信號屏蔽法在加工中心故障處理中的應(yīng)用
2013-07-13 07:47:38劉先黎楊萬葉
設(shè)備管理與維修 2013年3期
劉先黎 楊萬葉
作者通聯(lián):玉柴機(jī)器股份有限公司生產(chǎn)部維修中心 廣西玉林市玉州區(qū)天橋路88號 537005
E-mail:yangwanye@163.com
1.故障現(xiàn)象
廣西玉柴機(jī)器股份有限公司冷加工廠重機(jī)車間從德國進(jìn)口的HELLER MCH300 型加工中心(臥式四軸加工中心),采用西門子840D 數(shù)控系統(tǒng)。MCH300 型加工中心(圖1)有兩個可自動交換的工作臺,采用雙托盤液壓交換結(jié)構(gòu),交換工作臺時(shí),Z 軸移到工作臺交換區(qū),在液壓系統(tǒng)作用下松開上料區(qū)和工作區(qū)的工作臺,托盤托著工作臺升起,升起到位托盤旋轉(zhuǎn)180°,旋轉(zhuǎn)到位托盤下降,下降到位工作臺夾緊,完成工作臺自動交換。1 臺MCH300 型HELLER 加工中心加工完成1 件工件,進(jìn)入自動交換工作臺狀態(tài),工作臺交換裝置旋轉(zhuǎn)180°,然后下降,下降到位下一個動作應(yīng)為夾緊工作臺,但此時(shí)機(jī)床黃燈閃爍,不能完成工作臺交換,NC 退出自動運(yùn)行狀態(tài),機(jī)床停運(yùn),人際界面也沒有報(bào)警信息提示。
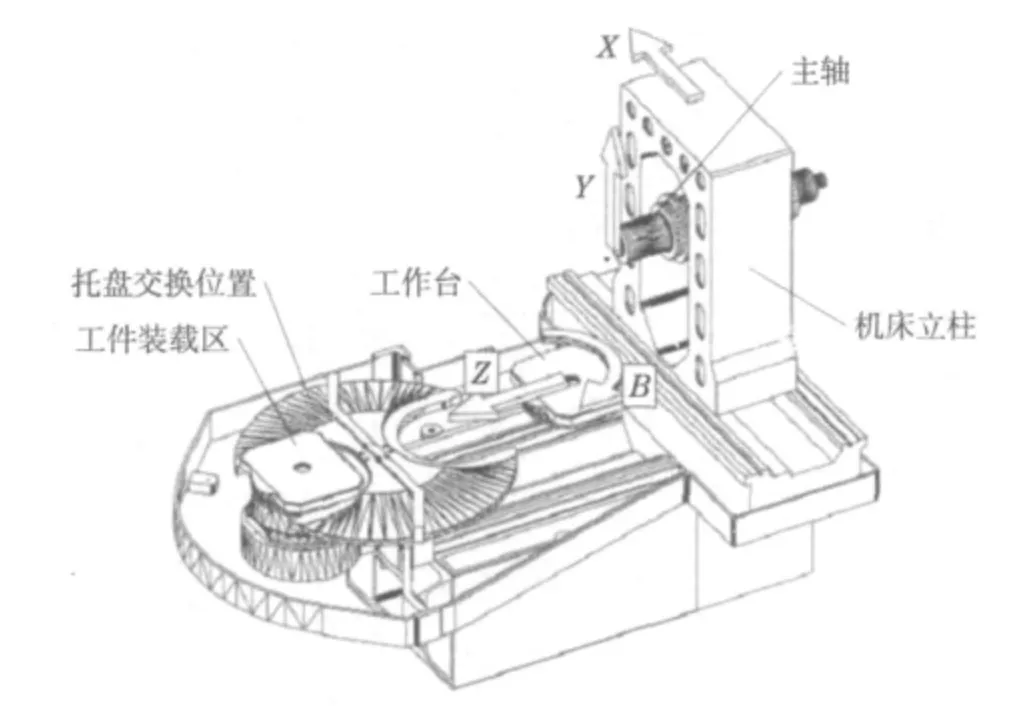
圖1 MCH300 型加工中心結(jié)構(gòu)
2.故障分析
設(shè)備故障情況下重新按NC 啟動又能完成工作臺的交換,但若將機(jī)床切換到手動方式,則出現(xiàn)工作臺不能夾緊報(bào)警,報(bào)警號為A700301,報(bào)警信息:“ ->End position:paletts not clamped in work area->YH71.0/P1:E30.1”(工作區(qū)域內(nèi)工作臺沒有夾緊,檢查工作臺夾緊閥YH71.0或夾緊檢測開關(guān)E30.1)。進(jìn)入手動交換工作臺菜單查看,發(fā)現(xiàn)工作臺并沒有夾緊。