中厚板軋機厚度自動控制系統研究及應用
2013-05-16 06:08:34梁玉超
天津冶金 2013年2期
關鍵詞:系統
梁玉超,王 喆
(山鋼集團濟鋼股份有限公司,濟南 250101)
中厚板軋機厚度自動控制系統研究及應用
梁玉超,王 喆
(山鋼集團濟鋼股份有限公司,濟南 250101)
某中厚板廠精軋機在調試后出現厚度自動控制不穩定的問題,主要表現在設定厚度與實際厚度差別較大、同板厚度差較大等。針對精軋機厚度控制不穩定的問題,通過優化L 1控制程序的咬鋼沖擊補償系數、EGC漂移補償系數以及主平衡壓力波動等,達到了精軋機高精度厚度自動控制和提高成材率的目的。
精軋機;厚度;系統;厚度補償
1 引言
某中厚板廠3 500mm軋機改造工程于2011年2月完成并投產,雙機架L 2系統一并升級改造。在投產初期,精軋機厚度控制不穩定,存在同板差大、設定厚度與實際厚度偏差較大等問題。經過現場認證、分析,修改了部分控制程序,解決了精軋機厚度控制不穩定問題,實現了精軋機厚度高精度自動控制。
2 壓下系統設備概述
某中厚板3500mm精軋機是可逆四輥軋機,軋輥長度3500mm,最大軋制鋼板寬度3300mm。使用了電動壓下螺絲(EGC)和壓頭下置安裝、液壓缸(HGC)上置安裝的方式。HGC使用了索尼公司的磁尺傳感器,安裝在液壓缸外部。HGC位移傳感器不但精度高,而且響應速度也非常快,完全適應軋機系統的快速性和高精度性的要求。
在執行機構方面,EGC使用德國生產的異步變頻電機,HGC使用摩根生產的液壓缸和Rexroth生產的大流量伺服閥。鋼板軋制完成后,精軋機根據γ射線測厚儀的鋼板厚度測量結果,利用反饋計算功能使用軋機Z P C功能調節鋼板異板差,達到鋼板實際厚度接近設定厚度。
3 影響厚度控制精度的因素[1]
3.1 過程自動化(L2)EGC和HGC位置控制點設定
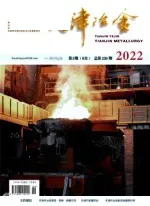
軋機L 2采用7點厚度控制模型,根據預計算軋制表向L1下發HGC工作點,一級自動化系統根據這些信息開始計算HGC的給定位置和EGC的給定位置,如公式(1)和公式(2)所示,L1系統分別控制伺服閥和壓下電機完成輥縫設定。
L 1系統在接收到二級的輥縫和軋制線設定值以后,計算出二級給定HGC的給定位置和EGC位置給定值。HGC需要考慮傾斜值、EGC的漂移補償、HGC的油柱壓縮補償系數、AGC系統計算的位置補償等。
整個給定位置的產生是一個動態過程,尤其咬鋼以后,厚度自動控制系統(AGC)的補償值是附加到HGC里面,依靠HGC完成輥縫微調的。這是因為EGC的行程大,控制精度和響應速度比液壓控制的HGC低很多,所以EGC只用來粗調輥縫,HGC微調輥縫,而咬鋼以后主要是依靠AGC實現了輥縫的高精度控制。
3.2 油膜厚度
精軋機支承輥軸承采用油膜軸承,必須考慮油膜厚度的變化對彈跳方程的影響。隨著軋制速度和軋制力的變化,軸承油膜厚度會產生一定的變化,所以在自動軋制過程中要對油膜厚度進行補償[2]。
3.3 咬鋼沖擊
在軋機咬鋼以后,由于沖擊軋制力的存在,導致HGC液壓油瞬間被壓縮,輥縫發生變化影響鋼板頭部厚度。這就需要附加給HGC一個油柱壓縮補償值,其效果就是在咬鋼之前輥縫稍微調小,以抵消鋼板頭部受沖擊導致頭部厚度異常的現象[3]。
3.4 EGC漂移
由于壓下螺絲存在機械間隙,在軋機咬鋼負載以后,EGC的位置會因為軋制力的反作用力產生漂移,為了保證軋出鋼板的厚度,抵消EGC漂移的影響,需要使用HGC來補償這個差值。
3.5 主平衡壓力波動大
軋機的主平衡壓力是整個軋機軋制力計算的一個關鍵因素,如果主平衡壓力設置不合適,還會影響到上輥系的穩定,導致EGC動作異常,輥縫偏差增大。
4 厚度控制改進措施
通過現場分析,結合PDA數據,得出L2位置控制點和油膜厚度模型都比較完善,厚度不穩定主要與主平衡壓力波動以及壓下系統沖擊補償系數有關。
