馬鋼CSP連鑄擺動剪頭坯剪切控制系統的改造應用
2013-07-18 09:31:26韋文郁
冶金動力 2013年9期
韋文郁
(馬鋼第一鋼軋總廠,安徽馬鞍山 243000)
1 引言
擺動剪位于拉矯機與CSP 加熱爐之間,用于剪切坯頭、坯尾,并將鑄坯剪切成成品卷重量所要求的鑄坯長度。主要部件包括:固定框架、偏心軸、擺動框架、擺動缸、上下刀架、上下剪刃、壓下輥、水平輥、傳動裝置、3 個入口輥、1 個出口輥。動作時擺動框架通過兩個液壓缸驅動與鑄坯保持同步,傳動裝置由一臺電機通過飛輪、液壓離合器、液壓制動器、減速機、齒輪聯軸器帶動偏心軸旋轉完成鑄坯剪切。
馬鋼CSP 連鑄開澆后引錠頭牽引鑄坯向下運行,根據跟蹤系統發出信號完成頂彎、拉矯進入擺動剪,擺動剪原有控制系統只能固定自動剪切3 塊500mm 的頭坯(1.5m)后鑄坯進入加熱爐。通常澆注供冷軋基料的C、D 級鋼系列(如:SPHC、SPHD、MAF 等鋼種)開澆第一塊鑄坯因鋼水成分不理想導致鑄坯的成份、質量都不好被作為次品,所以我們希望通過改造擺動剪控制系統實現當澆注SPHC、SPHD、MAF 等鋼種時可以自動剪切8 塊500mm 的頭坯(4m)將成份不好的頭部鑄坯剪切掉以提高第一塊鑄坯的質量,而軋制電工鋼(如:MGW1300、MGW800、MGW600 等)、熱軋商品卷(如:HQ235、SS400、SPA-H、09CuPCrNi-A 等)系列鋼種時仍剪切3 塊500mm 的頭坯,從而提高SPHC、SPHD、MAF 等鋼種的品質和軋制成材率,提升馬鋼CSP 生產線的經濟效益。
2 改造方案
首先設置兩種剪切模式即當軋制冷軋基料的C、D 級鋼系列時剪切8 塊500mm 的頭坯而軋制電工鋼、熱軋商品卷系列時仍然剪切3 塊500mm 的頭坯,由操作工在修改后的WINCC 畫面上完成。具體操作如下:
2.1 剪切三塊頭坯
點開HMI 擺剪畫面,在Head Cut Length 選擇中將Head Cut No.1-3 設置為50 cm 其余選項設為零即可。
2.2 剪切八塊頭坯
點開HMI 擺剪畫面,在Head Cut Length 選擇中將Head Cut No.1-3 設置為50 cm 同時將Head Cut No.4-8 設置為51 cm 即可。
