多線切割機張力擾動因素分析研究?
2013-07-19 08:44:08汪世益阮超波
機械工程與自動化 2013年1期
汪世益,阮超波,丁 衛
(安徽工業大學 機械工程學院,安徽 馬鞍山 243000)
1 問題的提出
多線切割機是一種通過切割線的快速往復運動,把磨料帶入半導體材料加工區域并對其進行研磨加工,將半導體材料一次性同時加工成幾百枚薄片的一種新型切片加工設備[1,2]。相比傳統的內圓切片機,多線切割機具有加工精度高、切片速度快、能滿足大尺寸切片加工等突出優點,在半導體切片加工設備行業中已逐步取代了內圓切片機。
典型多線切割加工示意如圖1所示:待加工材料自上而下,跟隨進給機構至由數百根切割線組成的切割網并與其接觸,同時在砂漿中的磨料跟隨切割線的運動被帶入加工區域對與其接觸的待加工材料展開研磨加工。在多線切割機加工過程中,切割線上的張力控制尤為重要,張力過大容易斷線,造成整個加工過程停滯,張力過小使切片加工精度降低,造成原材料的浪費。針對各種不同的加工材質,其張力值通常設定在15N~40N,且張力波動不能超過1N。
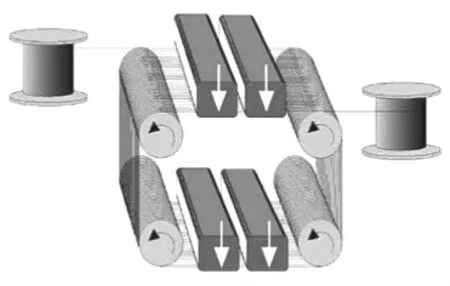
圖1 多線切割加工示意圖
2 多線切割機收線輥半徑擾動分析
在多線切割機加工過程中,收/放線電機反復不斷變換角色,所以收放線輥很難將切割線均勻、整齊地排列在收/放線輥上。因此,收/放線輥子的切割線在加工過程中會隨機地發生徑向跳動,導致其在某一段時間段內形成沿徑向未知高度的凸起,會對張力控制系統產生一定影響。
在多線切割機加工過程中,凸起的形成是沒有規律的。為了便于在仿真中添加半徑擾動,現假定半徑擾動為正弦信號,其振幅為切割線直徑的n倍(n為整數)。分別取n=2,5,仿真后可得速度誤差和張力波動,如圖2所示[3]。此處的速度誤差是指加工輥和收線輥線速度之差。
