廢高壓聚乙烯循環利用生產電雷管絕緣塑頭的方法研究
2013-07-26 09:30:50李樹彬陳良友
當代化工 2013年4期
李樹彬,陳良友
(四川省宜賓威力化工有限責任公司, 四川 宜賓 644600)
導爆管[1]是塑料管內壁附有薄層炸藥與鋁粉的起爆器材。國內大多數廠家采用高壓聚乙烯作為原材料生產導爆管。導爆管[2]生產中會產生廢高壓聚乙烯(以下簡稱廢塑料)。我司每年產生的廢塑料大約在30 t左右,這些廢塑料直接外賣價格低廉,如果進行深加工成本又很高,而我司生產電雷管每年大約需要高壓聚乙烯30 t。如果能將廢塑料用于電雷管注塑固定其爆破線,將節約大量的成本。2006年我們將廢導爆管經粉碎、蒸煮、漂洗、烘干,去除炸藥與鋁粉,消除爆炸性能的廢塑料,用于電雷管注塑固定其爆破線。但廢塑料的加入會使注塑溫度升高80~100℃,導致絕緣爆破線被燙破,顧客使用電雷管時會因短路而導致拒爆。如果降低注塑溫度,又會導致塑料塞注不滿,廢品增多、效率降低。
為解決這一難題,通過多次攻關選型試驗,筆者在廢塑料中添加X,經多次注塑試驗表明,X的
加入,提高了廢塑料的熔融指數、降低了熔化溫度,增強了廢塑料的塑性,攻克了廢塑料用于電雷管生產絕緣塑頭溫度升高導致絕緣爆破線被燙破的難關,實現了廢高壓聚乙烯循環利用。
1 項目技術可行性分析
1.1 廢塑料注塑可行性分析。
高壓聚乙烯[3]是生產導爆管的主要原材料,它是以乙烯為單體的塑料材料,是一種乳白色呈半透明的蠟狀固體樹脂,無味、無毒、無臭。熔點為120~125 ℃,柔軟性良好,抗沖擊韌性好,具有重復加工的性能。高壓聚乙烯在導爆管拉制過程中經高溫熔解、擠出、冷卻成型,再到廢導爆管粉碎、蒸煮、漂洗、烘干等過程,將受到大量的光和熱作用[4],導致熔融指數變低,拉伸強度變小,熔點增高,塑料的可塑性變差,不能直接生產電雷管塑料頭。
1.2 廢塑料循環利用的條件與方法
為實現廢塑料循環利用,必須解決廢塑料熔融指數變低、拉伸強度變小、熔化溫度增高的問題,以增強廢塑料的塑性。其方法有[5]:一是將廢塑料作為制作新高壓聚乙烯的原材料進行重新加工,此方法投資大,需要人員多,設備、技術的要求較高。二是電雷管注塑時外加一種能與廢塑料混合均勻、起到提高廢塑料熔融指數、增強拉伸強度、降低熔化溫度的液體添加劑。此添加劑[6]應符合以下條件。
(1)來源廣泛、成本低廉,添加量少。
(2)無毒、無害、無味、無色,不會造成健康危害。
(3)具有提高廢塑料熔融指數、增強拉伸強度、降低熔化溫度的能力。
2 試驗部分
2.1 試驗原理
將能恢復廢塑料性能的液體添加劑分子插入到廢塑料分子鏈之間[7],削弱廢塑料分子鏈間的應力,從而增強廢塑料分子鏈的移動性,以增強其塑性,實現重新注塑時溫度不增加,注塑飽滿、成形良好的新材料。
2.2 試驗方案
2.2.1 液體添加劑優選試驗
采購符合1.2條件的液體添加劑20種,并將20種液體添加劑按相同的比例與廢塑料完全混合后加熱測試熔化溫度與新高壓聚乙烯、未加添加劑廢塑料的熔化溫度進行對比試驗。通過20多次的對比試驗優化出既能降低注塑溫度,又無毒、無害、無味、無色,來源廣泛、成本低廉,由成都市科龍化工試劑廠生產的用于制造化妝品的原料,我們叫做X。在小試中,發現只需少量的添加劑X就可以明顯降低廢塑料的熔點溫度[8],且溫度降低程度可通過改變X的用量進行調節。
