位基準,而磁軛片主主極和換向極槽口表面為一不平整平面,不能真實反映實際裝配情況。為此,改變原有的加工校中心方式,設計出具有通用性的校中結構,可徹底扭轉被動局面,滿足生產需求,同時達到減少模具數量和提高機座加工效率的目的。
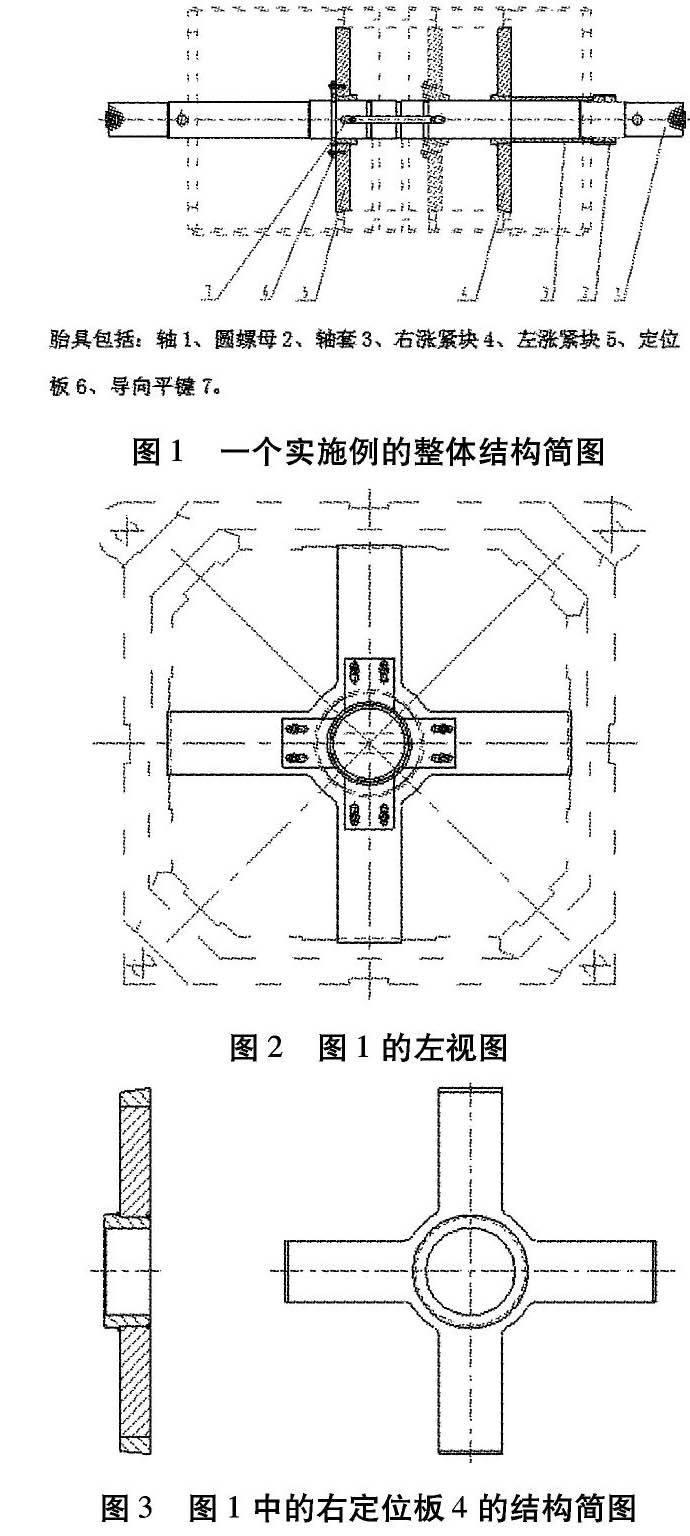
(2)我們制定的方案是:設計機座臥式一刀車加工胎具,胎具包括軸、圓螺母、軸套、右漲緊塊、左漲緊塊、定位板、導向平鍵。特別之處是:胎具與機座一次裝夾,整體吊裝到車床上用車床頂尖定位四爪夾緊即可完成機座止口及端面的加工。所說的軸上沿導向鍵排列有多個定位槽,一套胎具可以滿足同一中心高多種規格鐵心長度機座加工的要求,減少工裝投入;同時在軸兩端軸頭處加工有供胎具旋轉的工藝孔可以滿足胎具旋轉裝入以適應機座中間大兩端小的安裝要求;所說的左、右漲緊塊四個臂上均安裝有斜度為6°的漲緊板,使胎具漲緊可靠。
(3)該胎具的裝配步驟是:先將左漲緊塊5沿導向鍵7裝在軸1對應規格的軸臺處,用定位板6定位后,用行車及專用吊具將其沿機座長殼體端穿入機座內。穿入時左漲緊塊5的四個臂沿機座對角線方向穿入,穿入后軸1及定位板6整體沿機座軸向旋轉45°后使左漲緊塊5的四個臂裝入機座鐵心四個主極槽口處定位。再將右漲緊塊4沿短殼體端穿入機座內。穿入時右漲緊塊4的四個臂沿機座對角線方向穿入,穿入后右漲緊塊4沿軸中心線方向旋轉45°后使右漲緊塊4的四個臂裝入機座鐵心四個主極槽口處定位。最后裝入對應軸套3及圓螺母2用
鉤頭扳手擰緊圓螺母2使整個胎具和機座夾緊連成一體。整體吊裝到臥式車床上用車床頂尖定位卡盤四爪夾緊即可進行機座端面及止口的加工。
(4)目前,這一工藝已在H100~710直流電機機座的全部型號上進行了推廣,車胎已全部試制成功。不但滿足了產品精度的要求,而且還滿足大批量生產的要求,產生了巨大而明顯的效益。節省了劃線工時、返修工時費用,縮短了電機交貨周期,提高了電機質量,使我廠直流電機產品質量上了一個臺階,在市場競爭中多了一份取勝的把握。同時也使我們工藝人員從中得到了鍛煉提高,獲得了許多加工直流機座的經驗,也使我們深切的意識到,只要以企業發展為己任,以產品質量為生命,勤于深入生產實際,敢于技術創新,勇于應用新技術,不斷的開拓奮進,就能為企業的騰飛盡自己的一份微薄之力。
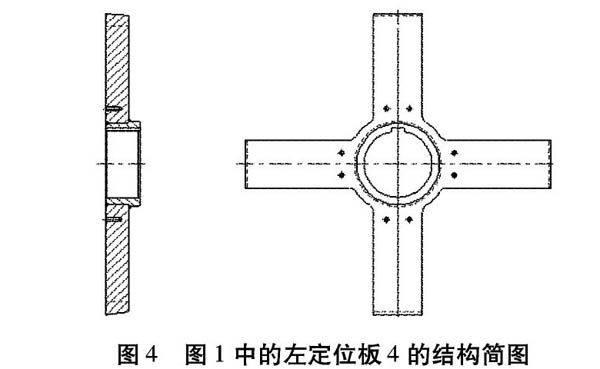
(5)附圖說明。圖1是一個實施例的整體結構簡圖。圖2是圖1的左視圖。圖3是圖1中的右定位板4的結構簡圖。圖4是圖1中的左定位板4的結構簡圖。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
