換轉爐豬尾管泄漏原因分析及改進
2013-07-14 09:53:52劉巧玲
設備管理與維修 2013年6期
劉巧玲
作者通聯:華電榆林天然氣化工有限責任公司機動處 陜西榆林市上郡南路4號 719000
E-mail:yl-lql@163.com
換轉爐是甲醇裝置生產中的重要設備(圖1),設備集換熱與反應為一體,共有轉化管128根,分為東爐、西爐,東西爐中間設備為二段轉化爐,東西爐結構一樣,各有64根轉化管(共四排,每排16根)。轉化管為套管式結構,內管裝有觸媒,反應為吸熱反應(N1為進口,N2為出口),外管走熱氣體與內管換熱(N3為進口,N4為出口),N3 豬尾管是該設備溫度最高的部件,管兩端分別與轉化管下部及集氣管焊接。
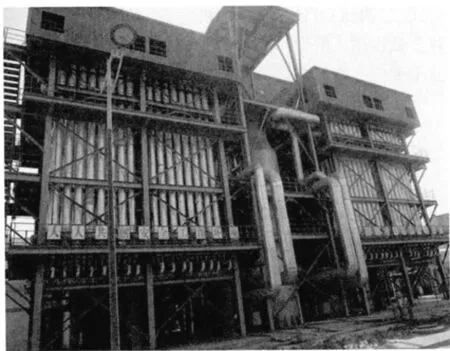
圖1 換熱爐設備
前系統來的480℃天蒸混合氣體進入N1 集氣管(共4根),通過N1 豬尾管進轉化管內管加熱反應,反應并加熱后的700℃轉化氣通過N2 豬尾管進N2 集氣管(共4根)匯總后進入二段轉化爐,在二段轉化爐內反應后的900℃高溫氣體通過高溫輸氣管進入N3 集氣管,再通過N3 豬尾管進入轉化管外管,經換熱降溫為560℃后從N4 豬尾管進N4 集氣管(共4根)匯總進入后系統。
一、換轉爐運行情況
甲醇裝置換轉爐N3 豬尾管(保溫層外纏玻璃絲布),見圖2,因運行溫度高、壓力大等苛刻的操作條件,從2006年5月開始便頻繁出現不同部位的泄漏,進行減負荷微正壓補焊處理后維持運行。2007年5月對256根N3 豬尾管全部重新更換,2008年3月因裝置斷電,N3 豬尾管焊縫出現了一處裂紋,以后運行時N3 豬尾管總計出現裂紋29 處并泄漏,裂紋分布在豬尾管母材處(圖3),也有分布在與集氣管及轉化管焊縫焊接影響區的(圖4),長的裂紋100mm,短裂紋有10mm。

圖2 換轉爐N3 豬尾管
二、金屬材料高溫蠕變概念和典型蠕變曲線

圖3 N3 豬尾管母材裂紋泄漏
大多數化工容器及受壓元件是在高于室溫條件下工作,金屬材料的強度隨溫度而發生變化。對所謂高溫壓力容器要區別兩種不同的情況,一是工作溫度在容器材料的蠕變溫度以下,在彈性力學范圍進行設計,設計時是以該材料在工作溫度下的機械強度為準則,按通常的安全系數選取許用應力。二是工作溫度在容器材料的蠕變溫度以上,此時必須考慮材料的蠕變特性,在斷裂力學范圍進行設計,按照設備的設計壽命來確定許用應力。
蠕變溫度是指材料開始呈現蠕變現象的溫度。對各種不同材料蠕變溫度是不同的,一般金屬材料的蠕變溫度Tc大體上為:碳鋼Tc≈425℃,低合金鋼Tc≈500℃,耐熱合金鋼Tc≈590℃。
當金屬材料在高于蠕變溫度的環境工作時,會產生現兩種現象,即蠕變變形與蠕變斷裂。以下把“高于蠕變起始溫度”簡稱為“高溫”。
1.蠕變變形

圖4 N3 豬尾管焊縫熱影響區裂紋泄漏
金屬材料在高溫與應力共同作用下,會產生緩慢不可恢復的變形,稱為蠕變變形。在恒定溫度與恒定應力作用下,金屬材料的蠕變發展過程見圖5 所示,由圖5 可見,蠕變變形有三個階段,第一階段(t1)為降速階段,第二階段(t2)為恒速階段,第三階段(t3)為加速階段,到點d 發生斷裂。在恒定溫度與不同應力下測試時,發現應力越大,應變越大,即應變速率越大,試樣運行時間越短。

