新型細晶奧氏體鋼焊接材料代用試驗及應用(上)
2013-06-28 06:28:46上海電力安裝第一工程公司200090馬佳龍
金屬加工(熱加工) 2013年16期
關鍵詞:不銹鋼
上海電力安裝第一工程公司 (200090) 馬佳龍
1. 概述
在超超臨界電站鍋爐中,受熱面管所承受的溫度和壓力比亞臨界、超臨界鍋爐進一步提高。為滿足設計要求,鍋爐的過熱器、再熱器高溫段必須采用抗高溫氧化能力和高溫蠕變能力更強的材料。由日本SUMITOMO METAL INDUSTRIES研制開發的Super304H不銹鋼管在600~700℃時的高溫蠕變斷裂強度明顯高于常規的不銹鋼材料,同時給焊接材料的選擇也帶來了相應的困難。
2. 新型不銹鋼SA213—Super304H的特點分析
(1)SA213—Super304H鋼特點 SA213—Super304H是SA213—TP304H的改進型,是在SA213—TP304H的基礎上加入適量阻止奧氏體晶粒長大的Cu、Nb、N等元素,同時通過添加了3%Cu和0.4% Nb(質量分數),利用了Nb的碳氮化合物NbCrN、Nb(N、C)、M23C6)起到強化作用;又通過添加Cu時效析出金屬間化合物來提高強度,從而達到高溫強度、長期塑性以及抗腐蝕性能的最佳組合。其優越的高溫蠕變強度不是靠貴重的合金元素W、Mo的強化獲得,而是通過廉價的Cu、Nb、N,由富Cu相的Cu、Nb、N(C、N)M23C3質點的彌散強化獲得。
(2)SA213—Super304H鋼性能 化學成分如表1所示,力學性能如表2所示。
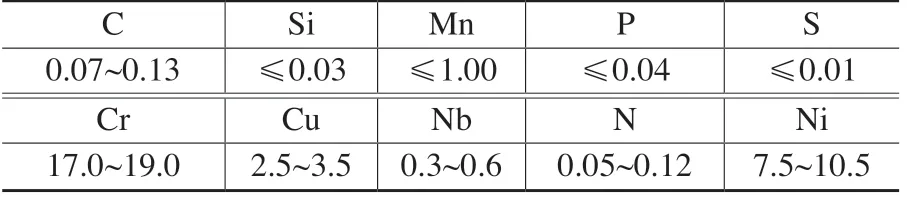
表1 SA213—Super304H鋼化學成分(質量分數) (%)
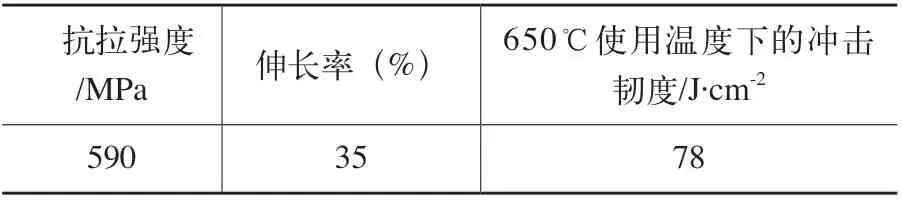
表2 SA213—Super304H鋼力學性能
3. 焊接工藝評定難點及技術措施
(1)焊接難點 SA213—Super304H鋼在供貨狀態下同屬單一的奧氏體組織,無冷裂傾向,因而奧氏體鋼的焊接不需要預熱。但是奧氏體型不銹鋼焊接接頭在焊接熱循環的作用下,從高溫區域冷卻下來時,會有晶間腐蝕的傾向,再加上新鋼種的合金元素種類和含量增加,其中Cr、Ni元素的含量提高,造成焊接熔池粘稠,鐵液流動性差,使焊接性較差。
焊接過程中主要問題有三個方面:一是熱裂紋;二是焊接變形大;三是打底焊時焊縫根部的氧化。
(2)工藝評定實施時主要技術措施與方案 焊接位置:管子45°布置(6G位置)。
焊接方法:采用了熔池體積小、熱輸入量較小的手工鎢極氬弧焊(GTAW),以減少晶粒粗大的傾向。即使管壁厚度為10mm,也采用鎢極氬弧焊。
焊接參數:采用小的熱輸入量,即小焊接電流快速焊,減少熔池過熱。
層間溫度:嚴格控制多層多道焊中的層間溫度≤150℃,減少不銹鋼材料在敏化溫度區域內的停留時間,降低熱裂紋生成。
冷卻方法:采取強制冷卻的方法(水冷等),待溫度滿足要求時繼續焊接。
(3)焊接技術要點 ①為保證焊縫根部良好成形,便于焊工觀察熔池,優先采用內加絲的技術。②采用較小熱輸入量焊接,即焊絲不擺動、間斷操作方法,控制層間溫度。③在焊口點固前、每層焊道之間用鋼絲刷、角磨機等清理干凈。
(4)焊接材料的選擇 選用S、P含量低,且與母材化學成分、力學性能相匹配的焊絲,這里特選擇日鐵住金溶接工業株式會社的焊絲 NITTETSU YT—304H(對應SA213—Super304H相匹配)。考慮施工需要以及日產焊絲的市場供貨的制約,我們選擇了德國Bohler-Thyssen公司THERMANIT 617焊絲替代。
4. 焊接材料及工藝評定試驗
(1)兩種焊絲的化學成分如表3、表4所示。

表3 YT—304H焊絲化學成分(質量分數) (%)

