300t鋼包包壁工作層維護技術應用
2013-07-24 09:28:46趙連進王進忠
中國新技術新產品 2013年14期
陳 義 趙連進 王進忠
(中冶寶鋼技術服務有限公司,上海 201901)
1 概述
鋼包是連接轉爐至連鑄煉鋼生產過程中必不可少的鋼水盛裝、爐外精煉及鋼水澆鑄容器。鋼包均為鋼制外殼內含耐火材料而制成的高溫液態容器,目前國內鋼廠鋼包內襯結構模式主要有定型磚砌筑和不定型耐材整體澆注兩種模式。隨著鋼廠精品鋼冶煉的幅度也逐年增加,鋼包由過去單一的鋼水運輸,逐漸演變成為爐外精煉的關鍵重要設備。某鋼鐵廠各種品種鋼的冶煉及爐外精煉手段的普遍運用使鋼包包壁工作層耐材熔損度加劇,鋼包的使用安全面臨著考驗,鋼包包齡隨之大幅度下降,鋼包的周轉頻率加快,這些都制約著煉鋼生產物流節奏。
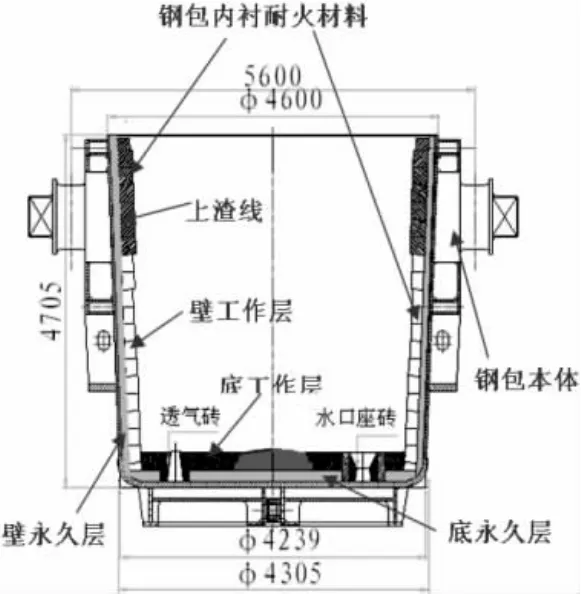
圖1 鋼包內襯耐材結構示意圖
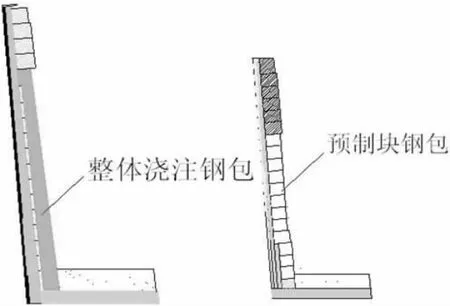
圖2 整體澆注鋼包與預制塊鋼包砌筑示意圖
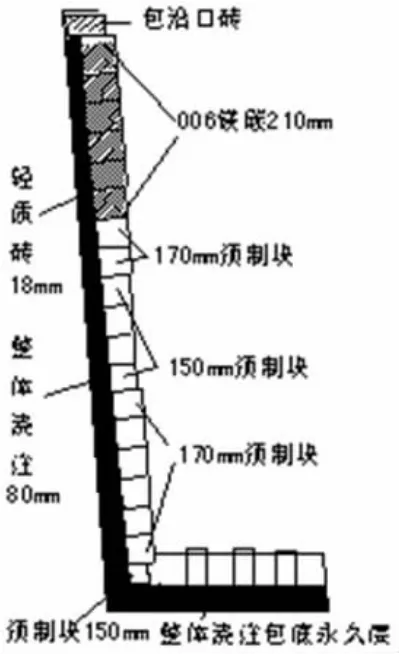
圖3 預制塊鋼包砌筑結構示意圖
鋼包內襯耐材結構可分為工作層和永久層,如圖1所示。為了滿足煉鋼生產需求,提高鋼包使用爐齡和使用安全系數,迫切需要我們改進和優化鋼包工作層耐材維護技術。
2 鋼包包壁工作層主要維護技術
通過對鋼包包壁工作層拆除、修砌、使用過程及不同鋼種對鋼包內襯耐材的熔損速率等方面進行調查、研究和分析,發現了制約鋼包包齡提高的因素,并實施了一系列行之有效的維護技術,確保煉鋼順行。
2.1 鋼包包壁工作層采用預制塊砌筑

圖4 包壁工作層整體澆注烘烤曲線圖
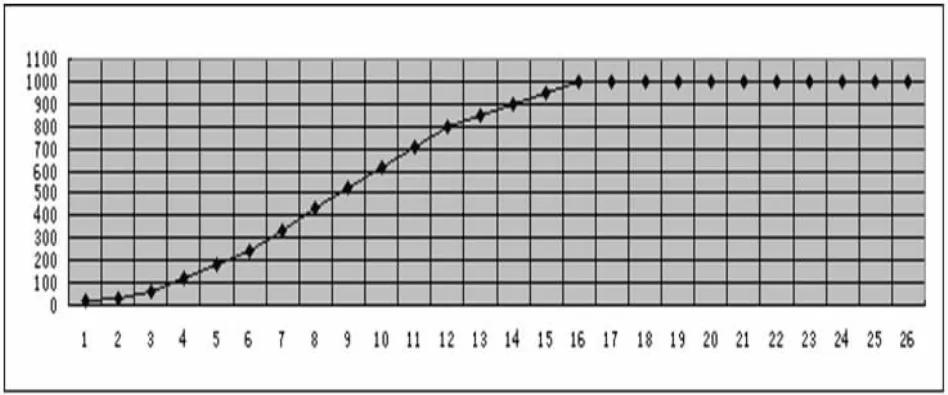
圖5 包壁工作層預制塊砌筑烘烤曲線圖