圖5 典型蠕變曲線
2.蠕變斷裂
在高溫和應力長時間作用下,金屬材料到一定時間就會斷裂。蠕變斷裂壽命tR隨應力的降低而延長。一般情況下高溫管的斷裂主要有常規的蠕變斷裂、熱沖擊形成破裂和缺陷引起的斷裂。在高溫和恒應力作用下,材料不斷塑性變形的現象,是內外管壁溫差所引起的熱應力(隨時間的推移將會發生松弛)與內壓引起的蠕變穩態應力(恒定應力)聯合作用的結果。通常情況下,蠕變開裂是導致豬尾管材料失效的主要原因,而高溫是產生蠕變的直接原因,一般以蠕變第二階段蠕變穩定期結束作為運行壽命終止期限。當豬尾管的工作溫度變化速度十分快、變化幅度較大時,形成的熱應力若超過材料的斷裂強度,易產生熱沖擊破壞。材料上若存在微裂紋或氣孔等缺陷,在高溫下就可能會產生裂紋。
三、N3 豬尾管泄漏原因分析
1.N3 豬尾管壁厚是否達到要求
豬尾管材料為Incoloy800H,在900℃條件下工作,因此應在斷裂力學范圍計算壁厚,壁厚計算公式見式1。

式中 PD——斷裂設計壓力,MPa
D0——管外徑,mm
δD——斷裂應力壁厚,mm
Φ——焊縫系數,Φ≤1
[σ]Dt——設計溫度下材料的斷裂許用應力,MPa。
上式中 [σ]Dt為Incoloy800H 材料在設計壽命100000h,950℃時的許用應力,選取時先用Lason Miller 公式2 求P。

式中 P——Lason Miller 指數
T——設計溫度,K
t——設計壽命,h
P=(950+273)×(20+lg100000)×10-3=30.575,按此常數由Lason Miller 曲線查得[σ]Dt為7.2MPa,將設計數據PD=3.15MPa,D0=32mm,Φ=1 以及[σ]Dt=7.2MPa 代入公式1,求出斷裂應力壁厚。

因這種豬尾管的材料特殊,一般要求供貨商直接取正偏差,因此不考慮負偏差,最終向上圓整后名義厚度取δn=6mm。因此,豬尾管的壁厚取δn=5mm 不能達到正常設計壽命的要求,豬尾管母材出現裂紋泄漏,壁厚偏薄可能是一個因素。
2.開停車過程中產生的熱應力問題
(1)裝置緊急停車。由于突然斷電或其他原因裝置緊急停車會引起高溫裝置迅速降溫,一方面豬尾管本身在材料斷面造成很大的溫度梯度,引起金屬內部產生很大的溫差應力。另一方面轉化管因停車時溫度迅速降低,向上進行膨脹收縮110mm(實際測量)左右,N3 集氣管向中間收縮70mm 左右(實際測量),這些膨脹量全部靠豬尾管的變形來吸收,若豬尾管不能很快靠變形來釋放產生的熱應力,豬尾管內部就會產生很大的應力,若超過設計壽命下同溫度時的許用應力,則會減少豬尾管的使用壽命,材料上若存在裂紋或氣孔等微觀缺陷則會引起斷裂,產生宏觀裂紋。
(2)裝置正常開停車。裝置因檢修或其他原因停車時,因轉化管與集氣管的膨脹量較大,且全部靠豬尾管吸收,因此在豬尾管內部會比正常操作時產生額外的熱應力,引起豬尾管壽命降低。
3.換爐豬尾管材料問題
N3 豬尾管的材料為Incoloy800H,尺寸為Φ32mm×5mm,共256根,對其同批次的2根備件及拆除后的舊豬尾管進行光譜分析,測出其化學成分(表1)與標準規定的Incoloy800H 材料的化學成分(表2)相比,可看出這批豬尾管材料碳含量偏低,其他化學成分符合要求。材料的強度與含碳量有直接關系,含碳量越高,則強度越大,反之、則強度越小,因此含碳量偏低也是引起裂紋產生的一個因素。
4.N3 豬尾管結構問題
因N3 集氣管用限位架進行固定,僅留10mm的間隙,所以在開停車過程中轉化管向下約110mm(實際測量)和N3 集氣管軸向約70mm(實際測量)的膨脹量,基本全部由N3 豬尾管吸收,因此豬尾管的結構設計很重要。由焊縫泄漏部位來看,17 處焊縫有13 處泄漏都是問號形豬尾管與轉化管焊縫連接處的泄漏,且全部是在焊縫上部泄漏,門框形為4 處,因此問號形豬尾管的結構需要改進。

