組合式加工與網版印刷的完美結合
2013-07-23 15:29:26江豐邑
網印工業 2013年3期
關鍵詞:產品
文 江豐邑
廣告制品門類齊全品種繁多,加工的方式無外乎手工與機械方式并存,網印在其加工工藝中保持相當重要的地位。雖經過幾十年的發展,但受地域條件的限制與環境影響,其規模仍舊屬于中小企業,技術發展緩慢,究其原因,受限的因素很多,如人才、資金、客戶資源、管理方法與思維創新模式等都阻礙了企業的發展。而當下創新與改造舊有技術設備使企業的經營競爭實力突顯,呈對外贏得客戶訂單創造經濟效益、對內提高生產效率節約成本、提高員工福利待遇的三贏局面。受全球經濟環境不景氣的影響,越來越多的印刷行業開始整合資源,承接短版小件訂單,并向廣告行業拓展,加劇了廣告行業的競爭勢態,淘汰一部分落后微小企業成為必然。企業在引進新工藝設備以應對市場需求的同時,也應考慮原有設備工藝整合以挖掘潛能提高經濟增長點,如一味淘汰舊有設備盲目引進新設備而未充分分析市場變化無疑是種浪費,所以說沒有淘汰的工具只有淘汰的工藝,新材料與新工藝的存在使得原本老舊的工具注入新的活力。
任何一種產品都不是一項工序與加工方式完成的,換句話講單一模式的加工產品,技術含量偏低競爭無優勢。以下各例僅以拋磚引玉提及方法與思路以求創新與融合新方法模式。
刻字機與網版印刷、數碼打印加工組合
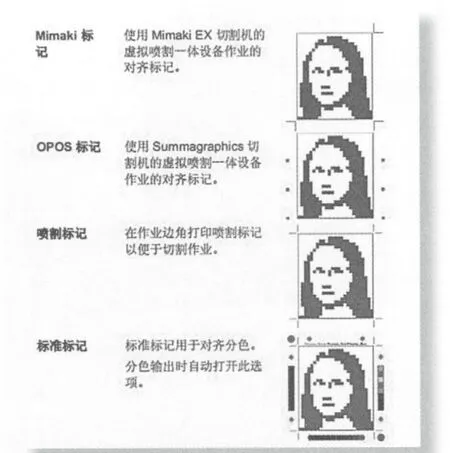
刻字機具有切割、繪圖等多種功能的電腦外設,是最早進入我國廣告市場的加工設備,與打印機、掃描儀組成廣告小店的三劍客。隨著時代發展,辦公自動化整合了打印掃描兩種設備,推出一體化機,使其功能與使用成本得到降低。而觀其刻字機市場,由于國產化寫真噴繪設備推出搶占原有部分廣告制品市場,而其功能單一,制做彩色產品需多次切割拼貼,效率低,成本高,精度、速度提升有限而顯頹勢。目前刻字機市場主推桌面型及平臺式刻字繪圖儀,桌面機就是大機迷你版,增加了紅外定位功能,價格與大機相差不大,軟件使用美國彩藝繪圖軟件,其紅外定位功能是專門針對打印套位提高模切精度的,適合家用商業小規模使用。
1米刻字機
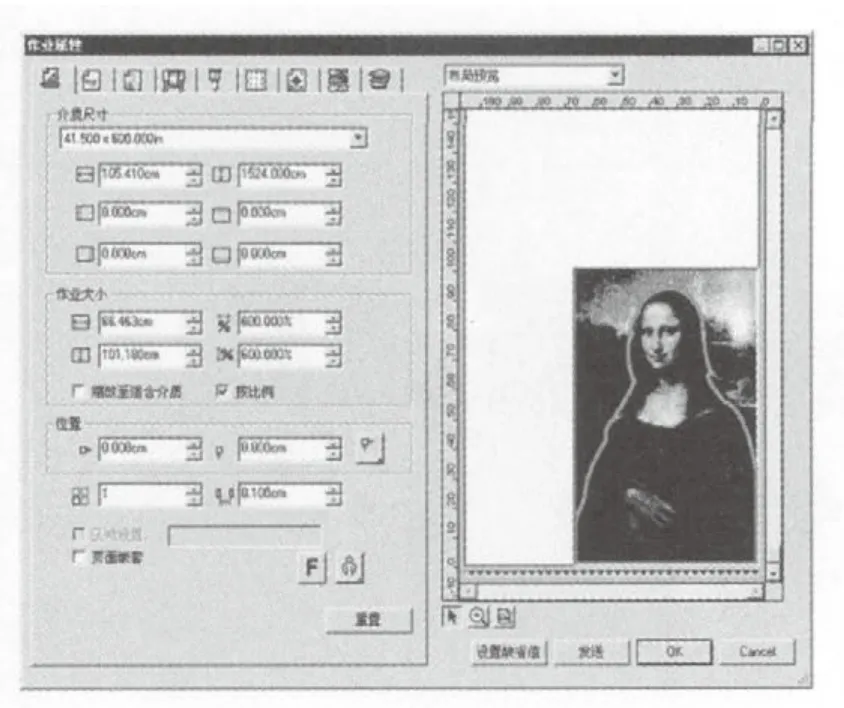
圖A 打印及模切線文件
圖B 打印套位標記
圖C 打印套位標記
雖然寫真噴繪國產化設備成熟但產品模式也非常單一,打印常規圖形影像而外形加工是空白。早在上世紀日本圖王推出一款噴刻一體機,但概念過于超前且價格過高,打印精度差,市場反應平平。目前國外羅蘭、MIMAKI均有寫真刻繪一體機推出,僅針對高端產品標貼適合,對于中小企業來說性價比不高,因為一體機價格高于同類寫真與刻繪機總價。
