逆向校核軟件的板料成形回彈檢測研究
2013-07-13 07:07:00張德海白代萍閆觀海王良文
河南科技大學學報(自然科學版) 2013年1期
張德海,白代萍,閆觀海,王良文,郭 成
(1.鄭州輕工業學院機電工程學院,河南鄭州450002;2.西安交通大學機械工程學院,陜西西安710049)
0 引言
金屬板材在沖壓過程中不可避免的出現回彈現象,引起了制造企業工程技術人員的重視,特別是大弧度的薄板折彎成形零件,回彈問題越加明顯,因此,對回彈問題的準確預測和控制是影響產品成型質量和幾何精度的一個關鍵因素。廣大的制造企業對板料的回彈分析過度依據經驗,缺乏系統科學的檢測方法,如何能夠在產品設計階段,對板料成形回彈性能進行準確的檢測,對其設計的合理性做出較為準確的評價和判斷,改進零部件結構設計,同時一次提高試模成功率是一個亟待解決的問題。
計算機仿真和有限元方法相結合被廣泛應用,用以解決復雜工件的回彈預測和補償計算[1-2]。早期的回彈研究主要集中于2D折彎成形過程,建立解析模型并求得理論解。對于具有3D復雜曲面特征的工件,文獻[3]提出以回彈能密度來檢測回彈。以工件回彈前后對應節點的位移偏差來檢測回彈,則符合實際中對回彈概念的認識,在有限元數值仿真中應用較多[4]。基于板料塑性變形的增大將導致回彈的減少,也有研究者將板料的等效塑性應變作為回彈的檢測準則[5],以等效塑性應變裕度來表征回彈。文獻[6-7]建立了復雜加載模式下的非線性混合強化材料模型的彈塑性應力-應變本構關系,以Numisheet 93的U型彎曲為例進行了回彈預測和評價。文獻[8]應用基于KMAS的回彈控制和評價體系,使改進后模具成形工件回彈量比原方案降低了87%。
逆向校核軟件能夠快速準確地生成數字參考模型(CAD模型或掃描的物理模型),并與實際制造零件的圖形比較,用于首件檢測、產品檢測和供應商質量管理[9],軟件獨特的3D比對功能可用于板料的回彈檢測[10]。文獻[11]利用CATIA V5點云后處理及Geomagic Qualify分析功能,對汽車零部件的點云數據和CAD模型進行比較,為汽車零部件的檢測提供了一種有效和快捷的方法。文獻[12]采用三維掃描的方法對減速器上箱體進行了數據采樣,利用Geomagic Qualify特征曲線進行模型重構和重合度檢測,試驗表明:這種方法重構精度高、操作方便。Geomagic Qualify具有可以同時輸入兩種數據進行對比的功能:一種數據來源于CAD數據,作為對比的基準;另一種數據來源于點云數據,可以通過不同的方法獲得。采用攝影測量和面掃描相結合的方法獲取零部件的點云數據是一種新興的測量方法。兩種數據在逆向校核軟件中對齊,必然在制件的若干部位存在偏差,該偏差就是板料制件的回彈值。校核軟件對兩種數據的任意點和任意位置可以進行計算,獲得任意方向和方位的回彈數值,從而為工程應用提供一種方法。
本文應用逆向校核軟件Geomagic Qualify,研究了BC-48冰箱門外殼的回彈檢測,通過選取關鍵點獲得了制件三維空間點的回彈變化值,包括空間回彈值和x、y、z這3個方向的回彈值,比較了它們之間的關系,并獲得了一定的規律。
1 試驗
