模具矩形腔銑削宏程序的開發及應用*
2013-06-09 12:34:02黃繼戰
機械研究與應用 2013年5期
黃繼戰,楊 耐
(江蘇建筑職業技術學院,江蘇徐州 221008)
模具矩形腔銑削宏程序的開發及應用*
黃繼戰,楊 耐
(江蘇建筑職業技術學院,江蘇徐州 221008)
針對模具生產中大量加工矩形腔因規格、位置不同而重復編程的問題,設計了矩形腔粗銑和精銑宏程序,給出了應用實例。實踐表明,該宏程序僅需改變矩形腔參數,即可用于加工任意的矩形腔,省去了編程和程序調試時間,這對類似規則結構的編程具有借鑒意義。
模具;矩形腔;宏程序;變量
1 引言
型腔類零件在模具、飛機零件加工中應用普遍,有人甚至認為80%以上的機械加工可歸結為型腔加工[1]。型腔形狀可以是規則的矩形、圓柱形,也可以是錐形、球形等其他形狀,其中矩形腔在模具加工中最為常見。模具實際生產中,因加工不同規格、位置的矩形腔而重復編制、調試數控加工程序,致使耗時低效。因此,模具矩形腔宏程序的開發及應用具有重要的意義。
2 矩形腔的加工工藝
型腔的加工包括型腔區域的加工(粗加工)和輪廓(包括邊界與島嶼輪廓)的加工[1]。因此,模具矩形腔的切削一般分兩步,第一步粗加工,第二步切輪廓,為保護下刀,粗加工前在XY平面下刀點處鉆削工藝孔。基于上述工藝過程設計如下:①工藝孔加工;②矩形腔粗加工;③矩形腔底面精加工;④矩形腔內輪廓精加工。
刀具選擇平底立銑刀,粗加工采用刀位點編程,走刀路線確定如下:Z軸方向采用分層加工,XY平面內每層走刀路線如圖1所示,從矩形腔中心下刀,回字形環切本層加工余量。底面精加工可采用粗加工程序,只需重設參數即可。內輪廓精加工采用刀具半徑補償進行編程,走刀路線設計如下:Z軸方向采用分層加工,XY平面每層從Y坐標為矩形寬度的一半減去刀具半徑、精加工余量與讓刀距離之和,X坐標為0下刀,刀具G01方式建立左刀補,圓弧切入,走矩形輪廓,圓弧切出,G01方式取消刀補,返回至下刀點。
3 矩形腔宏程序的設計[2-5]
3.1 矩形腔宏程序的設計
建立矩形腔宏程序銑削加工模型如圖1所示,編程坐標系XY軸原點在矩形腔中心O點,Z軸原點在矩形腔頂面。定義矩形腔參數變量如下:#1表示長度,#2表示寬度,#3表示刀具直徑,#6表示步距,#17表示深度層切距,#26表示腔深坐標值(腔深絕對值與層切距須為整數倍關系)。

圖1 矩形腔銑削加工模型圖
為便于基點計算和編程,對于矩形腔中心不在編程坐標系原點的任意位置矩形腔,可用G52指令在矩形腔中心建立局部坐標系,用G68指令旋轉坐標系,使得X、Y軸與矩形腔對稱線重合,如此即可按圖1加工模型編程。
由矩形腔加工工藝可知,矩形腔粗加工需要Z軸方向分層加工循環和XY平面內回字形環切循環二級嵌套才能實現,設計的流程圖如2(a)所示。難點如下:①每層環切循環2的循環圈數n計算;②每圈X、Y軸方向上刀具移動的目標值,它也是每圈刀位點矩形走刀路線長、寬的一半。

圖2 矩形腔宏程序流程圖
圈數n應以矩形腔長和寬長度較短的為準計算,文中一律假定矩形腔長度大于或等于寬度,因此,此處圈數n以寬度Y軸方向為準計算。計算如下:設步距為#6,刀具直徑為#3?刀位點X軸最大移動距離為#7=#1-#3,Y軸最大移動距離為#8=#2-#3?單向走刀次數#19=FUP(#8/#6)?環切循環圈數#10= FUP(#19/2)。
每圈X、Y軸方向上刀具移動的目標值計算如下:當#10=n>0時,刀位點矩形走刀路線長度的一半#11=#7/2-[#10-1]*#6,矩形走刀路線寬度的一半#12=#8/2-[#10-1]*#6,如此循環,當#10=1時,最后一圈矩形走刀路線的長度的一半為#11=#7/2,寬度的一半為#12=#8/2,據此便可確定每圈矩形走刀路線的基點坐標。
由矩形腔加工工藝可知,內輪廓精加工僅需Z軸深度分層加工循環即可實現,設計流程圖如圖2 (b)所示。
3.2 矩形腔宏程序源代碼
由上述的加工工藝分析和程序流程圖,根據FANUC0i-MC系統編程指令即可編制矩形腔程序源代碼。為便于矩形腔粗、精銑宏程序編寫和運用,變量和參數見表1所列。
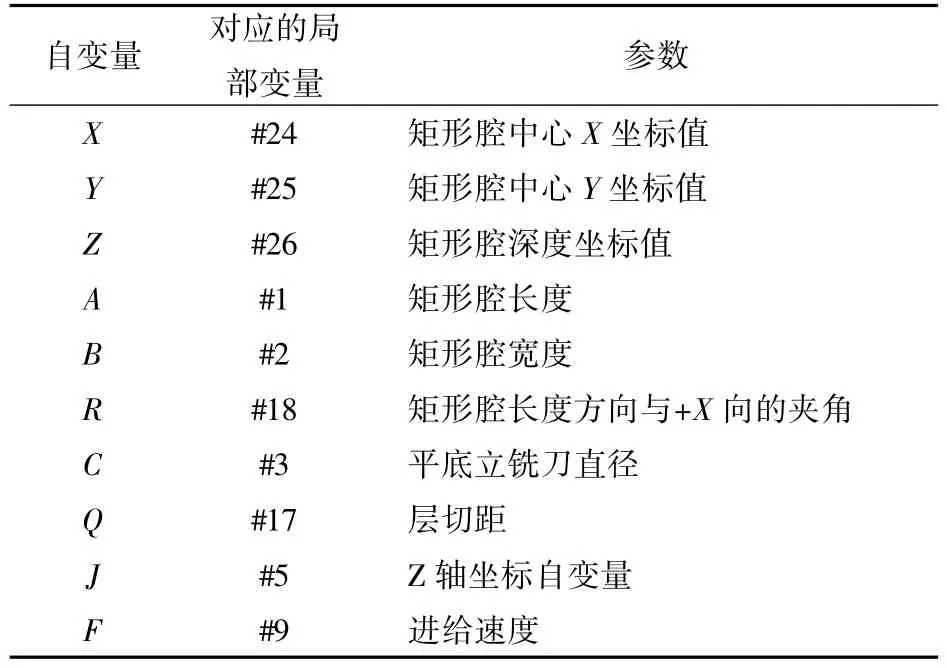
表1 矩形腔粗和精銑宏程序變量和參數