3 控制系統改造
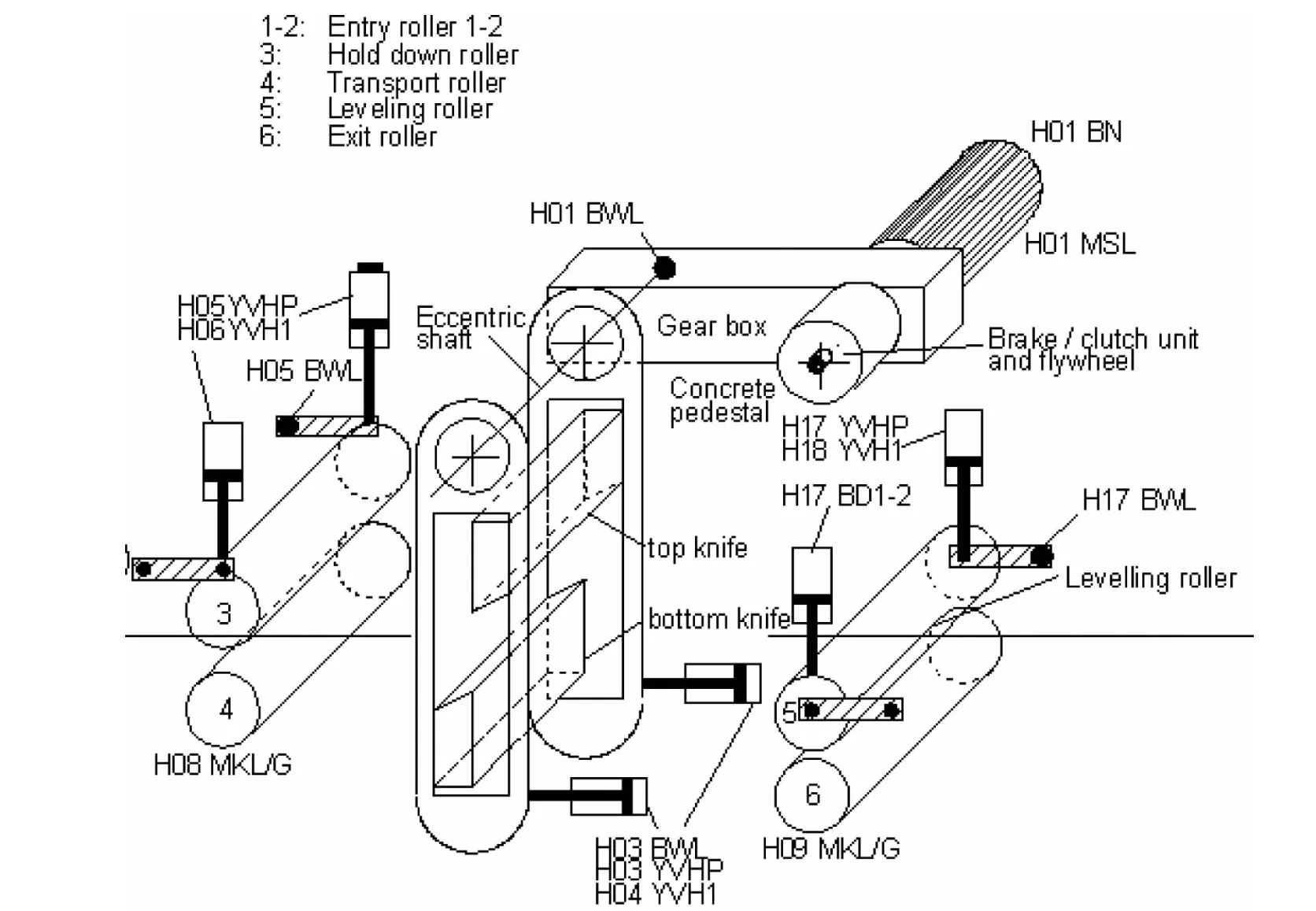
圖1 擺動剪簡圖
控制系統的改造包括PCS7 控制系統改造、WINCC 監控組態軟件的修改。
3.1 PCS7控制系統改造
西門子SIMATIC PCS7 系統是典型的分布式控制系統(DCS),采用了流行的局域網編程控制器和現場總線技術。整個系統由大量的西門子硬件組件構成,包括自動化儀表、執行器、模擬式和數字式模塊、通訊處理器、工程師站,以及操作站等。馬鋼CSP連鑄采用的編程軟件為STEP 7 編程軟件。STEP7是用于對SIMATIC 可編程邏輯控制器進行組態和編程的標準軟件包,是SIMATIC 工業軟件的組成部分,具有硬件配置和參數設置、通訊組態、編程、測試、啟動和維護、文件建檔、運行和診斷等功能。
我們按照制定的頭坯剪切改造方案對STEP 7程序進行了仔細的研究和分析發現原有程序在剪切模塊FC 1348 (LMS PENDULUM SHEAR) 中調用FC1645 并將WINCC 畫面中設定的三塊頭坯剪切長度通過數據塊DB654 賦值給FC1645 中定義的輸入、輸出變量,在FC1645 中完成頭坯剪切動作。FC1645 在STEP 7 程序中被定義為被保護功能塊無法對其內部語句表進行修改,所以我們決定重新編寫FC1645 功能塊以實現頭坯剪切改造目標。
首先我們重新定義FC1645 模塊輸入、輸出變量,設定了第1 塊到第8 塊頭坯剪切長度的變量,如圖2。其后我們根據改造要求編制頭坯剪切程序,程序總體設計思路是先設置頭坯剪切模式狀態位和1到8 塊頭坯是否剪切的標志位并對其狀態進行判斷,再根據剪切動作信號依次讀入1 到8 塊頭坯的剪切長度(操作方在HMI 設置)并對讀入的剪切長度數值進行比較如輸入數值為“0”則不進行剪切(以實現3 塊頭坯或8 塊頭坯的模式切換),然后將讀入的剪切長度進行數據規格化處理寫入設定剪切長度(#slen),完成頭坯剪切后退出頭坯剪切模式進入正常澆注剪切模式。
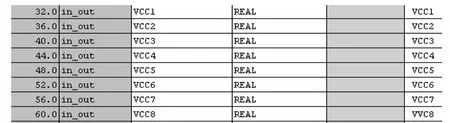
