PLC程序修改在鑄機板坯信息傳輸中的應用
2013-07-29 02:56:48黃月
冶金動力 2013年2期
黃 月
(遼寧本溪機電工程學校,遼寧本溪 117022)
1 引言
本鋼煉鋼廠兩臺大板坯鑄機是從DANIELI公司引進的具有世界先進水平的鑄機,6#鑄機是一機兩流即7流和8流,7#鑄機是一機單流即9流。兩臺鑄機所生產的汽車板已經為本鋼帶來了可觀的經濟效益,并將本鋼帶進中國可生產汽車板公司的先進行列。
兩臺鑄機自同時生產以來,生產的板坯不能同時由輸送輥道運送到連軋車間,而是采用一臺鑄機的板坯下線由運輸汽車運送到連軋廠,另一臺鑄機生產的板坯由輸送輥道運送到連軋車間,其原因是由于發送到連軋廠的板坯信息與實際下線到輸送輥道的板坯信息不符,導致連軋車間不能根據實際接收的板坯信息進行軋制。由汽車運輸板坯每年都會增加上百萬的運輸成本,同時又會增加大量的人力去組織和協調。給生產操作帶來諸多的不便。為節約生產成本,必須盡快解決這一問題。
2 板坯信息發送的工作原理及錯誤原因
2.1 板坯信息發送的工作原理
當鑄機開澆前,由二級系統下達包括澆次號和爐次號信息的生產計劃到一級系統。當切割機完成一塊板坯的切割后就會產生包括爐次和板坯次序的信息,并對每一塊板坯的位置進行跟蹤,直到板坯下線到連軋廠的運送輥道。當噴號完成后,就會由一級系統向二級系統發送所噴號板坯的全部信息,包括爐次號及板坯號。當由稱重輥道輸送板坯到橫移車上時,一級系統將保存所載板坯的信息,當由橫移車運送的板坯下線到通往連軋廠的輸送輥道時,由一級系統將下線的板坯信息(爐次號和板坯次序)傳送到二級系統,二級系統對所接收的板坯的信息重新組合并由MES系統(三級系統)發送到連軋廠。7流、8流、9流的板坯是由1#、2#板坯橫移車共同接載,并完成下線到連軋廠的輸送輥道的。鑄機輥道及橫移車布局見圖1。
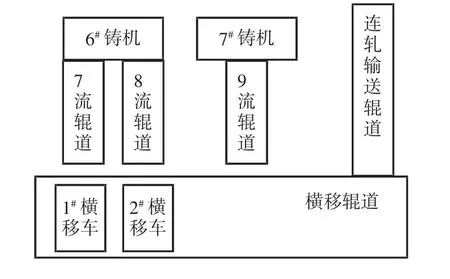
圖1 鑄機輥道及橫移車布局圖
2.2 板坯信息錯誤產生的原因
由于各種因素的影響,DANIELI公司的調試專家在調試期間沒有對板坯信息跟蹤系統進行調試,因此由一級系統傳送到二級系統的板坯信息不是完全正確的,7流、8流鑄機采用由稱重輥道下線板坯到橫移車上時向二級系統發送板坯的信息,而9流鑄機是采用當板坯由橫移車下線到通往連軋廠輸送輥道時向二級系統發送板坯信息。這樣就造成7流、8流、9流鑄機傳送到二級的板坯信息時間上不一致,而二級系統是將所接收到板坯信息進行組合并按接收時間的先后發送到MES系統(三級系統),先接收的板坯信息先發送到MES系統上。當兩臺橫移車同時接收板坯時,生產操作人員要根據現場的實際情況接收不同鑄流的板坯,而且下線的次序也不確定,先下線的板坯信息可能后發送,后下線的板坯信息也可能先發送,這樣就造成由二級系統傳送到MES系統上的板坯信息和實際由橫移車下線到連軋廠輸送輥道的板坯次序不相符。另外檢查程序發現,當2#橫移車無論接收到哪一流的板坯都會向二級系統發送有9流板坯下線到連軋廠的輸送輥道上。這樣又造成發送到二級的板坯數量大于實際下線到連軋廠運送輥道上板坯數量。因此由上述分析可知,發送到連軋廠的板坯信息不僅與實際下線的輸送輥道的板坯信息次序上不一致,而且發送到連軋廠板坯信息的數量要多于實際下線到連軋廠輸送輥道上的板坯數量,造成連軋廠無法判斷所接收板坯是來自于哪一臺鑄機,也就無法根據所接收的板坯信息進行軋制。
3 解決的辦法
3.1無論1#和2#橫移車接載的是7流、8流、9流的哪一流的板坯,只有當橫移車上的板坯下線到連軋廠輸送輥道時,再向二級系統發送所下線的板坯的信息,因為在同一時間只能有一個橫移車上的板坯下線,這就保證了所發送的板坯信息和實際下線的板坯信息相一致。
3.2 要確定兩個橫移車上所接載板坯是屬于哪一流板坯,當板坯下線時,只向所接載板坯的那一個流PLC發送板坯下線信息,然后將信息發送到二級。
根據上述分析,按照所制定的板坯發送和下線規則就要對現有的橫移車的PLC和7流、8流、9流的PLC程序進行修改,保證所發送的板坯信息和實際下線的板坯信息相一致。
4 PLC程序的修改
4.1 確定橫移車接載的是哪一流的板坯,修改橫移車PLC程序如下:
修改程序FC400功能塊,增加NW18,用于確定1#橫移車所接板坯為9流上的板坯。
修改程序FC400功能塊,增加NW19,NW20用于確定1#橫移車所接板坯為8流或7流上的板坯。修改方法同上。
修改程序FC420功能塊,增加NW18,用于確定2#橫移車所接板坯為9流上的板坯。
修改程序FC420功能塊,增加NW19,NW20用于確定2#橫移車所接板坯為8流、7流上的板坯。修改方法同上。
4.2 當板坯由橫移車下線到連軋廠運送輥道時,僅向所接載那一流的PLC發送板坯下線信息。修改橫移車PLC程序。
修改程序FC707功能塊,增加NW25,由橫移車PLC向9流PLC發送9流板坯下線信號。
修改程序FC707功能塊,增加NW26,NW27由橫移車PLC向8流、7流PLC發送8流或7流板坯下線信號。修改方法同上。
4.3 由7流、8流、9流PLC向二級發送板坯下線信號,通過二級將板坯信息發送到MES系統。
修改9流PLC程序FC188功能塊的NW5,向二級發送板坯下線信號。
修改 8流、7流 PLC程序 FC188功能塊的NW5,向二級發送板坯下線信號。修改方法同上。
5 結論
5.1 通過制定相應的板坯發送和下線規則,確保了7流、8流、9流PLC所發送的信息和實際下線的板坯順序完全一致。
5.2 通過修改PLC程序完成這個信息交換的過程。通過檢查一級系統和二級系統板坯的實際信息交換的數據,所發送的板坯信息正確。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
人大建設(2019年12期)2019-05-21 02:55:44
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
家庭影院技術(2017年9期)2017-09-26 03:41:45
中華手工(2017年2期)2017-06-06 23:00:31
環球時報(2017-03-30)2017-03-30 06:44:45
中國衛生(2015年3期)2015-11-19 02:53:32
中外會展(2014年4期)2014-11-27 07:46:46