從仿真結果可以看出,實際加工過程中收線輥發生的半徑跳動現象對切割線上張力波動的影響隨著凸起高度的增大而變大,尤其在切割線運動平穩階段對張力波動的影響表現更為明顯。雖然張力的波動都在可控范圍內,但較大的張力波動會對切片加工的表面質量產生極其不利的影響。為改善多線切割機切片的表面質量,通常在收/放端各設置一個排線機構。排線導輪由一個伺服電機驅動滾珠絲杠使其沿收/放線輥的軸線方向運動,排線電機運動角速度的大小跟收/放線電機的角速度呈線性比例關系,其比例大小與切割線直徑、收線輥子的有效長度及滾珠絲杠的節距等因素有關。
圖3和圖4分別為排線電機/收線電機運動角速度曲線圖和排線導輪的位移曲線圖,可以看出,在收線電機運動的一個周期內排線電機能夠有效跟隨收線電機的速度,且當排線導輪運動至收線輥兩端的極限位置時能夠及時換向并重復前面的運動使切割線沿著輥子的軸線方向均勻地排列在收/放線輥上,可以在一定程度上避免切割線在輥子上的徑向跳動。
3 多線切割機走絲換向對張力波動的影響
多線切割機的走線速度曲線和其對應的加速度曲線如圖5所示,這種梯形的走線速度曲線在走絲換向的開始和結束兩個時間點會造成張力波動幅度過大,在實際的加工過程中不僅會影響切片的表面質量而且可能造成斷線導致生產停滯。
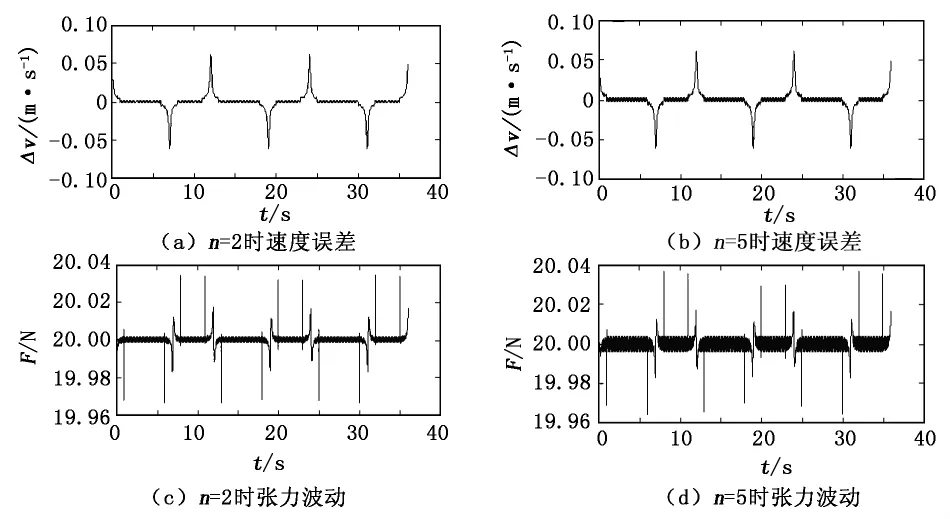
圖2 半徑擾動對線速度誤差及張力波動的影響
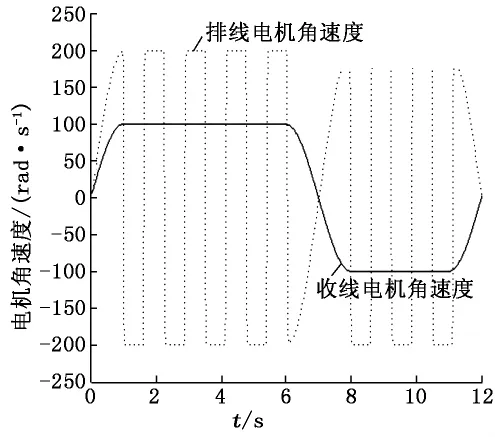
圖3 排線電機與收線電機角速度
采用梯形走線方式造成張力波動過大的根本原因在于走絲換向階段速度變化不夠平滑,加速度變化過于迅速。針對這一問題,本文對傳統的多線切割機的走線速度曲線進行優化,采用余弦曲線作為加速度曲線來代替傳統的加速度曲線[4]。優化后速度及其加速度曲線如圖6所示,優化后的走線速度曲線在走絲換向階段能夠平滑過渡。
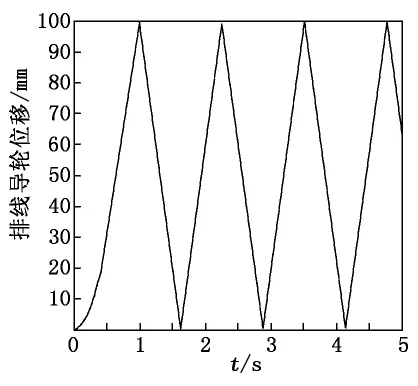
圖4 排線導輪位移曲線