表4 THERMANIT 617焊絲化學成分(質量分數) (%)
(2)工藝評定選用管子規格 NITTETSU YT—304H;管子規格:φ60.32mm×7.9mm。THERMANIT 617;管子規格:φ48.26mm×7.9 mm。
(3)焊接方法 采用手工鎢極氬弧焊GTAW(根部、層間、蓋面)。
(4)接頭形式及焊道要求設計 對接接頭、V形焊口、無襯墊、多層多道焊、6G焊接位置。
(5) 焊接參數如表5、表6所示。
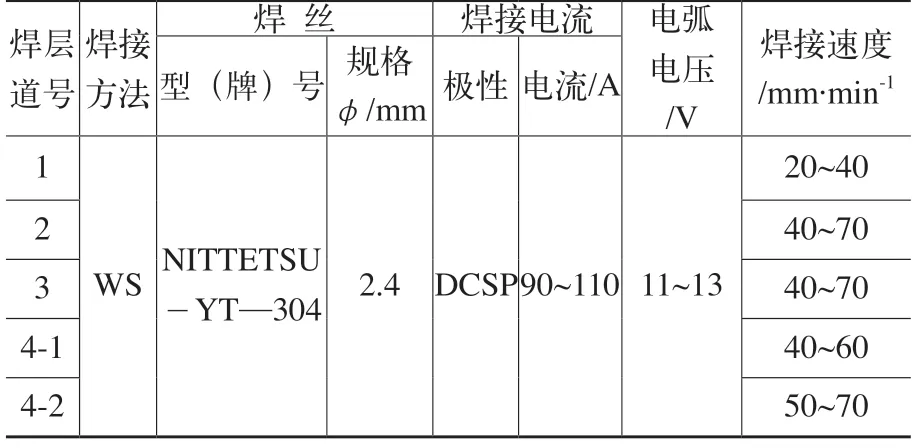
表5 NITTETSU YT—304H焊絲焊接參數

表6 THERMANIT 617焊絲焊接參數
(6)施焊技術 采用單面焊雙面成形;焊絲僅作橫向小幅擺動;連續弧焊;層間可用同質鋼絲刷或角磨機清理。
(7)預熱和層間溫度 預熱溫度可視環境溫度≥10℃即可;層間溫度≤150℃。
(8)拉伸試驗 結果如表7、表8所示。
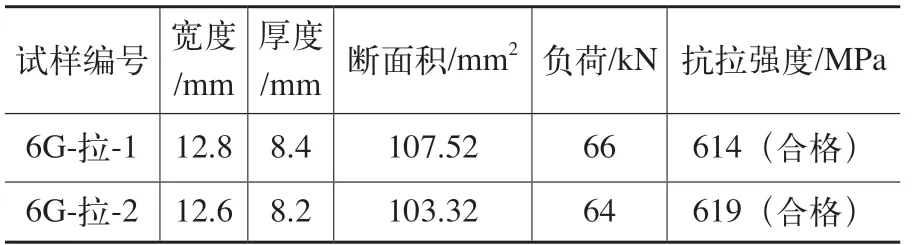
表7 NITTETSU YT—304H焊絲試驗結果
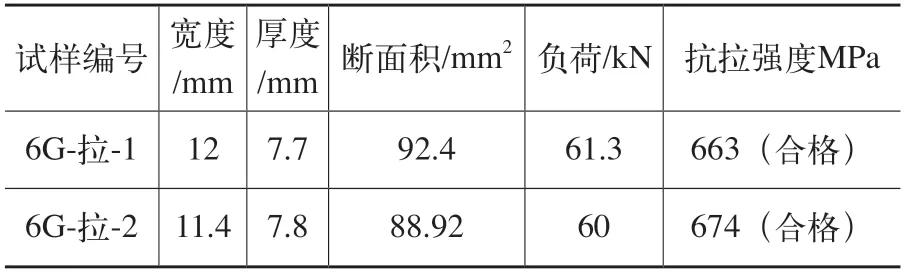
表8 THERMANIT 617焊絲試驗結果
(9)彎曲試驗 結果均合格,如表9、10所示。
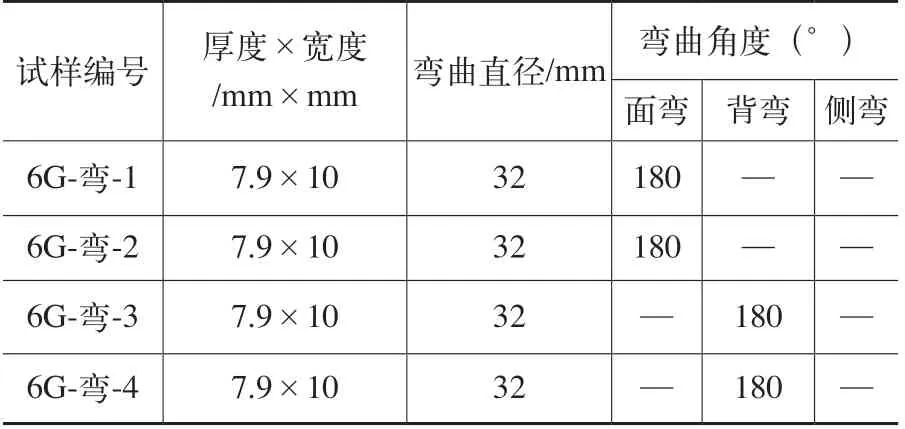
表9 NITTETSU YT—304H焊絲試驗結果
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16