表1 N3 豬尾管備件及舊管的化學成分

表2 標準規定INCOLOY800H的化學成分
5.豬尾管疲勞
疲勞是設備在長期交變應力作用下常見的一種失效形式。化工容器的交變載荷來自壓力的波動、開停車的壓力交替,溫度的交變形成溫差應力的交變。另一方面容器結構上存在局部結構不連續因而引起應力集中,尤其當形成局部塑性區時,該區域往往是萌生疲勞裂紋和引起容器疲勞破壞的源區。
由于換轉爐轉化管、集氣管在開停車過程中的膨脹收縮,使豬尾管在局部塑性區內存在高應變,在交變載荷下局部將發生交變的塑性變形。豬尾管與轉化管、集氣管的連接處為結構不連續,開停車及操作過程中壓力和溫度的波動會產生較大的應力集中或應變波動。因而豬尾管局部會形成產生疲勞破壞的裂紋源,在高溫、應力共同作用下豬尾管的裂紋源會進一步擴展形成宏觀裂紋。
6.彎頭處母材泄漏原因
豬尾管有12 處母材的泄漏,有10 處在彎頭處,從4個方面進行原因分析,一是彎頭在成型時壁厚減薄,此處材料承受應力較大,運行壽命短;二是彎頭冷彎成型后,未進行熱處理,晶粒大小存在不均勻,對此處的材料性能有影響;三是彎頭處有氣流沖刷,根據現工況計算N3 豬尾管的氣體流速為41.6m/s,工藝上運行時觸媒也會產生極少量粉塵,對彎頭外部內壁造成沖刷腐蝕,使此處壁厚減薄,成為易開裂的薄弱位置;四是彎頭在成型過程中,材料表面產生肉眼不可見的微劃痕,內部有可能產生一些微缺陷,在高溫、應力及長時間作用下,此處成為裂紋源。
四、應對措施及改進方案
1.應對措施
因制作N3 豬尾管的材料Incoloy800H 特殊,訂貨周期約需半年,而豬尾管泄漏時,并無備件可換,因此對漏點首先進行修補處理。裝置負荷由2.8MPa 降至約0.3MPa、溫度由890℃降至約500℃,用進口ENiCrFe3 焊條直接進行帶壓補焊處理。其次,工藝上在不影響生產的情況下,降低N3 豬尾管處的工藝氣溫度。因為溫度越低應力越小,蠕變斷裂壽命越長,裝置在相同操作條件下運行時,降低操作溫度可延緩豬尾管的開裂。尤其是在管理上進行特護運行,制定特護方案,加強巡檢,對泄漏補焊部位進行重點監測。確保換轉爐能夠安全可靠地維持運行。
2.豬尾管改進及效果
考慮到甲醇裝置的長周期安全穩定運行,對換轉爐的256根N3 豬尾管,在2009年9月全部更換處理,同時對豬尾管從以下幾個方面進行改進。
(1)材料來源方面。對準備更換的N3 豬尾管的材料,仍使用Incoloy800H,但采用進口瑞典山特維克公司的產品。
(2)豬尾管的壁厚改變。將豬尾管規格由Φ32mm×5mm 改為Φ32mm×6mm。
(3)豬尾管結構改進。委托設計院對問號管形豬尾管的結構進行重新設計。加長豬尾管的長度,以吸收開停車過程中轉化管及N3 集氣管的膨脹量。
(4)對豬尾管增加彈簧支撐。豬尾管在裝置正常運行時,由于長度較長,豬尾管在高溫、應力及自重的作用下,會產生逐漸下垂的蠕變變形,對與轉化管及集氣管連接處的焊縫會產生應力,尤其是開停車過程中。因此經過核算,在豬尾管下部增加彈簧支撐,支撐豬尾管的自重,緩和焊縫處的應力。
2009年9月更換后,到目前為止,該設備運行穩定,未再產生泄漏。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02