據(jù)此分析機(jī)床停運(yùn)是由于機(jī)床等待工作臺交換完成信號,但工作臺未夾緊,該信號始終沒有給出。聯(lián)接計(jì)算機(jī),下載并監(jiān)控相應(yīng)PLC 程序(圖2),發(fā)現(xiàn)YH71.0 所對應(yīng)的PLC 輸出點(diǎn)Q71.0 始終不為1。在線監(jiān)控PLC 程序,機(jī)床在自動狀態(tài)時(shí)PLC中間點(diǎn)M160.5為1,手動狀態(tài)時(shí)為0,是工作臺交換處于自動工作狀態(tài)的標(biāo)志位,由此確定自動狀態(tài)下Q71.0的邏輯由程序中第一支路決定。通過跟蹤監(jiān)控PLC 程序發(fā)現(xiàn)在自動交換工作臺時(shí),PLC中間點(diǎn)M169.0為1,但在托盤下降過程中突然變?yōu)?,使托盤下降到位后Q71.0 不能為1。要使M169.0 復(fù)位,只能是PLC中間點(diǎn)M229.0為0或PLC 局域變量“ #TV_F_PAW”為1(圖3),但未監(jiān)控到具體哪一個信號使M169.0 復(fù)位。分析原因是該信號出現(xiàn)時(shí)間極短,在計(jì)算機(jī)實(shí)時(shí)監(jiān)控畫面,人眼很難捕捉。為此決定采用屏蔽信號的方法,先屏蔽#TV_F_PAW,使用Q25.5(液壓啟動指示燈)的常閉點(diǎn)(液壓啟動后始終為1,避免有意外情況時(shí)急停機(jī)床,使屏蔽失效)與#TV_F_PAW 相與(圖3 虛線框),這樣#TV_F_PAW 就不能復(fù)位M169.0 了。
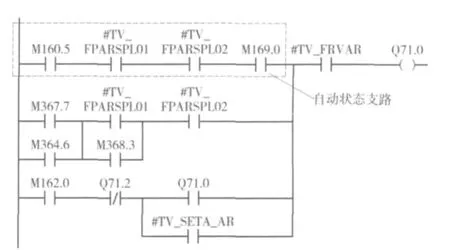
圖2 工作臺夾緊相關(guān)程序
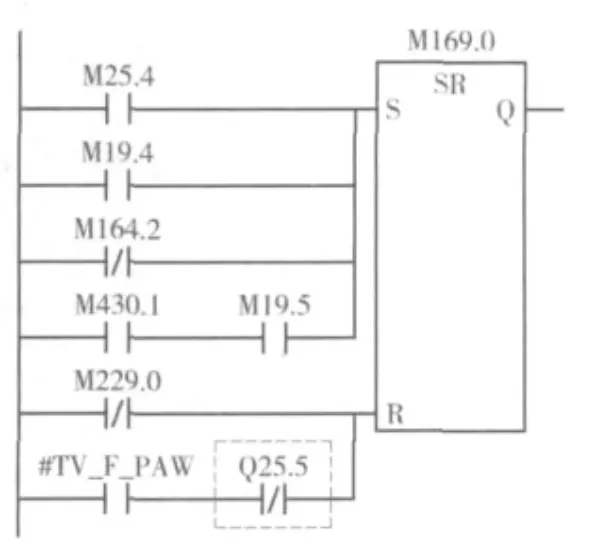
圖3 M169.0 輸出控制程序
設(shè) 備 試 運(yùn) 行,在MDA 方式下自動交換工作臺仍然失敗,表明M229.0的信號有瞬間為1 使M169.0 復(fù)位。查看M229.0的邏輯可知,如果 M229.2為 0,則M229.0 復(fù)位,M229.2 輸出程序見圖4。分前后兩段屏蔽這一回路信號,通過分段屏蔽確認(rèn)后半段信號存在問題(圖4 虛線框),再對后半段每一信號逐個屏蔽,最終確認(rèn)是M256.5 瞬間 斷 開。