2.2.2 試驗材料與設備
(1)原材料
廢塑料:是由廢導爆管經粉碎、蒸煮、漂洗、烘干后形成的粒徑為10 cm長的廢高壓聚乙烯,由公司自制。
添加劑X:分析純,四川成都市科龍化工試劑廠生產。
(2)儀器與設備
注塑機:C4725-1型,無錫市多科工程液壓件廠,計量器具,攪拌器與容器。
2.2.3 添加X的廢塑料與新舊混合料,新料的注塑對比試驗
將1 kg廢塑料加入10 mL X,混合10 min,待X與廢塑料完全混合均勻進行注塑試驗。并以新高壓聚乙烯以及新舊聚乙烯混合料,用同一臺注塑機進行注塑對比試驗。結果表明廢塑料比新高壓聚乙烯,注塑溫度大約降低了40oC。組裝成電雷管進行各項指標檢驗全部合格,電雷管腳線沒有被燙破。但是本次試驗發現由于X加入后,廢高壓聚乙烯的粘性增強,產生空心長條物,堵塞下料管,影響工作效率的新問題。試驗情況見表1,質量指標見表2,電雷管檢測報告見表3。
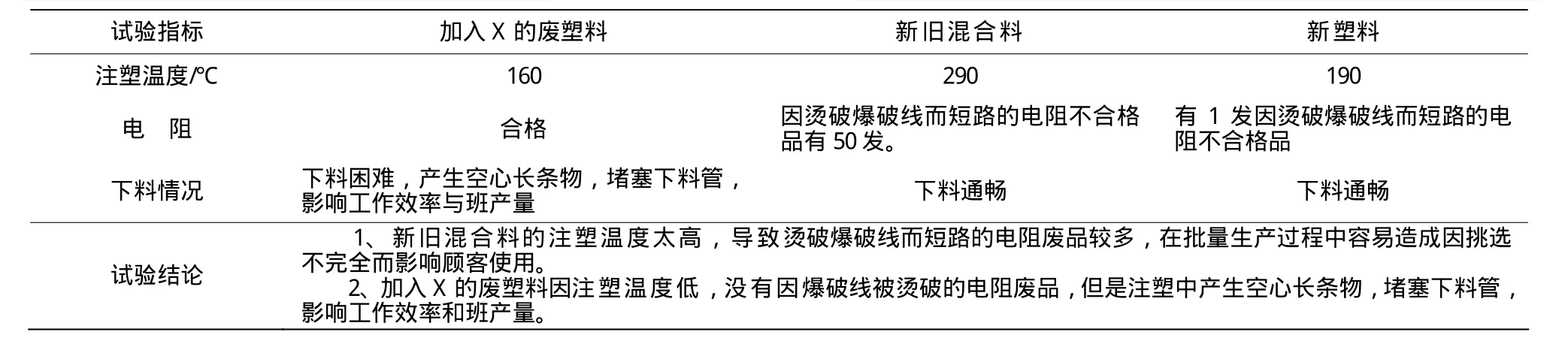
表1 加入X的廢塑料與新舊混合料、新塑料注塑試驗結果表Table 1 Comparison test results of Added additive X waste plastics ,mixture of old and new materials, new high pressure polyethylene plastic

表2 加入X的廢塑料與新舊混合料、新塑料質量指標Table 2 Add X waste plastics mixed with old and new materials, new high pressure polyethylene quality indicators
2.2.4 X加入量減少一半的注塑試驗
廢塑料結塊生成空心長條物,堵塞下料管的原因主要有:
(1)X加得太多,致使廢塑料相互粘結,流散性差。
(2)廢塑料粒徑太長25 cm,比重輕,容易導致廢塑料結團。
將廢塑料重新粉碎、粒徑控制在10 cm以內,并將1 kg重新粉碎的廢塑料加入5 mL X,混合均勻,再將0.5 kg新高壓聚乙烯與其完全混合,進行注塑試驗。結果表明:下料通暢,注塑溫度為188 ℃,做成電雷管進行各項指標檢測全部合格。X加入量減少一半的廢塑料質量指標測試數據見表4,X加入量減少一半的廢塑料做成煤礦許用毫秒電雷管各項質量指標檢測數據與表3相當,均在合格范圍內。

表3 加入X的廢塑料與新料混合做成煤礦許用毫秒延期電雷管檢測報告[9]Table 3 Add X waste plastics mixed with new material make it permitted millisecond delay electric detonator for coal mine detection report
2.2.5 X加入量減少一半的注塑試驗
廢塑料結塊生成空心長條物,堵塞下料管的原因主要有:
(1)X加得太多,致使廢塑料相互粘結,流散性差。
(2)廢塑料粒徑太長25 cm,比重輕,容易導致廢塑料結團。
