變螺距螺紋的數控加工
2013-07-05 05:33:50何金芬
機電產品開發與創新 2013年1期
關鍵詞:深度
何金芬
(玉溪工業財貿學校,云南 玉溪 653100)
0 引言
變螺距螺紋在飲料灌裝機械、塑料機械、飼料機械上有廣泛的應用,但在數控車床切削的加工中程序的編制比較困難。為解決企業在此問題中遇到的困難,本文以華中系統HNC-21T為例,介紹結合G32指令闡述了變螺距螺紋中槽等寬變螺距的螺紋用戶宏程序的編制和應用。
1 車變螺距螺紋的車削原理分析
如圖1為一槽等寬變螺距的螺紋,此種螺紋在實際生產中應用較廣泛,但程序編制存在一定困難,下面筆者為此介紹一種應用宏程序加工變螺距螺紋的方法。
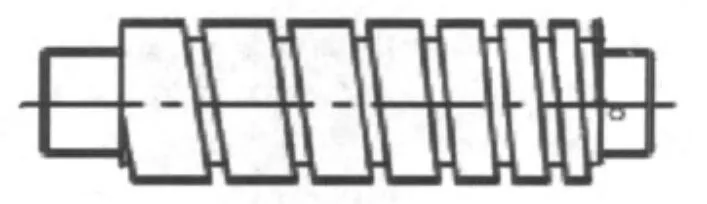
圖1 等寬變螺距工件
因升降速的影響和安全考慮車削螺紋時的循環起點應距工件端面有一定距離,所以在第一個牙之前我們可以設定螺距為固定螺距,當車刀到達起刀點(螺紋車削起點),X向進刀至第一次切削處,此時螺距為初始值,開始螺紋車削,當工件轉過一周后刀具前進一個螺距f,此時螺距增至(f+Δα,Δα為螺距的增加量),當工件再轉過一周后刀具前進f+Δα,在此過程中要進行一次比較(如果長度≤螺紋的總長,繼續進行螺紋車削)按此方法車削至螺紋全長, X向退刀,刀具回到車削起點,螺距初始化為初始螺距。X向進刀至下一層的切削X值,進行一次比較(如果X向尺寸≥螺紋底徑,繼續進刀),按此方法進刀車削至牙底徑后,再進行最后一次光刀后,退刀至起刀點,螺紋車削結束。
2 程序編制方法
首先車削毛坯至螺紋待加工狀態,然后采用一把60°刀尖角的螺紋車刀。另外此程序中只有兩個變量:即每層加工時的螺距在變,且初始值為變螺距的第一牙的螺距值;層與層之間的X值在變,且初始值為每一刀的切削深度。車削變距螺紋宏程序編制方法的流程如圖2所示。
變距螺紋宏程序軌跡:
……
#1=a(a:X方向每一層的切削深度,此深度為直徑量)
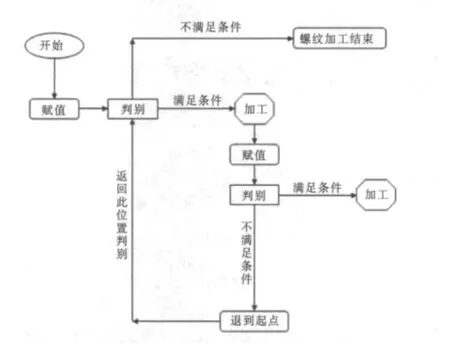
圖2 車削變距螺紋宏程序編制流程
While#1LE b(b:X方向總的切削深度,此深度為直徑量)
G00X[c-#1]Z4(c:為螺紋大徑,z:為距離螺紋端面的值,可自己定)
G32Z0F2(螺紋循環起點至螺紋端面的螺距為第一牙螺距的螺紋)
#2=d(d:為螺紋第一牙的導程)
#3=0(螺紋長度的起始值)
While#3GT[e] (e:為螺紋長度)
G32W[-#2]F[#2] (長度隨著螺距的增加而增加)
#2=#2+0.1(步距,每牙螺距增加0.1)