由于鋁鎂尖晶石質不定型澆注料,其熱穩定性、抗氧化性都優于其它耐材,因此一直都被各鋼廠選用為鋼包的首選耐材。其施工方法是先在鋼包內安放整體澆注模芯,再向內澆灌鋁鎂尖晶石質不定型澆注料。由于鋼包鐵殼在長期的熱脹冷縮的過程中易發生形變,導致整體澆注料的厚度不均勻,為保留鋁鎂尖晶石質不定型澆注料的良好使用性能,保證澆注料的厚度均勻,我們將將鋁鎂尖晶石質澆注料預先制作成定型磚的模型(預制塊),采用砌筑的方法施工,如圖2所示。
通過對整體澆注鋼包使用情況的跟蹤統計分析,發現包壁工作層底部向上1 4 0 0 m m以內及渣線磚(0 0 6鎂碳磚)以下5 0 0 m m以內這兩個區間耐材的熔損、沖刷較其它部位嚴重,且預制塊磚高度是2 3 0 m m,因此在包壁工作層第1環~6環及1 1環~1 2環采用1 7 0 m m壁厚的預制塊,7環~1 0環使用1 5 0 m m壁厚的預制塊,包壁工作層起步磚由于被包底工作層埋在里面不接觸鋼水,也采用1 5 0 m m壁厚的的預制塊,包壁工作層局部加厚后使預制塊各部位壽命周期同步,確保鋼包周轉使用安全,如圖3所示。
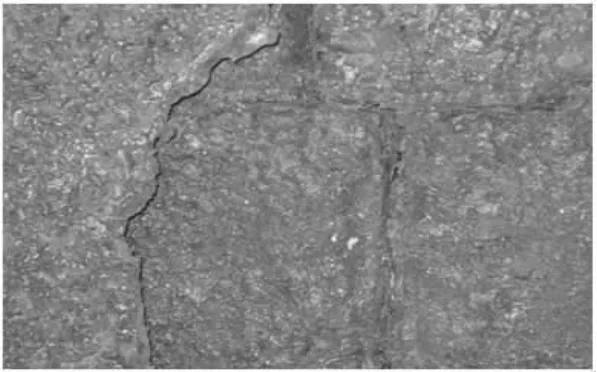
圖6 包壁預制塊異常熔損部位需要維修
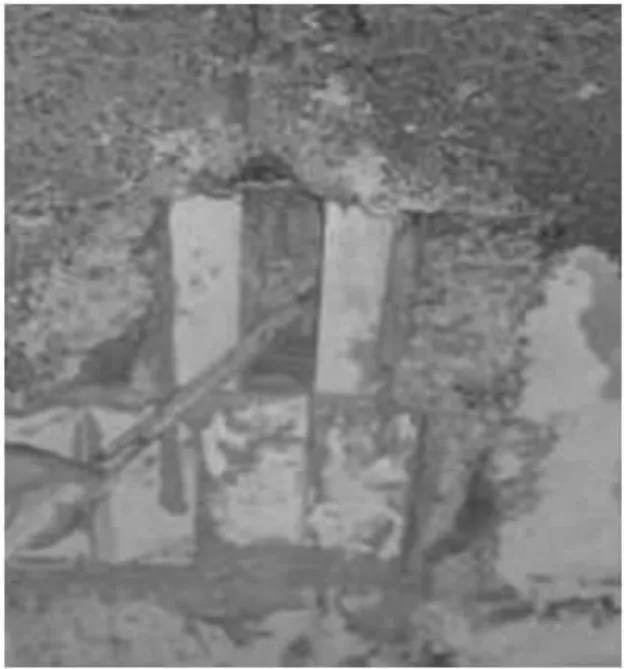
圖7 包壁預制塊挖補修理作業過程圖
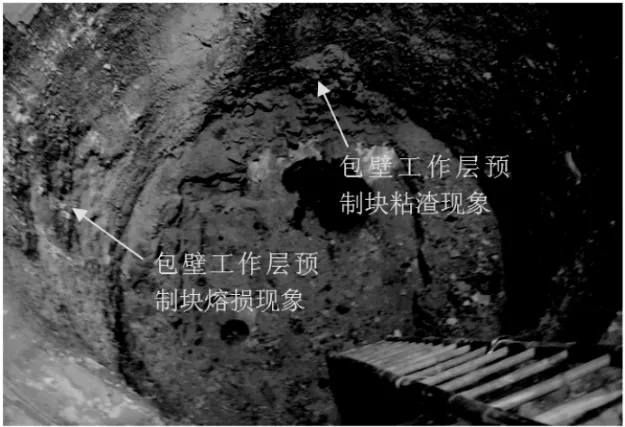
圖8 鋼包下線小修內襯狀況照片
預制塊是已經將澆注料預制成型,所以預制塊砌筑的鋼包大修烘烤時間比整體澆注鋼包烘烤時間可大幅度縮短,如圖4所示、圖5所示,預制塊鋼包比整體澆注鋼包烘烤時間節約了3 0小時。大大加快鋼包的周轉速度,確保生產順行。
2.2 預制塊鋼包修理維護技術應用
2.2.1 采用鋼包包壁工作層挖補技術
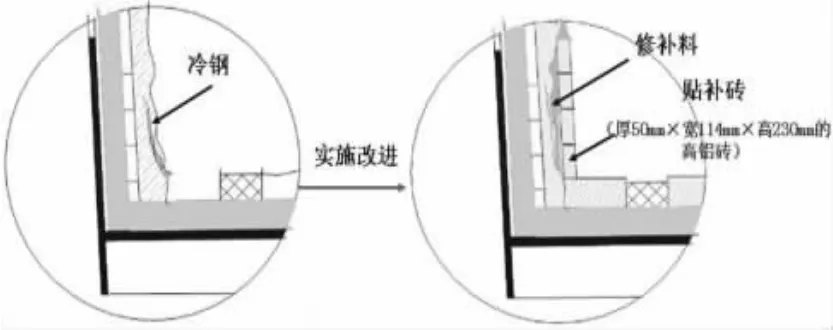
圖9 包壁工作層修補工藝改進示意圖
鋼包在第一次小修下線冷卻過程中,由于耐材材質原因,有時包壁工作層預制塊第1環~4環部位會產生1 0 m m以上的收縮縫或者異常熔損(如圖6所示),為了確保使用安全,通常需要從包壁工作層最上方一直拆到收縮縫產生部位或者異常熔損部位,當中會有大量可用耐材被拆除,造成很大的浪費,而且需要投入大量的人力和物力。