將廢塑料重新粉碎、粒徑控制在10 cm以內,并將1 kg重新粉碎的廢塑料加入5 mL X,混合均勻,再將0.5 kg新高壓聚乙烯與其完全混合,進行注塑試驗。結果表明:下料通暢,注塑溫度為188oC,做成電雷管進行各項指標檢測全部合格。X加入量減少一半的廢塑料質量指標測試數據見表 4,X加入量減少一半的廢塑料做成煤礦許用毫秒電雷管各項質量指標檢測數據與表3相當,均在合格范圍內。

表4 X加入量減少一半的廢塑料質量指標Table 4 X addition amount to reduce half of the waste plastics quality indicators
2.2.6 加入X的全廢塑料注塑試驗
2.2.4 試驗,成功的實現了廢塑料的回收利用,但不能完全實現廢塑料循環利用。其原因有:一是廢塑料加入X后相互粘結,流散性差。二是注塑機下料管狹小。為此更換了狹小的下料管,在下料斗上安裝了一個微型攪拌機。然后加入X進行全廢塑料的小試、中試和大批量生產,共計生產5 000多萬發。
在內部檢測與顧客使用中,未發現腳線被燙破的問題,實現了廢塑料的循環利用。
2.2.7 廢塑料循環利用生產電雷管絕緣塑頭工藝參數
通過多次注塑試驗,終于探索出了一種實現廢高壓聚乙烯循環利用生產電雷管絕緣塑頭的方法,其工藝技術參數見表5。
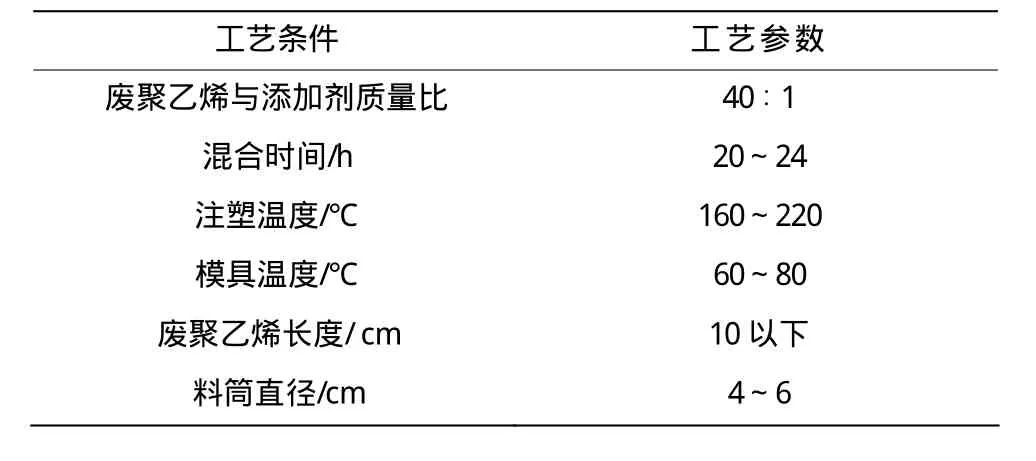
表5 廢塑料循環利用注塑成絕緣塑頭工藝參數Table 5 Waste plastics recycling plastic injection into the insulation process parameters
3 結 論
廢導爆管經過粉碎、蒸煮、漂洗、烘干,去除炸藥與鋁粉,消除其爆炸性能,加入添加劑X,改造注塑機、加裝微型攪拌機等方法,能有效提高廢塑料的熔融指數,降低熔點溫度,提高廢塑料的流散性,從而實現廢高壓聚乙烯循環利用生產電雷管絕緣塑頭。不僅每年節約資金40多萬元,而且保護了環境,消除了安全隱患。此技術,在國內民爆行業尚屬首創,已被國家專利局受理。
[1]陳嘉琨, 范欽文, 高耀林. 塑料導爆管[M]. 北京:國防工業出版社, 1987: 3-26; 201-221.
[2]導爆管[S]WJ/T2019-2004. 北京:中國標準出版社:1-8.
[3]張武最. 合成樹脂與塑料:合成纖維[M]. 北京:化學工業出版社,1998:1-20.
[4]許宇婷, 張志文. 原料雜質對聚乙烯生產的影響及預防措施[J]. 石化技術, 2012(3):6-8.
[5]陳丹,黃興元,汪朋,梁雄,周獻華. 廢舊塑料回收利用的有效途徑[J]. 工程塑料應用, 2012(9):2-6.
[6]吳飛. 有機過氧化物在高壓聚乙烯生產中的應用分析[J]. 石化技術,2001(4):8-10.
[7]劉玉婷,張潔心,尹大偉,呂博. 廢舊塑料再利用生產新材料的研究進展[J]. 化工新型材料, 2009(5):11-14
[8]秦玉芳,李利,周寧琳,魏少華,黃穎霞,沈健. 利用聚乙烯廢塑料合成高吸水樹脂[J]. 南京師大學報, 2005(2): 66-72:12-15.[9]工業電雷管[S]GB8031-2005. 北京:中國標準出版社:1-10.