圖7為走絲換向優化后切割線的走線速度誤差(速度誤差是指加工輥和收線輥線速度之差)和張力波動圖,優化后的走線速度誤差曲線在走絲換向階段能夠平滑過渡,走絲換向開始和結束時切割線上張力的大幅度波動基本被消除,只有在速度曲線經過零點時有較明顯的張力波動。因此,對走線速度曲線的走絲換向優化基本能夠降低張力波動幅度和頻率。
4 導向輪對張力影響的分析
在一整套多線切割機加工設備中,導向輪的數目多達20多個,而且每個導向輪安裝方式也不完全相同,致使每段包繞在導向輪上切割線所受到的的包繞張力不同,所以有必要就導向輪對切割線張力影響進行分析研究。瑞士科學家Euler在建立切割線的導向輪包繞張力模型方面進行相關研究并提出了張力遞增定律。切割線包繞導向輪的張力分析模型如圖8所示[5],其中,β為切割線在導向輪上的包繞角,Fi為左側切割線張力,Fo為右側切割線張力,μ為切割線和導向輪的摩擦系數。設ρ為切割線的單位長度質量、r為導向輪的半徑、ω為導向輪角速度、J為切割線相對于導向輪的轉動慣量。
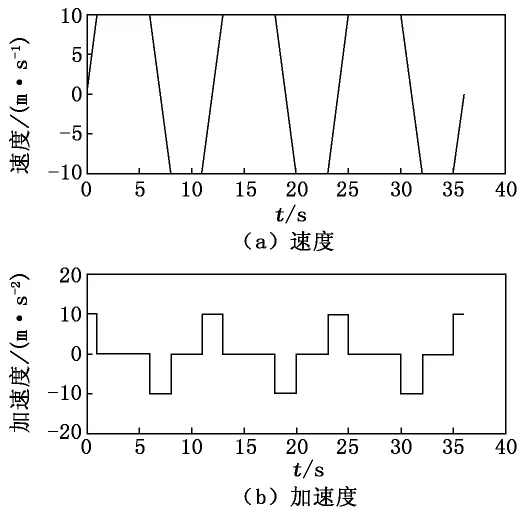
圖5 多線切割機走線速度及其加速度曲線
假設圖8中導向輪沿順時針方向轉動,對包繞在導向輪上的切割線取包角為dα的一段進行研究,dP、μdP分別為導向輪對切割線的彈力和摩擦力[6]。
在dP方向有:

其中,dF、dα均趨向于0,可將式(1)簡化為:
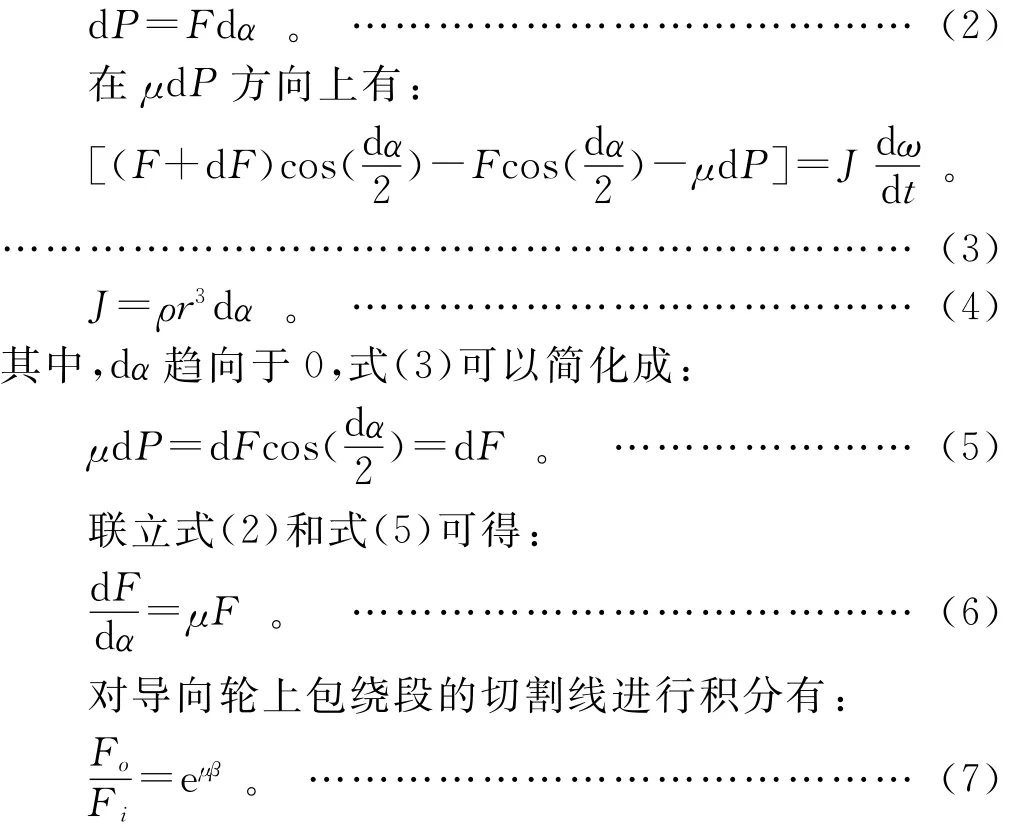
取切割線與導向輪材料(聚氨酯)的滾動摩擦系數為0.03,切割線上的張力為20N,可得導向輪兩側切割線張力差與導向輪包繞角關系,如圖9所示。
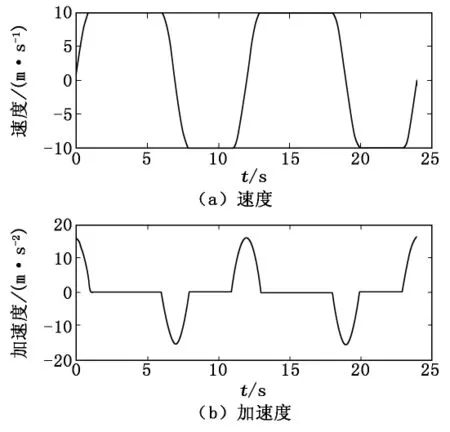
圖6 優化后走線速度及其加速度曲線
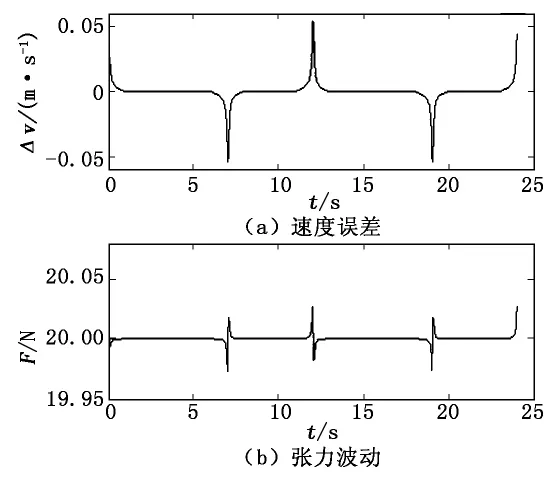
圖7 優化后的速度誤差及張力波動圖