#3=#3+#2(每增加一個螺距,長度也跟著增加一個螺距的長度)
ENDW
G00U4(X向退刀)
Z4(Z向退刀,退刀螺紋的循環起點)
#1=#1+0.1(深度每層切削0.1mm)
ENDW
……
3 應用實例
圖3毛坯為 φ(45×120), 加工一大徑為 Φ28, 底徑為Φ26,牙型角為60°,起始螺距為2mm,螺紋長度40mm,每轉螺距增加0.1mm的變螺距螺紋,用在恒轉速下傳遞增減速運動。
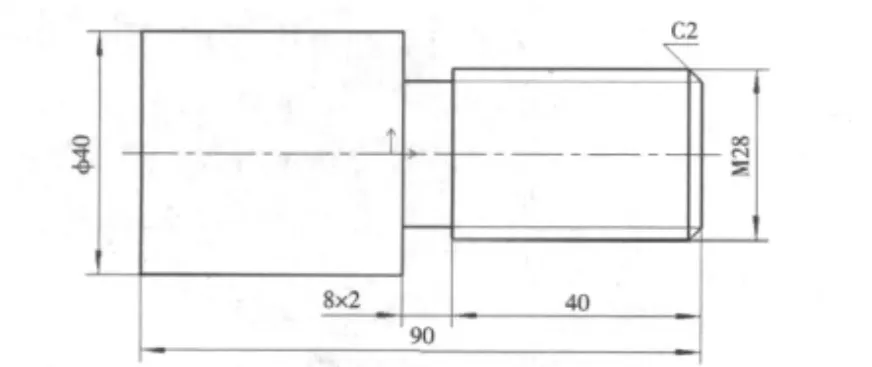
圖3 加工工件實例
技術要求:①以單件生產編程;②不準用砂布及銼刀等修飾表面;③未注倒角0.5×45°;④未注公差尺寸按 GB1804-M。
3.1 工藝準備
(1)根據加工零件材質選用45號鋼。
(2)設備選用:華中HNC-21T系統數控車床。
(3)量具:25~50mm外徑千分尺、 0~150mm游標卡尺。
(4)機夾刀具:93°外圓粗車刀、93°精車刀、刃寬為4 mm切槽刀、60°螺紋車刀。
3.2 工藝制定
(1)手動裝夾加工:用三爪自定心卡盤和頂尖夾持毛坯,伸出卡爪外長度100mm平端面,編程零點選工件右端面與軸心線交匯點。
(2)自動加工路線:車外圓:粗、精車:C2倒角→?28外圓、?40外圓→切 (8×2)的退刀槽;車螺紋:宏程序加工變距螺紋;切斷:保證長度90mm。
3.3 數控加工工藝卡
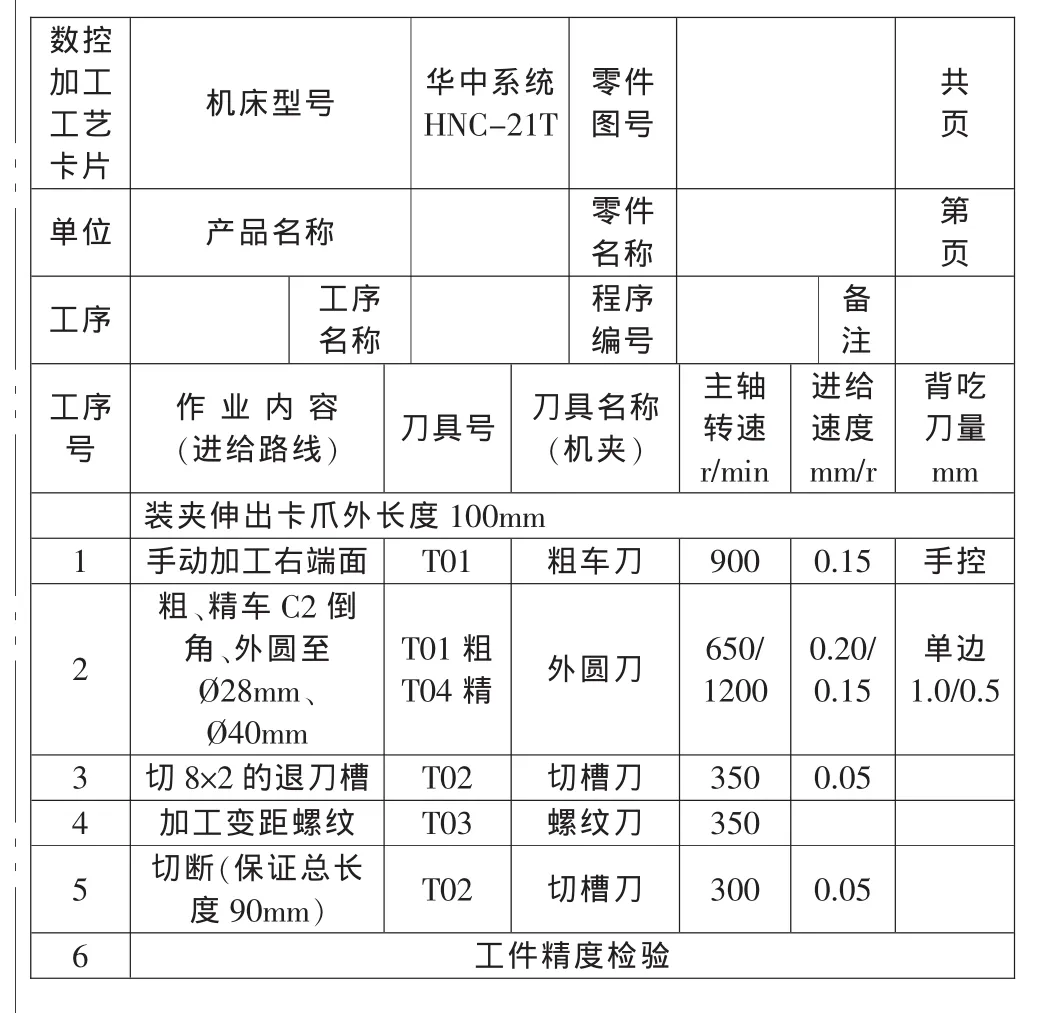
表1 數控加工工藝卡片
工件坐標原點選定在工件右端面和軸線交點處,建立工件坐標系。
參考程序:
……T0303
M03S350
G64
G00X100Z100
X32Z4
#1=0.05
While#1LE 1.5
G00X[28-#1]Z4
G32Z0F2
#2=2
#3=0
While#3LE[42]
G32W[-#2]F[#2]
#2=#2+0.1
#3=#3+#2
ENDW
G00U4(X向退刀)
Z4(Z向退刀,退刀螺紋的循環起點)
#1=#1+0.1(深度每層切削0.1mm)
ENDW
……
4 結束語
文中變螺距的編程方法通過實際加工驗證,結果表明其加工是可行的。切實解決了企業加工中的技術難題,降低了零件的生產成本,提高了產品的加工效率和質量,提高了企業競爭力。
[1]成立.裝備制造技術[J].橢圓宏程序在數控車削中的應用與研究,2008,4.
[2]華中系統數控車床使用手冊[Z].
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57