屏 蔽M256.5 (圖5 虛 線 框),去 掉 屏 蔽#TV_F_PAW的程序,在MDA 方式下交換工作臺仍然不能夾緊,表明#TV_F_PAW 也有瞬間接通現(xiàn)象。分析發(fā)現(xiàn)信號M256.5 是1個NC-STOP(NC 停止)標(biāo)志位,是故障結(jié)果,不是故障原因,即因?yàn)槌霈F(xiàn)故障才使NC 停止,#TV_F_PAW為1 才是M169.0 被復(fù)位的主因。檢查相關(guān)PLC 程序(圖6) 發(fā)現(xiàn),使#TV_F_PAW為1的信號有10個,監(jiān)控難以直接發(fā)現(xiàn)問題點(diǎn),仍使用屏蔽信號的方法,先分段屏蔽,縮小范圍后再單個信號屏蔽。經(jīng)過排查,最終發(fā)現(xiàn)信號DB2.DBX209.3 有瞬間接通現(xiàn)象(圖6 虛線框)。
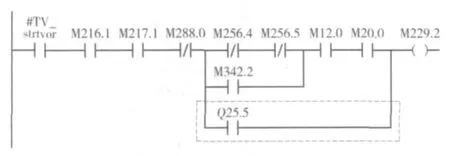
圖4 M229.2 輸出控制程序
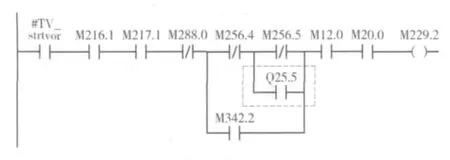
圖5 屏蔽M256.5 程序
在西門子840D 數(shù)控系統(tǒng)中,DB2 是報(bào)警使用的數(shù)據(jù)塊,查閱DB2 相關(guān)的報(bào)警表發(fā)現(xiàn)DB2.DBX209.3 標(biāo)志位對應(yīng)的報(bào)警號為A700343,報(bào)警信息為“ 機(jī)床不在交換位置”。分析PLC 程序發(fā)現(xiàn)報(bào)警標(biāo)志位DB2.DBX209.3 又受控于PLC中間點(diǎn)M162.4(圖7),M162.4為1時(shí) ,DB2.DBX209.3復(fù)位,只有M162.4為0 時(shí)才會產(chǎn)生A700343號報(bào)警。如果M162.4 信號瞬間斷開又接通,那相應(yīng)的DB2.DBX209.3就會瞬間為1 后立即又為0。