導向輪左、右兩側的張力差值是由切割線和導向輪的摩擦系數μ、切割線在導向輪上的包繞角β共同決定的。其中μ通常情況下是定值,導向輪兩側張力差隨包繞角β增大而增大。所以,為了滿足高速多線切割機的張力控制要求,在不改變多線切割機切割線傳遞、導向性能的前提下,可以適當減少導向輪的數量,而且在機械結構上可以采取適當的優化措施盡量減少包繞角。如果條件許可,也可以減小導向輪的半徑和質量,都可以起到改善張力波動的效果。
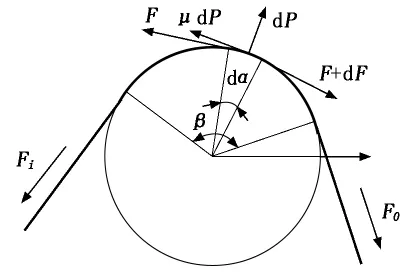
圖8 切割線包繞導向輪張力分析模型

圖9 導向輪兩側張力差與導向輪包繞角關系
5 結論
收線輥半徑發生徑向跳動對張力波動雖然沒有明顯的影響,但在走線平穩階段會有較小幅度且頻率較高的張力波動,這會降低切片的表面質量,因此可以通過安裝排線裝置來避免這一現象的發生。導向輪兩側切割線的張力差隨包繞角度的增大而增大,可以通過對切割機的結構進行一定的優化來降低導向輪對張力的影響。
[1]王琮.半導體材料加工設備的新秀——多線切割機[J].電子工業專用設備,2004(1):63-65.
[2]王琮.多線切割機的現狀及發展趨勢[J].電子工業專用設備,2008(11):11-15.
[3]邵鵬.多線切割機控制系統的設計與研究[D].上海:華東理工大學,2010:57-59.
[4]張義兵,戴瑜興,湯睿.多線切割機走線速度換向過程控制[J].湖南大學學報,2010,37(7):39-41.
[5]張義兵.高精度多線切割機數控系統關鍵技術及其應用研究[D].長沙:湖南大學,2009:15-16.
[6]Seung Ho Song,Seung Ki Su.Design and control of multi-span tension simulator[J].IEEE Transactions on Industry Applications,2000 36(2):640-648.