試驗對象取自國內某著名家電公司的BC-48冰箱門外殼(見圖1)。BC-48屬于小型號冰箱,其門外殼屬于薄板成形,厚度0.6 mm。成形后噴塑保證外觀。利用近景攝影測量軟件和面掃描軟件相結合的方法[13]獲取門外殼的點云數據。
其試驗步驟如下:
(1)在待測工件周圍布置編碼標志點、非編碼標志點和標尺(見圖2)。
(2)拍攝照片,攝影測量系統計算門外殼表面的編碼點和非編碼點[14]。
(3)使用面掃描系統掃描工件,并處理點云。
(4)使用Geomagic Studio獲得數模。
(5)在Geomagic Qualify中將獲得的數模和原有的模具CAD數模對齊后比較(見圖3)。
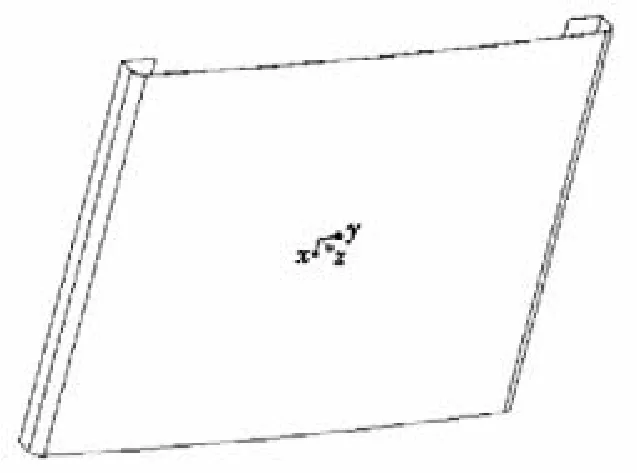
圖1 冰箱門外殼三維模型

圖2 布置標志點和標尺
2 分析和討論
在Geomaigic Qualify中,首先選冰箱門外殼大表面為對象,因大表面是冰箱的臉面,外觀質量要求高,在不同的部位選取9個點(見圖4)。兩個折彎面屬于冰箱門外殼和門內殼配合的關鍵部位,選取9個點(見圖5)。側面小圓弧屬于冰箱門外殼支撐主骨架之一,選取6個點(見圖6)。圖3~圖6都是使用色譜圖來表達點云數據與CAD模型的偏差,它的的主要原理是:根據偏差值的大小和正負,利用不同的顏色和深度來進行表示。本文采用五色色譜圖來實現偏差結果的可視化。其中,圖3主要為門外殼整體回彈數值示意圖,即點云和CAD數模的偏離程度,圖4~圖6代表的主要為關鍵點的回彈值,其單位都是mm。
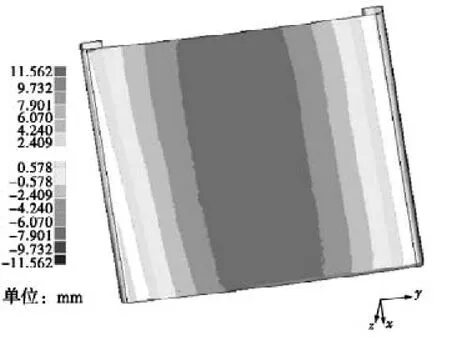
圖3 Geomagic Qualify中數模和點云對齊
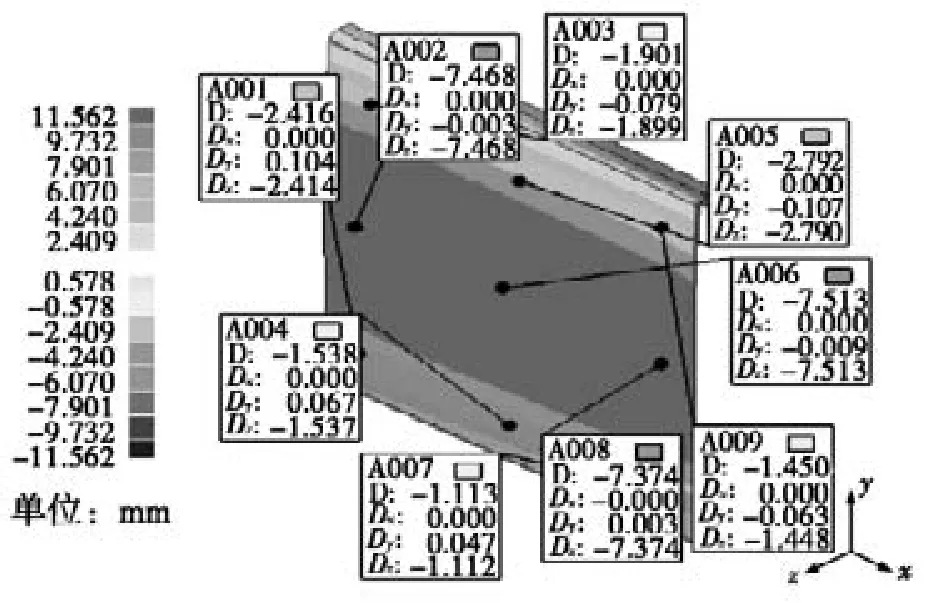
圖4 大表面回彈三維數據
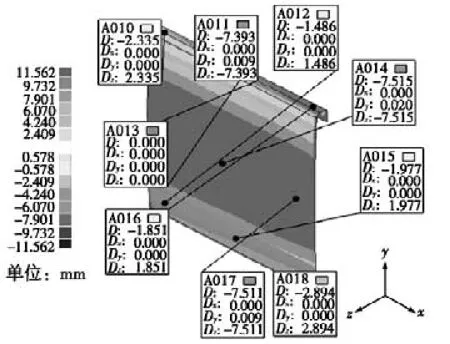
圖5 兩折彎面回彈三維數據
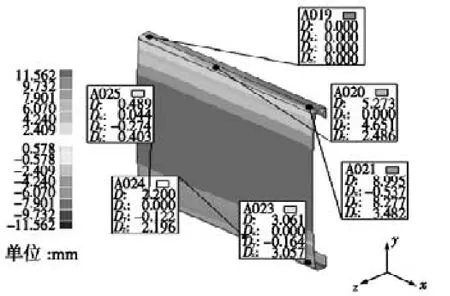
圖6 側面小圓弧回彈三維數據
圖4、圖5和圖6顯示數據不夠方便,為了方便研究,讀取數據分別作出表1、表2和表3。該回彈數值包含三維空間、x方向、y方向、z方向4個方向的回彈數值,表示的是關鍵點的回彈值,軟件已自行進行了計算[15]。

表1 大表面關鍵點回彈的三維數據 mm
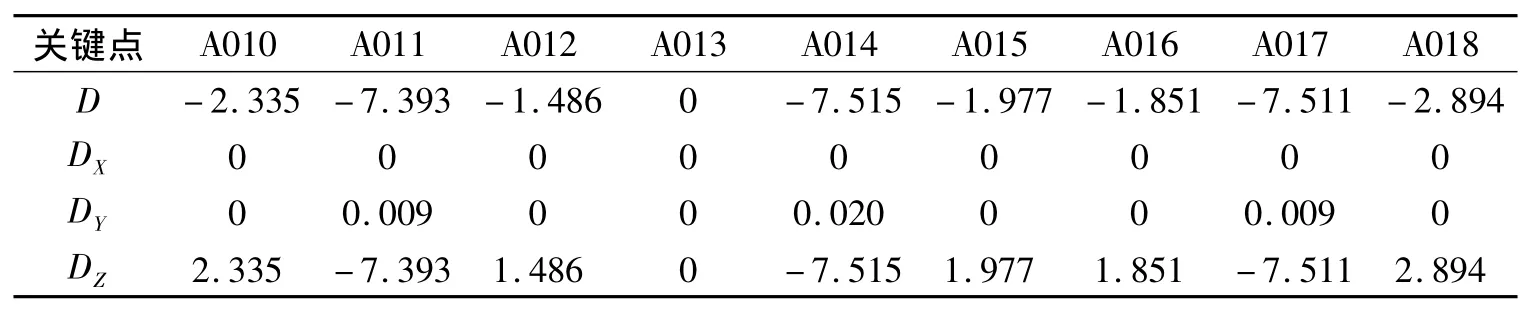
表2 兩折彎面關鍵點回彈的三維數據 mm

表3 側面小圓弧關鍵點回彈的三維數據 mm
由表1可以看出:x方向的回彈值全部為0 mm,y方向的回彈值為-0.107~0.104 mm,z方向的回彈值為-7.513~-1.112 mm,三維空間回彈值為-7.468~-1.113 mm。說明門外殼大表面x方向回彈前后數值沒有變化,y方向變化較小,z方向變化較大并且其回彈數值主要影響三維空間回彈數值。
由表2可以看出:x方向的回彈值全部為0 mm,y方向的回彈值為0~0.02 mm,z方向的回彈值為-7.515~2.894 mm,三維空間回彈值為-7.515~2.894 mm。說明門外殼兩折彎面x方向回彈前后數值沒有變化,y方向變化較小,均表現為正向回彈,z方向和三維空間方向關鍵點表現為部分正向回彈,部分反向回彈,所受影響趨勢一致,證明三維空間回彈的數值影響主要來自z方向。