控制平衡、AGC等液壓站油溫和黏度,以減少油壓補償因素對厚度控制精度的影響。
修改HGC沖擊補償系數和EGC漂移補償系數,以控制鋼板厚度同板差。隨著EGC機械設備的不斷磨損,每次咬鋼沖擊導致的EGC漂移會越來越大。通過EGC漂移補償,不但能提高壓下系統的精度,還能降低對機械設備精度的要求,延長設備的使用壽命。
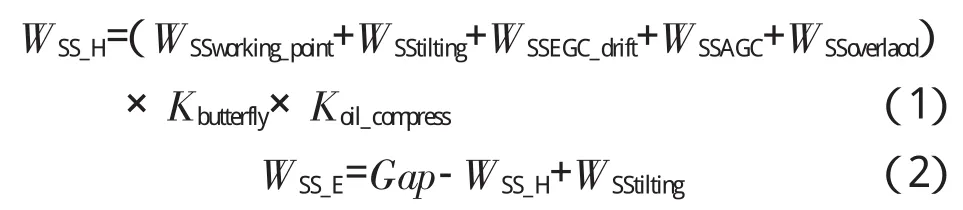
通過調整平衡液壓站控制參數,更換性能優良的伺服閥,將主平衡壓力波動范圍控制在1 MPa以內。針對現場設備維修更換導致整個上輥系重量變化的情況,調整了新的主平衡壓力到合適的設定值上。主平衡壓力參數調整前后變化如圖1、圖2所示。
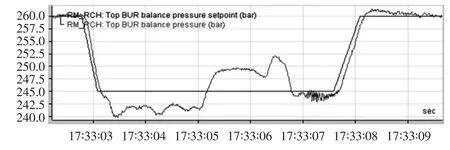
圖1 主平衡壓力參數調整前
圖2 主平衡壓力參數調整后
5 取得效果
為進一步驗證控制系統修改取得的效果,對軋制25mmQ345D的厚度控制進行監控,設定厚度24.65mm,記錄25張鋼板測厚儀測量厚度,如圖3所示。

圖3 25mmQ345D測量厚度
由圖3可以看出,精軋機的設定厚度和目標厚度相差在0.1mm以內,達到了設計要求。經現場測量同一張鋼板的不同區域厚度,厚度同板差控制在0.3mm以內。
通過實現精軋機高精度厚度控制,顯著地降低軋制尺寸改判,成材率提高到9 2%以上。
[1]崔鳳平,孫瑋,劉彥春.中厚板生產與質量控制[M].北京:化學工業出版社,2008:318.
[2]劉相華,胡賢磊,杜林秀.軋制參數計算模型及其應用[M].北京:化學工業出版社,2007:123.
[3] 胡賢磊.中厚板頭尾厚度超差原因分析[J].鋼鐵,2007,42(4):51.
Study and Application on and to Automatic Gauge Control System of Heavy and Medium Plate Mill
LIANG Yu-chao and WANG Zhe
(Shanggang Group Jigang Holding Company Limited,Jinan 250101,China)
The automatic gauge control system worked unstably after the commissioning of finishing mill of Certain Heavy and Medium Plate Mill,with main problems of big difference between preset and actual gauges and big intra-plate gauge deviation.In order to address the problems,Level 1 control program was optimized on biting steel impact compensation coefficient,EGC drift compensation coefficient and main balance pressure fluctuation.As a result,the goal of achieving precisely automatic gauge control at finishing mill and increasing rolling yield was accomplished.
finishing mill;thickness;system;thickness compensation
2013-01-05
2013-01-2 5
梁玉超(1983—),男,安徽臨泉人,主要從事軋鋼工藝方面的研究工作,E-mail:ahutlyc@126.com。
(編輯 潘娜)
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32