通過對現場使用鋼包的認真觀察,以及對相關耐材的仔細分析,在鋼包耐材整體情況良好的前提下,通過局部挖修的方法,只拆除收縮縫或異常熔損部位的包壁預制塊,然后測量挖修部位實際尺寸,在現場放大樣圖,把耐材進行相應加工后,砌筑到拆除部位,最后用方磚合門(如圖7所示)。采用挖補技術,可避免大面積拆除預制塊造成耐材的浪費,節約砌筑工作量。
2.2.2 采取定型耐火磚與不定型耐材結合的修補技術
鋼包使用過程中,鋼水中的一些雜質對鋼包內襯耐火材料的侵蝕,由于侵蝕的程度不同,在使用過程中,會出現凹凸不平的現象及包壁工作層預制塊出現熔損及粘渣現象(如圖8所示),而且某鋼鐵廠要求3 0 0 t鋼包重量在1 2 8 t~1 4 0 t之間才能煉品種鋼,對鋼包維修造成一定的難度。
對使用過程中鋼包空包重量少于1 2 8 t,太輕的鋼包必須進行修補,否則影響鋼包使用安全。之前都是全部采用包壁剛玉的修補料進行大面積的貼補,鋼包的壽命和空包重量均維持在正常水平,但由于剛玉修補料價格高且用料較多,包壁工作層平均壽命較低,殘厚較薄效果不佳。
改進修補技術,采取定型耐火磚與不定型耐材結合的修補技術,先將包壁凹凸不平的表面殘渣及冷鋼清除,對熔損較大的部位進行修補,再用包壁修補材料在凹坑的表面抹厚度1 0~2 0 m m;然后在修補的表面再貼補一層高鋁磚,5 0 m m厚度;最后用包壁修補料在高鋁磚的表面和兩頭接頭處修補一層(如圖9所示)。在選用包壁修補料和高鋁磚時,考慮到耐火材料之間的匹配以及是否會引入其他的雜質影響到鋼產品的質量,選用的包壁修補料和高鋁磚的主要成分是A l2O3和M g O,不會影響到鋼產品的質量,所以選用包壁修補料和高鋁磚。
這種修補料和高鋁磚結合修補方法不僅能使工作層裂縫和缺口等部位得到及時修補,而且還能使一些不容易修補的部位得到修補,這樣既能及時有效的阻止薄弱的包壁繼續熔損,避免鋼水薄弱之處繼續侵蝕,提高鋼包的安全系數,每次鋼包小修都能夠達到穩定的使用周期下線。