設備國產化的今天,進口刻繪機優勢無存,打印后略干才能進行切割作業,與同步打印切割兩套設備相比生產效率并不見提高,對于刻字機功能與網印加工融合在商標不干膠制品的應用,曾經在雜志上作過介紹,當時介紹方法是先將單張或卷筒銅版或PVC類不干膠按拼版要求先行切割外輪廓(模切)并切割出套印標記點,然后進行網版套印,這種方法適合短版小活件與打樣生產,對精度與生產效率要求高的產品來講并不適宜。而先行打印或印刷,放置刻字機上進行套印,要解決對位精度與延長走紙不偏向的多種問題,也就是要了解刻字機Y軸輸出速度與步進誤差的影響,速度快走紙X軸方向誤差相對較小,而Y軸步進電機的影響大,高速正向反向運行中受慣性與單邊電機轉動影響很容易出現滑紙與偏向,當使用中速與慢速時受影響最小。走紙偏向還與壓輪兩邊壓力不均、上紙不正等原因有關,滑紙主要與壓輪橡膠磨損膠質過硬、紙面過于光滑、壓輪壓力不夠有關。
刻字機最大的優點在于自動測紙,可任意定位原點,圖形輸出不受限制。成卷材料比單張材料節省,考慮壓輪進紙的問題,單紙最后1~2.5cm為壓輪空白區域。對于單張打印A4、A3成品材料,進紙上機嚴格按紙邊靠齊X軸線(即橫向壓條與刀尖中心點線,看壓條刻劃出的切割線即是),原點定位右紙邊,A3加長材料,需在左邊壓輪后方用0.5mm PVC硬片雙面膠貼固定底座平臺,靠齊紙邊防止走紙時長距離偏向。對于成卷印刷材料,除放置轉軸上外,轉軸兩端需要制作固定紙盤防止運行中紙張偏離,平臺前后兩邊也需用厚薄不一的PVC材料制作規矩塊防止進紙走紙偏向,由于成卷印刷材料較重,需手動或加裝送紙電機防止自重滑紙重疊。
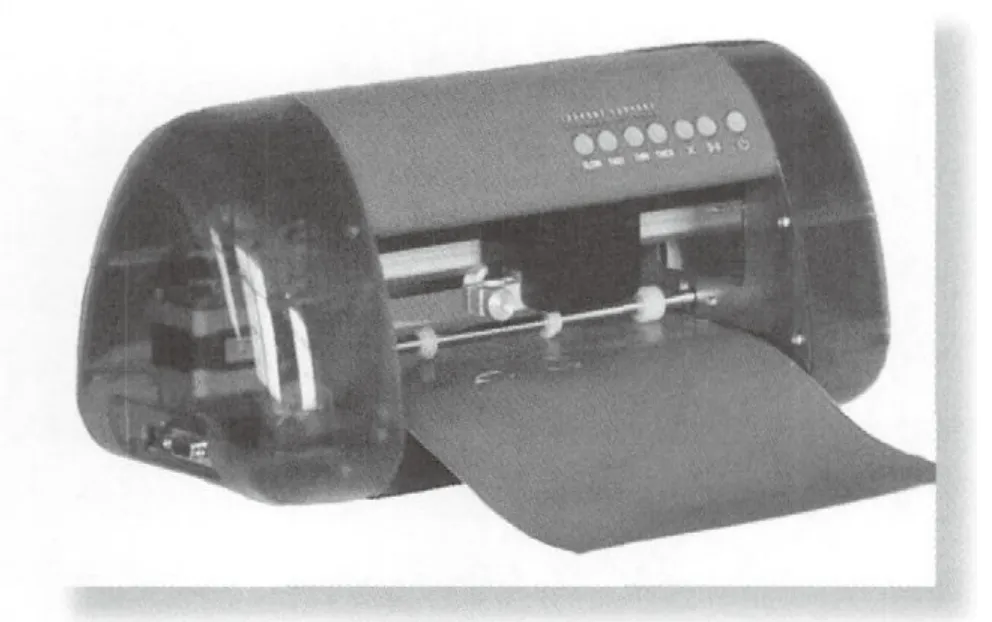
桌面型刻字機

平板刻繪機

車貼標識
桌面刻字機工作原理是通過電腦使用刻繪軟件自帶打印與刻繪雙重功能實現,在彩藝軟件中設計排版好要打印切割的文件,通常輪廓線需大于圖案1mm左右,如需滿版底色需進行圖案出血位設置,輪廓線設計為白或透明(圖A),即打印時不會被印刷出,通過打印機輸出不干膠成品并自動打印出套位標記點線(圖B、C),然后放置桌面刻字機上,通過刻字機紅外定位掃描與電腦中文檔校對后開始模切工作。其優點在于定位的準確性高,但每張都需掃描定位,效率低下,按原有刻繪設備再來重復投入也不合適,所以常規刻字機與數碼噴印設備及網印工藝的組合方式將是最佳選擇。
工藝流程:數碼印刷或網印不干膠→上機定位刻繪輸出→去除紙邊成品(實用產品:各類不干膠商標、標識志、廣告車貼、地板貼、開關貼、室內裝飾墻面貼、櫥窗貼花、拼圖玩具、彩色剪紙工藝禮品、噴印模版、水晶滴膠標貼外包裝盒紙箱打版。注:由于常規刻字機為小刀頭,不適合1mm厚材料整體切割,故適合平板式刻繪機操作)。
更換材料與配套工藝即可實現熱轉印與水標轉印產品工藝流程:數碼噴印熱熔或水轉紙(正向或鏡像)→上機定位刻繪輸出→去除紙邊→T恤熱壓燙轉印或產品水槽中轉印。
