洛陽橋鋼箱梁焊接技術
2013-08-02 08:39:50中鐵寶橋集團有限公司陜西寶雞721006宗小艷黃河珍王秀菊
金屬加工(熱加工) 2013年8期
關鍵詞:焊縫
中鐵寶橋集團有限公司 (陜西寶雞 721006) 宗小艷 黃河珍 王秀菊
1.概述
洛陽橋主橋采用雙塔雙索面自錨式懸索橋,橋梁總長為492m,橋寬為45m。主橋鋼箱梁橫向兩側采用兩個單箱室鋼箱連接形成主縱梁,兩側主縱梁通過連接橫梁、次縱梁和橋面板形成鋼箱梁,鋼箱梁外側設懸臂梁,鋼箱梁標準斷面如圖1所示。除懸臂面板、懸臂加勁板及錨箱吊桿采用Q235B鋼材外,其余部位均采用Q345qD。全橋用鋼量約6948t。

圖1 鋼箱梁標準斷面示意
根據本橋鋼箱梁結構特點,考慮交通運輸條件、工地施工架設方案等對全橋鋼箱梁進行了合理的分塊與分段。鋼箱梁制造采用“板塊→板單元→塊體→工廠涂裝→主縱梁拼焊→主縱梁預拼裝→鋼箱梁拼焊→環縫焊接→鋼箱梁表面最后一道面漆涂裝”方式進行生產。
該橋鋼梁為全焊鋼箱梁,結構連接關系復雜,焊縫較多,焊接工作量大,所產生的焊接變形和殘余應力較大,焊接變形難控制。焊接是整個鋼梁制造的關鍵,其工藝的合理與否直接關系著鋼梁的制造質量和進度。為了確保該橋的焊接質量和生產進度,我們在經濟、高效、安全可靠的前提下,優先使用先進的焊接生產工藝。
2.焊接材料
鋼箱梁主體結構采用Q345qD鋼,符合GB/T1591—1994《低合金高強度結構鋼》要求,是橋梁鋼結構廣泛使用的一種鋼材,具有良好的焊接性能。經過焊接工藝評定試驗選定焊接材料為:
埋弧焊:H10Mn2(φ5.0mm)+SJ101q;
藥芯焊絲CO2氣體保護焊:E501T—1(φ1.2mm)+CO2;
實芯焊絲CO2氣體保護焊:ER50—6(φ1.2mm)+CO2;
實芯焊絲富氬氣體保護自動焊:
ER50—6(φ1.6mm)+(Ar80%+CO220%);
焊條電弧焊:E5015 (φ4.0mm)。
焊材在滿足相關標準的同時,與供貨單位又制定了高于標準的控制指標,以保證焊縫金屬擴散氫的含量和低溫沖擊韌性。
3.焊接工藝
根據本橋用鋼材焊接特點、焊縫接頭形式、質量要求,對各種接頭選定的坡口形式、坡口尺寸、焊接材料和焊接工藝,按照JTJ041—2000《公路橋梁施工技術規范》和TB10212-2009《鐵路鋼橋制造規范》制定工藝評定試驗大綱,進行全面的焊接工藝評定試驗。工藝評定試驗通過后作為編制本橋焊接工藝文件的依據。根據該橋鋼梁的分塊、分段及制作特點,本橋焊接工藝主要分廠內焊接和工地焊接兩大部分。
4.廠內典型焊縫的焊接
根據該鋼梁分塊特點,梁段廠內塊體制作焊接部分主要包括:橋面板單元、主縱梁、錨箱單元、橫梁、小縱梁及懸臂單元等。
(1)橋面板U形肋的焊接 U形肋與頂板間為坡口角焊縫,設計要求U形肋與頂板間坡口角焊縫熔透度≥80%,所有U肋坡口焊縫嚴禁焊漏。經焊接工藝評定試驗后確定開圖2所示坡口,采用熱輸入較小的熔化極混合氣體保護自動焊船位同方向施焊U肋焊縫。
該焊縫的熔透質量是正交異性板質量的關鍵,為保證焊接質量,制定以下焊接工藝要點:
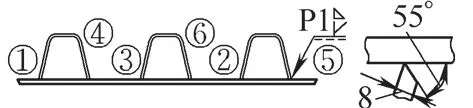
圖2 U肋焊接坡口示意
第一,根據板單元焊接過程中的熱輸入、應力分布及變形趨勢,總結焊接變形的規律,確定反變形量,設計制作U肋焊接反變形胎架,在胎架上采用“反變形”技術控制U肋板塊單元的焊接變形。反變形工裝如圖3所示,所有的焊接在此胎架上進行。

