活塞式壓縮機氣缸體磨損的修復
2013-06-13 03:45:40薛福連
鑿巖機械氣動工具 2013年1期
薛福連
(沈陽市遼中縣化工總廠,遼寧 遼中 110200)
我廠化工生產裝置的空壓機和壓縮機經過多年的連續運行,其氣缸體有的已嚴重磨損,不能繼續使用。為此,自2003年以來化工一廠對Z-GB80I-12-01(臨)壓縮機Ⅰ、Ⅱ級氣缸體進行修復。該缸體長700mm,內徑φ435+0.05mm,表面粗糙度Ra0.8μm。在沒有大型鏜缸衍磨設備的情況下,自制衍磨工具,擴大T68鏜床加工范圍,修復了壓縮機氣缸體。
1 衍磨工具結構原理
該衍磨工具由固定套、虎頭刀桿、油石座、彈簧、油石條和螺釘等組成,如圖1所示。固定套裝在平旋盤小拖板上,虎頭刀桿裝在固定套里,油石座裝在虎頭刀桿上,用螺栓固定,油石條裝在油石座內,下面有3個彈簧支承油石條。磨削時搖動小拖板手柄,便可以調節衍磨頭的徑向進給。平旋盤帶動衍磨頭旋轉,并和工作臺進給運動相配合,以此對工件進行磨削加工。
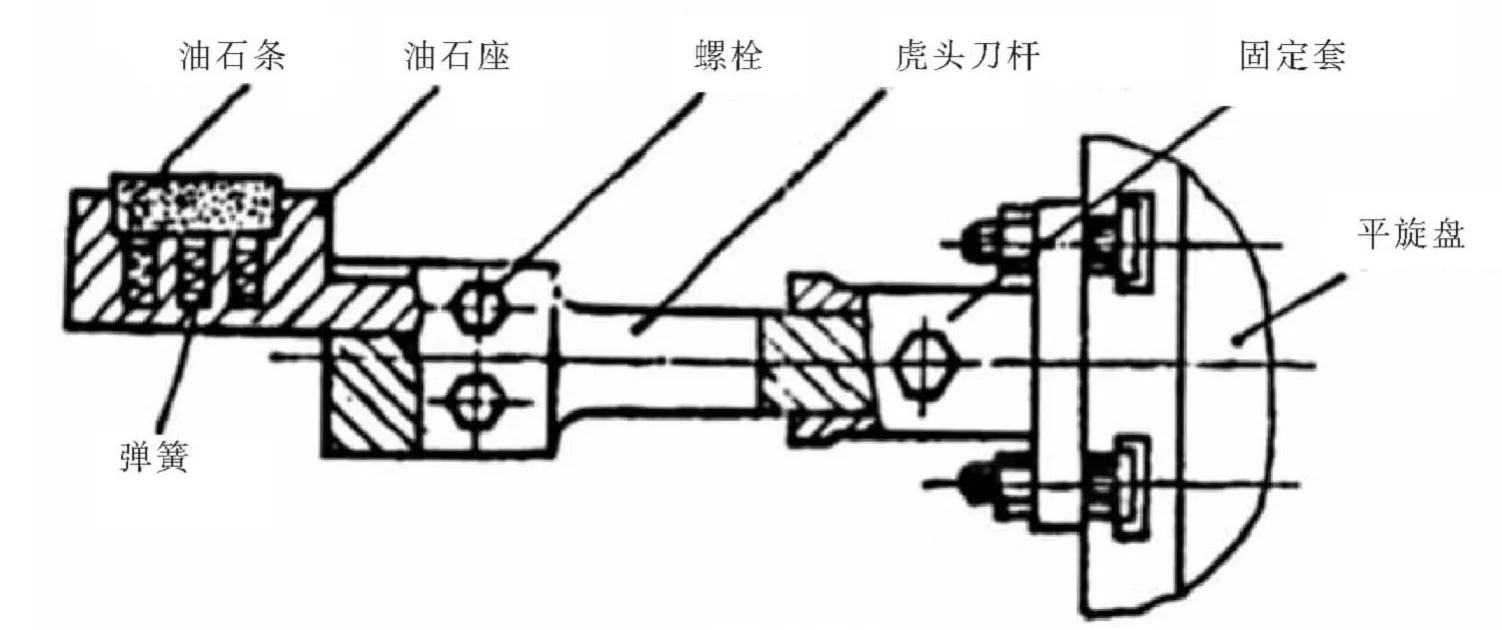
圖1 衍磨工具結構簡圖
2 加工步驟
將氣缸體基準面用油石打磨平凈,吊放在鏜床工作臺上,并按技術條件找正夾緊。檢查缸孔內徑尺寸,確定加工量和修復后的缸孔尺寸,缸體基面與缸孔的平行度及基面與缸孔的垂直度都要嚴格控制。加工分粗、精兩道工序,精鏜后的缸孔橢圓度和圓錐度均不得大于0.02mm,留衍磨量0.01~0.02mm,表面粗糙度在Ra1.6μm以下。在保證以上技術條件的基礎上,將衍磨工具裝好,搖動平旋盤小拖板手柄,使油石緊貼缸孔內壁,并給一定的壓力。平旋盤帶動衍磨頭旋轉,并和工作臺進給運動相配合進行磨削,即可控制缸孔內徑表面粗糙度在Ra0.8μm以下。由于衍磨頭浮動,故不會改變缸孔幾何形狀。衍磨的技術參數如下:衍磨轉速為40r/min;工作臺進給量16mm/r;衍磨的磨削工作壓力:粗磨削為0.5~0.7MPa,精磨削為0.3~0.5MPa;油石材料為綠色碳化硅。
另外,在鏜床工作臺處安裝油管,采用75%煤油+25%機油,在衍磨時起冷卻潤滑作用。
3 使用效果
(1)該衍磨工具結構簡單、容易制造、操作方便、加工范圍廣,可解決φ200~φ500氣缸體缸孔衍磨問題。
(2)所修復的4臺進口空壓機和壓縮機經過6~8年的運行證明,其性能可靠、壽命較長。除解決生產急需外,還節約外匯10多萬元,經濟效益顯著。