仍在M164.2 輸出控制程序(圖8)應(yīng)用屏蔽信號法,最終確認(rèn)DB10.DBX114.5 是故障點(diǎn),正常情況下DB10.DBX114.5為0,使用Q25.5 與DB10.DBX114.5的常閉點(diǎn)相或(圖8 虛線框),暫時(shí)將其屏蔽,使其信號變化對M162.4 沒有影響,結(jié)果自動交換工作臺成功。
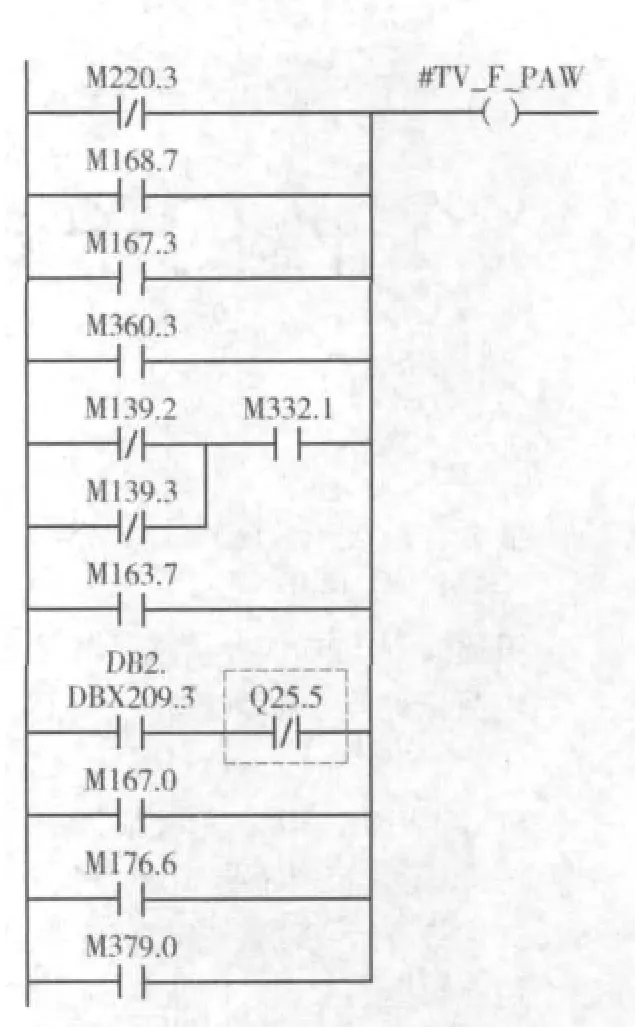
圖6 和局域變量#TV_F_PAW相關(guān)的PLC 程序
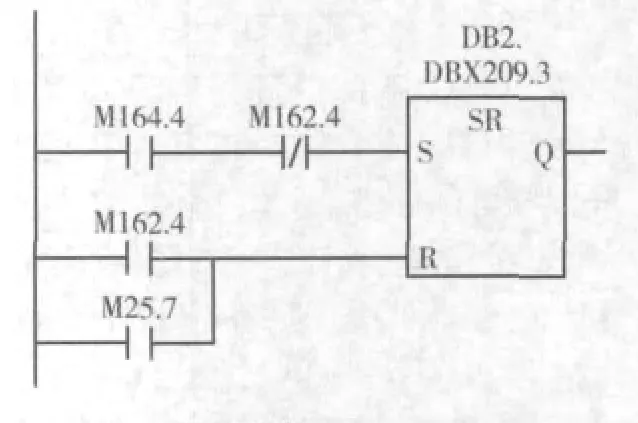
圖7 報(bào)警標(biāo)志位DB2.DBX209.3程序
在840D 數(shù)控系統(tǒng)中,DB10 數(shù)據(jù)塊是NC與PLC的通信接口,DB10.DBX114.5 是 NC給PLC的信號,由于其瞬間為1,造成自動交換工作臺失敗。查找資料得知DB10.DBX114.5 是1個軸的正向軟超程信號,即在自動交換工作臺時(shí),交換裝置下降過程中Z 軸超程。查看自動交換工作臺時(shí)Z 軸的位置是1200.500,該位置 正 是 機(jī) 床 參 數(shù)MD36110 設(shè)定的Z 軸軟超程數(shù)據(jù)。分析認(rèn)為是托盤下降過程中工作臺在 放 到B 軸(B 軸 固 定在Z 軸上) 上時(shí)碰動Z軸,使Z 軸位置發(fā)生變化,數(shù)控系統(tǒng)監(jiān)控到這個變化并立即做出反應(yīng),NC 馬上發(fā)出超程報(bào)警,使NC 程序停止。同時(shí)在數(shù)控系統(tǒng)作用下,通過伺服系統(tǒng)將Z 軸拉回到正確位置,而且由于報(bào)警信號閃現(xiàn),內(nèi)嵌的PLC 系統(tǒng)因掃描周期原因來不及反應(yīng),未真正產(chǎn)生報(bào)警信息,以致機(jī)床人機(jī)界面沒有顯示報(bào)警信息,造成系統(tǒng)等待現(xiàn)象。
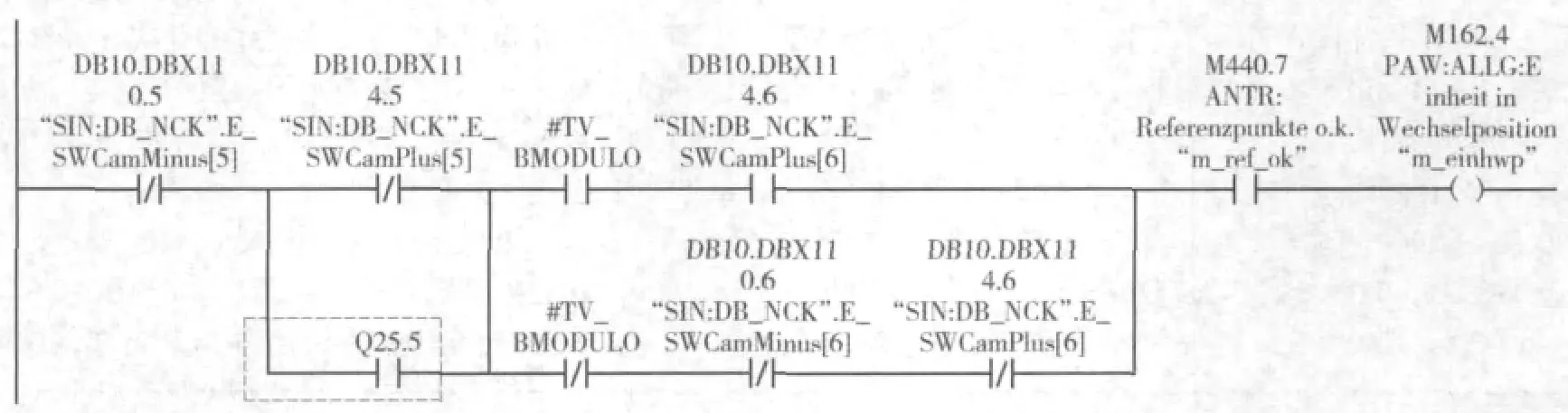
圖8 M164.2 輸出控制程序
3.故障處理