表3表明:x方向6個關鍵點中有4個回彈值為0 mm,其余兩個關鍵點分別表現為正向回彈和反向回彈,y方向的回彈值為-0.274~8.277 mm,z方向的回彈值為0~3.482 mm,三維空間回彈值為0~8.995 mm。說明門外殼側面小圓弧x方向回彈前后數值較小,且具有對稱性,z方向變化較大,集中表現為正向回彈,y方向回彈數值最大,并直接影響三維空間的回彈值,所受影響變化趨勢一致。三維空間回彈值的影響來自3個方向的綜合。
3 結論
(1)基于攝影測量和面掃描相結合的測量方法獲得了板料成形回彈的點云數據,利用逆向校核軟件Geomagic Qualify的3D比對功能,選取關鍵點獲得了制件三維空間點的回彈變化值,包括空間回彈值和x、y、z這3個方向回彈值。
(2)對于冰箱門外殼大表面和兩折彎面,三維空間回彈數值的影響主要來自z方向,x方向回彈數值為0,y方向影響較小。特別是大表面,三維空間回彈數值大小和方向與z方向回彈值的大小和方向保持完全一致,而對于兩折彎面,空間回彈值大小和z方向大小幅度一致,方向相反。說明在消除回彈問題解決模具修型面設計時需要注意方向的選取。對于側面小圓弧,三維空間回彈值不同的關鍵點受不同方向的影響,主要來自y方向和z方向,x方向影響較小。說明在修模時要綜合考慮多個方向、多個因素的影響,解決回彈問題是一個系統性、全局性的問題。
(3)逆向校核軟件Geomagic Qualify處理點云數據獲得準確的對準模型數據,回彈數值的計算誤差影響主要來自比對選取的基準點、軟件和計算機自身,對于攝影測量的精度對點云數據精度的影響,不是本文的研究重點,所以并未涉及。
[1]Dutton T,Edwards R,Blowey A.Springback Prediction and Compensation for a High Strength Steel Side Impact Beam[C]//Detroit.Proceedings of the 6th International Conference and Workshop on Numerical Simulation of 3D Sheet Metal Forming Processes.2005:340-344.
[2]Xu S,Zhao K,Lanker T,et al.Springback Predition,Compensation and Correlation for Automotive Stamping[C]//Detroit.Proceedings of the 6th International Conference and Workshop on Numerical Simulation of 3D Sheet Metal Forming Processes.2005:345-352.
[3]朱東波,馬雷,李滌塵,等.復雜形狀板料沖壓件回彈評價指標研究[J].機械科學與技術,2000,19(6):953-955.