網版印刷相關不干膠技術工藝很多文章中均有介紹,不做復述。網版印刷優勢在于油墨色相豐富、品種繁多對承印材料不需要過多限制,可選擇性強,手工機械印刷加工均可,對于成卷材料需加裝收放紙以及快速烘干裝置。所要注意的是每個圖案間隔需大于5mm,底板平臺可用硬性材質,涂布少許油性臺膠以防止印刷時紙張的位移,圖案與紙邊大小設定要統一標準,并與電腦文件中的設置一致,這樣在切割外形時才不會發生錯誤。對于印刷完成后的材料,可上刻字機對位,其方法是,將走紙壓輪抬起,平行放入紙張,紙右邊對齊落刀點,用手壓下小車刀具點,壓下壓輪,按面板上的前進后退測試紙張走向有無偏離,換上無油筆芯進行印壓試刻,看走線有無偏離圖案或誤差大小記錄進行調校,調校無誤后換刻繪刀進行刀壓測試,測試完成后按文件進行切割,走紙后的方向設置停在后端,在刻繪軟件中可以設置多頁輸出并設置每塊文件的間隔距離以實際印刷的為準。
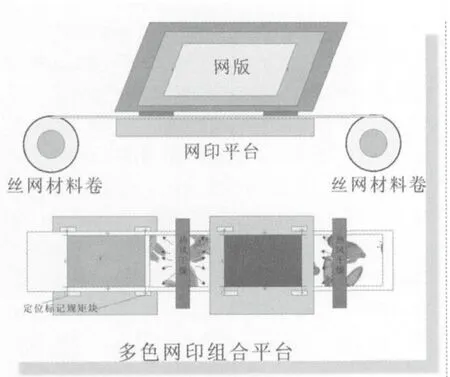
網印成卷材料示圖
車貼標

異形車貼
對于數碼打印的材料可并機進行打印切割同步,其間隔距離以大于紙張2倍高度規格,因打印速度與干燥時間的限制,切割時需以慢速按順序進行模切加工。打印材料不宜過薄,小圖案刀具要鋒利否則易發生起毛切不透現象。對于需進行水晶滴膠等深加工商標,待去除紙邊后,切單張壓平水平放置進行滴膠。
新材料與組合方式加工往往使之前平淡無奇的產品有了新的賣點,創新思維的活力又給這些工藝以新的詮釋如近來流行的水立方貓眼膜。(貓眼膜是利用光學原理結合特種印刷工藝在塑料表面形成一種光學透鏡陣列成像薄膜,通過上色或鍍鋁改變成像機理,提高裝飾效果,擴大產品用途。成像度高,質量穩定,具有高附加值,可印刷涂布,也可材料復合。目前在包裝、禮品、裝飾品、燈飾、建材、廣告裝璜、窗貼、不干膠、鞋業、運動器材等各行各業的包裝裝飾市場上廣泛應用。材質以PET、OPP、EVA、PVC為主。厚度為20~75μm,貓眼膜具有透鏡廣角效應,縮小圖像,擴大視野,能反映觀察物數個縮小的圖像,是國內外普遍受歡迎的一種新型環保外包裝軟性材料。)利用網印開窗工藝加以剪紙貼膜方式,應用于高檔櫥柜、組合式冰箱門、鋼化玻璃爐具面板,廣告牌方面,使原本平面靜態的圖案,有了動感再現的效果,加上巧妙的圖案設計,點線面與底圖相溶一體給人耳目一新的感覺。
PP金蔥紙、PP反光材料、絢彩紙、珠光紙等特種紙張不干膠。產品主要用于煙盒、茶葉盒、酒盒、月餅盒,化妝品盒、牙膏盒、珠寶首飾盒、禮品盒、精品盒、保健品、酒/茶葉/月餅手提袋、服裝吊牌、圣誕賀卡、請柬、畫冊、精裝書等中高檔產品的包裝印刷。客戶群體主要是:工藝禮品、包裝印刷行業,墻面裝飾貼等。其中PP金蔥紙和PP反光材料相比,網印膠水灑粉工藝整體成品更高,粘合度牢,后期加工方式簡單,是針對高端產品而研發,是一種革命性創新。
3Dcateye膜
3D廣告牌
雕刻機與網印移印、數碼打印加工組合