4 加工實例
4.1 加工工件分析
某模具矩形腔工件及編程坐標系如圖3所示,工材45#。由圖知,矩形腔長度220 mm,寬度160 mm,深度52 mm,中心坐標(0,0),長度方向與+X軸的夾角0,刀具直徑選為16 mm,側壁余量單邊取0.5 mm,底面余量取0.4 mm,據腔深與層切距須為整數倍關系,層切距粗銑取為4.3 mm,底面精銑取為52 mm,內輪廓精銑取為14 mm。
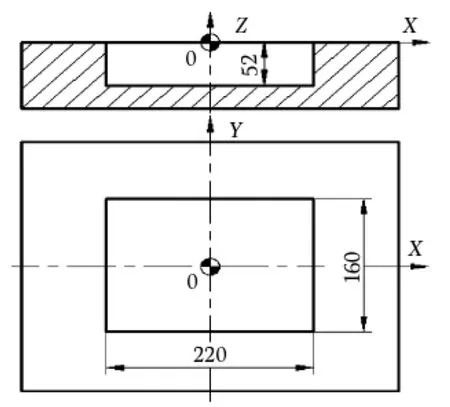
圖3 某模具矩形腔簡圖
4.2 矩形腔宏程序的運用
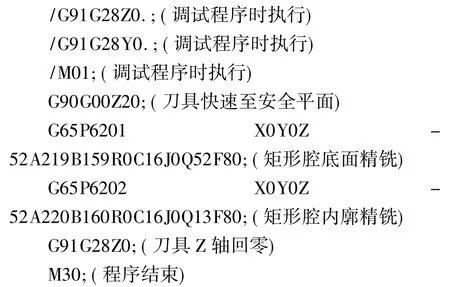
主程序使用G65指令引數賦值調用設計的宏程序,即可實現矩形腔粗、精加工。
由工件分析,粗銑引數賦值為 X0Y0Z-51.6A219B159R0C16J0Q4.3F120;底面精銑引數賦值為X0Y0Z-51.6 A219B159R0C16J0Q52F80;內廓精銑引數賦值為X0Y0Z-52A220B160R0C16J0Q13F80。編制模具矩形腔主程序如O6101所示,通過修改主程序矩形腔參數的引數賦值,即可用于任意模具矩形腔的加工。

5 結語
該矩形腔宏程序能用于加工不同規格、位置的模具矩形腔,僅需改變主程序引數賦值即可,具有柔性和通用性,解決了模具矩形腔加工重復編程的問題,提高了效率。這對類似規則結構的銑削加工編程也有借鑒意義。
[1] 陳洪濤.數控加工工藝與編程[M].北京:高等教育出版社,2003.
[2] 陳海舟.數控銑削加工宏程序及應用[M].北京:機械工業出版社,2006.
[3] 王海葉,石教慧,彭中年.基于宏程序的曲面數控銑床加工及編程應用研究[J].機械研究與應用,2009(3):95-96.
[4] 周維泉.用牛鼻子刀螺旋銑內錐面的通用宏程序[J].制造技術與機床,2009(5):114-116.
[5] 謝海東.典型復雜型面模件高效數控加工策略[J].機械,2012 (7):40-41.
Development and Application of Macro-Programs for Mold Rectangular Cavity Milling
HUANG Ji-zhan,YANG Nai
(Jiangsu Institute of Architecture,Xuzhou Jiangsu 221008,China)
According to the repeat programming problem due to the different sizes and positions of the rectangular cavity,the rough milling and the finish milling macro-programs are designed for rectangular cavity.An application example is given here.Practice shows that the programs can be used for rectangular cavity milling of different specifications,different position only by changing parameters.The programs achieve in eliminating time for programming and debugging and have a reference for similar structure programming.
mold;rectangular cavity;macro-program;variable
TH162
A
1007-4414(2013)05-0180-03
2013-08-14
2012年江蘇省大學生實踐創新項目(90250886512056)
黃繼戰(1975-),男,江蘇徐州人,講師,碩士,主要從事數控加工技術、模具CAD/CAM/CAE方面的研究工作。