圖2 第1塊到第8塊頭坯剪切長度的變量圖
模塊FC1645 編制完成后,模塊FC1348 對其調用的模塊FC1645 進行更新操作后,重新對新增輸入、輸出變量進行賦值
3.2 WINCC監控組態軟件的修改
西門子公司的WINCC 是 Windows Control Center(視窗控制中心)的簡稱。它集成了SCADA、組態、腳本語言和OPC 等先進技術為用戶提供了Windows 操作系統環境下使用各種通用軟件的功能,WINCC 運行于個人計算機環境下,可與各種自動化設備及控制軟件集成,具有豐富的設置項目,用戶可在其友好的界面下組態、編程和數據管理,形成所需要的操作畫面、監視畫面、控制畫面、報警畫面實時趨勢曲線、歷史趨勢曲線。
首先對WINCC 操作畫面進行了修改以下是修改前及修改后的操作界面如圖3。
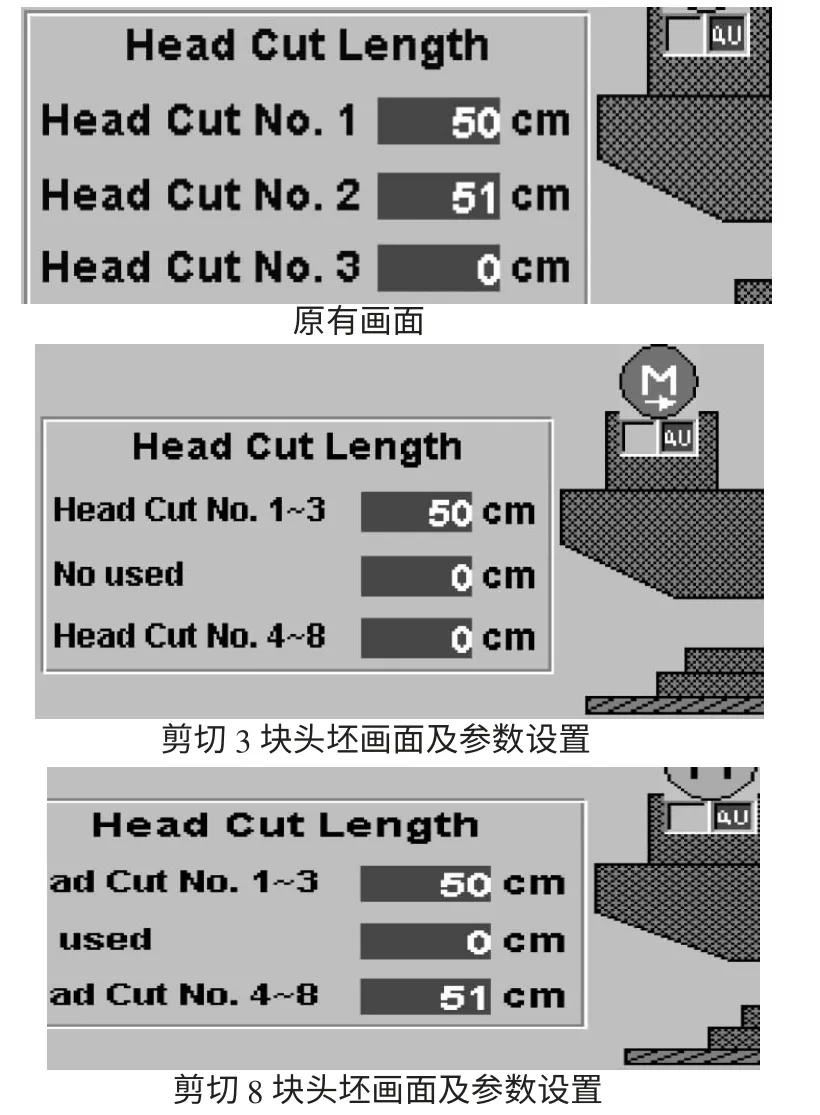
圖3 修改前后操作界面
然后我們通過修改通訊協議確認了新增變量的地址,建立了新增標簽變量與STEP7 中頭坯剪切長度等變量的鏈接。使用C 語言進行編程以實現其對應的功能。
4 實際使用效果分析
擺動剪控制系統改造完成后我們分別在連鑄A、B 兩條連鑄機上進行了模擬及熱負荷試車,對擺動剪在兩種剪切模式下的動作及WINCC 監控畫面上數據輸入、狀態監控作了測試,動作正常,效果良好,達到了我們的設計要求。
下面是通過EDSA 數據采集系統(中央測量數據采集系統EDAS,支持不同信號記錄,信號結構由DAQ 服務器管理并可用DAQ 組態軟件修改)記錄得到兩種模式下擺動剪的動作如圖4~5。
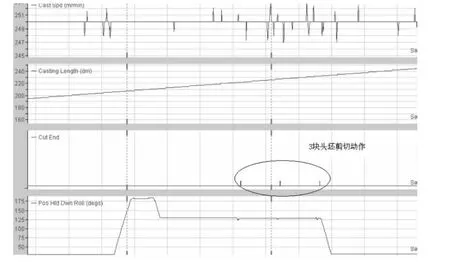
圖4 剪切3塊頭坯模式
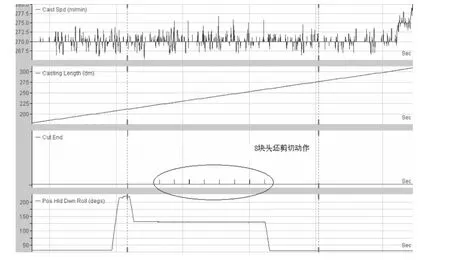
圖5 剪切8塊頭坯模式
5 總結
經過一個月左右的使用,連鑄操作方反映HMI畫面操作方便,供冷軋基料的C、D 級鋼系列(如:SPHC、SPHD、MAF 等)鋼種軋制成材率明顯提升,收到了很好效果。為我廠產品質量、經濟效益的提升打下了堅實的基礎。