如果說打印刻繪是平面二維的加工方式,那么雕刻機的加工則是多了垂直于平面的三維加工方式,產品外形不同于一般平面而有立體造型,雕刻機通常分為機械式與激光雕刻兩大類,都屬物理加工方式,區別于化學品電蝕刻。激光雕刻雖說加工精度高但受激光發生器功率影響加工的產品有一定的單一性,性價比不及機械式雕刻。機械雕刻機是通常所說的數控銑床,由以前專業軍工機械行業加工領域生產,廣泛應用于廣告標牌業、電路板、模具加工、石材加工、木工家裝等行業。最早的小幅面雕刻機主要應用雙色板雕刻標牌、胸牌,大型應用于水晶字亞克力吸塑燈箱方面,但以小幅面加工雕刻胸牌批量生產速度遠不及網印,雖然加工出的產品比網印印刷立體質感強,但其色彩、精度方面遠遠不如網印,逐漸被彩色打印證卡及網印有機胸牌所替代,僅存的只是印刷的后期加工工序。網印的靈活性決定其生存空間,無論是先行加工成品套印還是印刷后再進行雕刻加工都可以勝任,從節約材料來看整體拼版雕刻成品比裁切半成品印刷后再加工省料,但批量小工件產品印刷又比單一套印方式效率更高,如何選擇加工方式取決于產品的要求。
常規的網印產品廣告牌,先以雕刻機拼版開料,得到規格統一邊條平直的半成品,其印刷套位是非常準確的,印刷完畢后的半成品放置雕刻機定位也是按邊線規矩塊來定位,邊線路徑是以雕刻刀的刀尖中心點為準,若是異形切割需考慮固定夾具的位置與雕刻路徑有一定的距離防止走刀時碰撞斷損刀具,對先雕刻外形產品再套位印刷的產品,可待雕刻加工去除毛刺邊后,取PVC板按印刷拼版方式雕刻出圖形內線,過薄的版材可以墊高至半成品高度,印刷時按半成品放置模版中進行套印,可制備幾塊模版更換套色。由于網印受印料油墨影響,過深過細的線條油墨完全填充,所以采用移印方式填色比手工針筒滴膠方式效率高的多,移印印版的加工可采用尼龍版材,用雕刻機雕刻或金屬版蝕刻方式,小面積也可以使用激光打標的方式進行加工。
壓紋機與網印加工方式組合
一種印刷方式,有其特殊的優點,也存在著各自的不足,這對于提高印刷產品質量,創造新的印刷效果,不能不說是一種缺陷。為彌補各種印刷方式存在的不足,人們不斷改進設備和研究新技術,開發新材料。經研究發現,不同的印刷方式所表現出的優缺點有時具有互補性,如果能將其組合應用,就有可能取長補短。鑒于此,印刷廠商致力于尋求一種能在同一個產品上獲得多種印刷工藝效果的印刷方法。因此,近年來多種印刷工藝在線式組合的組合印刷中得到普遍的應用。由于人們將印刷與印后加工作為一種整體性的解決方案,所以組合印刷越來越流行。眾多相關技術的發展也使得組合印刷不但成為現實,而且體現出良好的市場性和經濟性。
單色金蔥紙
近年來,組合印刷的發展速度很快,一臺印刷機上可任意組合成幾種不同的印刷加工方式,使得原來要在多臺機器上印刷加工才能完成的產品,一次就可以完成。實踐證明,組合印刷確實能像人們預期的一樣,不僅可以起到優勢互補的作用,而且還可以創造出新的印刷效果,擴大印刷范圍。
平面印刷產品過于普通引不起消費者注意,通過采用凹凸壓印方式加工印刷成品。其實它不能算為標準的印刷方式。它不用油墨,只是利用特殊刻制的凹面模版和翻制的凸面模版,運用壓印機在已印刷完畢的印刷品或承印物表面,利用壓力壓出凹凸圖文的一種工藝方法。