2.2.3 精確判定下線鋼包預制塊殘厚,確定合理修理模式

表1 整體澆注鋼包與預制塊鋼包參數對比
鋼包下線之后,首先要確定修理模式。以往判斷預制塊殘厚,主要依靠作業人員依據工作經驗判定殘厚,存在著較大的不確定因素,可能有誤判、錯判的情況,按照誤判、錯判之后的數據確定修理方案,存在鋼包修理不到位產生質量隱患或者修理過于保守,導致浪費耐材的現象。
通過對下線鋼包的仔細觀察,發現包壁工作層殘厚的變化有較明顯的規律可尋,既殘面越寬,殘厚越薄。殘面寬度和殘磚厚度存在一定的比例關系。根據這種固定的比例關系,測定整個預制塊最薄處耐火磚的寬度之后,就可以準確的判定該處殘磚的厚度,以此方法,就可為確定鋼包修理模式提供準確的參考數據,消除人為誤判、錯判而帶來的鋼包使用質量安全隱患,同時也可避免耐材砌筑浪費。
3 應用效果
3.1 包壁工作層采用預制塊砌筑,從根本上解決了壁工作層厚度不均勻的質量、安全隱患,并且可以采用局部加厚均衡內襯的熔損狀況,提高鋼包整體壽命。
3.2 采用鋼包包壁工作層挖補技術,降低了預制塊耐材修理成本及減少了砌筑工作量;
3.3 采取修補料和高鋁磚結合修補技術,即保證了每次鋼包小修都能夠達到穩定的使用周期下線,節約了包壁修補料的使用量。
3.4 預制塊殘厚判定技術的應用,消除人為誤判、錯判而帶來的鋼包使用質量安全隱患。
3.5 包壁工作層預制塊其用整體澆注料的材料加工制作成定型磚,抗L F爐處理中鋼水對耐材沖刷及熔損的能力不減,且有諸多優點,對比統計情況如表1所示。
結語
3 0 0 t鋼包包壁工作層維護結構模式不但成本低,且包齡高,為某鋼鐵廠的物流平衡、鋼包的安全運行奠定了堅實的基礎,具有為國內外鋼廠各種噸位鋼包維護項目提供借鑒和技術幫助的價值。
[1]蔣國璋,孔建益,等.鋼包內襯結構的優化研究[J].冶金能源,2006(04).
[2]戴吉文,金廣湘.漣鋼CSP生產線100t鋼包包襯的優化設計 [J].耐火材料,2008(01).
[3]潘樹敏,張征輝,等.邯寶煉鋼廠250t鋼包包襯修理方法探索及應用[J].金屬世界,2012(02).