分析加工程序,發(fā)現(xiàn)工件加工程序中Z=$AA_SOFTENDP[MA_Z]命令使Z 軸回到極限位置,即系統(tǒng)參數(shù)MD36110 設(shè)定的最遠(yuǎn)端1200.500,工藝加入該指令的目的是讓工作臺在換刀過程中到達(dá)最遠(yuǎn)處,避免工裝與主軸的碰撞,具有保護(hù)作用。由于該指令出現(xiàn)在交換工作臺位置指令之后,因此最后系統(tǒng)執(zhí)行交換工作臺時(shí)工作臺的位置就由1200.400(機(jī)床設(shè)定的交換工作臺的位置)變成了1200.500,結(jié)果在交換工作臺時(shí)有輕微的碰動導(dǎo)致Z 軸位置超程,超程信號DB10.DBX114.5 瞬間為1。將加工程 序 修 改 為“ Z=$AA_SOFTENDP [MA_Z]-0.1”,Z 軸 只 回 到1200.400,運(yùn)行加工程序,交換工作臺正常。
目前高檔加工中心報(bào)警功能完善,機(jī)床發(fā)生故障時(shí),一般都能根據(jù)報(bào)警提示排除故障。對于沒有出現(xiàn)報(bào)警信息機(jī)床又停止運(yùn)行的故障,就要深入分析數(shù)控系統(tǒng)和機(jī)床PLC 程序,可采用上述屏蔽信號法,在確保設(shè)備安全情況下,用一個恒1或恒0的信號,與懷疑信號相“ 與”或相“或”,暫時(shí)將其屏蔽,逐一排除懷疑信號,最終找出故障點(diǎn)。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價(jià)·高一版(2020年6期)2020-11-02 02:45:24
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
人大建設(shè)(2019年12期)2019-05-21 02:55:44
電子制作(2018年11期)2018-08-04 03:25:42
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時(shí)報(bào)(2017-03-30)2017-03-30 06:44:45
汽車維護(hù)與修理(2016年10期)2016-07-10 08:17:41
鑿巖機(jī)械氣動工具(2016年3期)2016-03-01 04:00:25
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32