網線壓紋凹凸版印刷。它與凹凸壓印有些類似。不是印刷色版,而是一種通過印壓在燙印各色電化鋁、金銀卡紙等具有金屬光澤質地的印件表面上而形成網紋壓跡及多層次凹凸壓模版。它不但使印件富有立體感,還會因紋跡的不同角度和層次變化而產生光散射,從而呈現出奇異多彩的動態視覺效果,提高了產品的裝飾性。
壓紋分深壓紋與淺底壓紋兩種,其加工設備又分為平板液壓機與滾筒壓紋機(圓壓圓)兩大類,平板壓紋機加工深度可達1.5mm,但因其加工方式平臺升降,單張送紙效率遠低于滾筒壓紋機,加工花型也主要以文字底圖花型為主,突出立體效果,但套位精度不高,而滾筒特種壓紋機,以在機器的印版滾筒表面裝上精致光紋版,通過兩者印壓將表面上光紋直接印壓到金銀卡、PET膜特種紙等;它能形成折光紋、鐳射紋、磨砂(蝕刻)紋、冰花紋、陶瓷裂紋、凹凸上光等圖紋,一版即可達到多重效果,使得原本網印UV磨砂折光上光等多版工序一次性完成,而且前后印品品質穩定統一,廣泛適用于高檔酒盒、化妝品盒、包裝盒、藥品包裝盒、食品包裝盒、掛歷、廣告畫等。作為環保型印刷機械,發展前景良好,是替代部分網印加工工藝方式,但目前售價較高,僅適合紙制品印刷后期加工,不適合小批量及塑料材料產品的加工。
網版印刷。設備與制版成本較低,材料易購,充分利用絲網印刷印刷墨層厚,墨層可隨意調整等優點,加上UV光固或厚版立體PU油墨,其墨層可達2mm,由于網印油墨品種多不受印刷材料加工限制,再配合數碼平板印刷機印刷,使其在廣告制品領域的應用更加廣泛,增強了產品的吸引力。
在談及市場前景發展與經濟不景氣不少中小企業主都感覺發展遇到瓶頸,舉步維艱。其中的原因各不相同但卻有部分相同點,如今行業歸屬界限日趨融合,以往印刷企業只限定印刷產品加工,廣告行業也僅限定室內外廣告制品制作與發布,而現在行業跨界搶占市場的因素并非為滿足市場需要為主,加劇競爭,兩極分化嚴重,一是有資源資本占優勢企業發展壯大,并以強強聯合之勢淘汰規模偏小的企業,二是成本提高,利潤驟減,業務品種過少,規模偏小企業生存空間有限。人員流動頻繁,受當下環境現實主義影響,員工缺少進取與奉獻精神,企業主管理水平能力有限,缺乏優秀的管理團隊都是影響企業發展因素之一,與其說有人才有設備都沒多少生產優勢,就是沒有開發員工的潛能與設備利用率,一味只按訂單生產來料加工,缺少自主創新的動力,企業主沒有超越自我的思想意識。僅有想法不具體計劃實行,只能憑添員工的惰性與經營壓力。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
物流技術與應用(2022年5期)2022-06-17 06:01:38
快樂語文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國化妝品(2018年6期)2018-07-09 03:12:40
中國化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14