[4]Liu W,Yang Y Y,Xing Z W,et al.Springback Control of Sheet Metal forming Based on the Response-surface Method and Multi-objective Genetic Algorithm[J].Materials Science and Engineering:A,2009,499(1/2):325-38.
[5]鄭超,劉全坤,胡龍飛,等.基于回彈控制的汽車橫梁拉延成形工藝多目標優化研究[J].合肥工業大學學報:自然科學版,2008,31(1):89-92.
[6]Zhang D J,Cui Z S,Ruan X Y,et al.Sheet Springback Prediction Based on Non-linear Combined Hardening and Barlat 89’s Yielding Function[J].Computational Material Science,2006,38(2):256-262.
[7]張冬娟,崔振山,李玉強,等.材料強化模型對板料回彈量的影響[J].上海交通大學學報,2006,40(10):1671-1674.
[8]閏康康,郭威,胡平.基于沖壓CAE軟件KMAS的板料沖壓成形回彈預示及控制、補償技術[J].吉林大學學報,2005,35(4):409-414.
[9]杰魔(上海)軟件有限公司.三維檢測軟件Geomagic Qualify[J].航空制造技術,2009(20):99.
[10]鄒付群,成思源,李蘇洋,等.基于Geomagic Qualify軟件的沖壓件回彈檢測[J].機械設計與研究,2010,26(2):79-81.
[11]陳博,李秀梅.基于CATIA V5和Geomagic Qualify的汽車零部件質量快速檢測[J].北京汽車,2001(5):40-43.
[12]史堯臣,張學忱,唐武生,等.減速器蓋逆向造型與三維數字化檢測[J].長春大學學報,2010,20(12):11-13.
[13]張德海,梁晉,唐正宗,等.基于近景攝影測量和三維光學測量的大幅面測量新方法[J].中國機械工程,2009,20(7):817-822.
[14]張德海,梁晉,唐正宗,等.大型復雜曲面產品近景工業攝影測量系統開發[J].光電工程,2009,36(5):122-128.
[15]張德海,梁晉,郭成.板料成形回彈三維光學測量技術研究[J].西安交通大學學報,2009,43(9):51-55.
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
中學生數理化·中考版(2022年12期)2022-02-16 07:36:56
今日農業(2021年8期)2021-11-28 05:07:50
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
海峽科技與產業(2016年3期)2016-05-17 04:32:12
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05