圖3 U形肋焊接反變形工裝
第二,控制焊接方向和焊接順序,總體原則是同向交錯施焊,避免桿件集中受熱引起過大變形。
第三,焊絲干伸長對熔深影響較大,同時在電弧直對坡口根部時容易焊漏,規定U肋焊接的干伸長宜控制在20~25mm。
第四,U肋坡口角焊縫的熔深和成形對操作變化十分敏感,焊接過程中必須隨時跟蹤觀察電弧狀態,及時調整焊絲對正位置,電弧不宜直接對準坡口根部,應偏離坡口根部2~3mm朝向面板側。
第五,U肋端部150mm范圍內允許使用藥芯焊絲CO2半自動焊手工焊接,焊接前將接頭處打磨成1∶5的斜坡。焊接完成后修磨接頭成勻順過渡,并將有鋼襯墊處修磨為不陡于1∶5斜坡。
(2)主縱梁四條主焊縫 主縱梁腹板與頂底板四條主焊縫均為熔透焊縫(見圖4),腹板板厚較薄,經過焊接工藝評定試驗,選擇單面V形坡口,坡口開在箱內側,采用藥芯焊絲CO2氣體保護焊。先在箱內側焊接,外側焊前用碳弧氣刨進行清根,焊接時采用多人分段同向的順序。

圖4 主縱梁腹板與頂底板熔透角焊縫示意
(3)錨箱單元熔透角焊縫 錨箱單元結構構造復雜,焊縫拘束度高,是全橋受力最重要的部位,為提高該部位的力學性能,經焊接工藝評定,全部采用藥芯焊絲CO2氣體保護焊焊接,其結構如圖5所示。
根據錨箱結構形式,由于空間受限,采用單面焊雙面成形工藝,坡口如圖6所示。焊接前坡口背面貼相應襯墊,錨拉板之間焊接背面貼鋼襯墊,錨拉板與連接板之間焊接背面貼陶質襯墊,組裝時均留6mm間隙,焊接時注意焊道排列及層間清理,并及時調整焊接順序。

圖5 錨箱結構

圖6 錨箱結構坡口
5.工地焊接
根據工地施工方案,各接頭連接主要焊縫多為熔透焊縫,同時局部操作空間有限,因此焊接有較大的難度,不僅要保證焊縫的內在質量,而且要保證最小的焊接變形,故大量采用了CO2氣體保護焊,以保證結構的連接精度。
(1)工地施焊順序及注意事項 工地整體組焊順序為先焊接各單元之間縱向連接焊縫,再焊接各梁段之間橫向連接焊縫,遵循對稱、均勻、同步施焊的原則,安排多人同時對稱進行焊接,并隨時觀察變形情況,注意調整焊接順序。
橋面板吊裝單元焊接順序:次縱梁與橫梁角接焊縫→橋面板之間縱向對接焊縫→橫梁、次縱梁與橋面板角接焊縫。
主縱梁焊接順序:錨箱、連接板底板與主縱梁箱體底板對接焊縫→錨箱與主縱梁箱體連接焊縫→連接板與主縱梁箱體連接焊縫→主縱梁頂板與主縱梁箱體對接焊縫→錨箱、連接板與主縱梁頂板焊縫。
鋼箱梁整體焊接順序:橫梁與主縱梁接頭對接焊縫→橋面板與主縱梁頂板對接焊縫→懸臂與主縱梁連接焊縫。
鋼箱梁橫向接口焊接順序:主縱梁底板橫向焊縫→主縱梁腹板橫向焊縫→主縱梁頂板橫向焊縫→次縱梁橫向焊縫→橋面板橫向焊縫→懸臂橫向焊縫→嵌補段焊縫。
橋位橫向接口焊接應注意以下事項:①各接口焊接方向應兩側對稱施焊。②為減小因焊接而產生的附加應力和焊接殘余應力,焊接方向總的原則是:橫向焊縫應從橋中軸線向兩側對稱施焊;一端有自由端的長焊縫,可從另一端施焊向自由端前進;采用分中、對稱分段施焊。③應在橋面板、底板、腹板對接焊縫無損檢測合格后,方可組裝U肋、板條肋嵌補段。
焊接時注意焊道排列,焊道排列應上下交錯,以便形成相互交織成網狀的結晶,使焊縫雜質偏析分散,有利于提高焊縫的低溫沖擊韌性。
(2)工地典型焊縫的焊接 錨箱單元與主縱梁連接焊縫:錨箱單元與主縱梁之間連接焊縫主要為底板對接焊縫、連接板與主縱梁底板及腹板的T形熔透角焊縫等。先焊接底板對接焊縫,探傷合格后焊接錨箱連接板與主縱梁腹板及底板熔透角焊縫等。
根據現場安裝情況,結合制造難度,經焊接工藝評定后,對該部位接頭均采用單面單邊V形坡口。坡口開在錨箱單元,焊接方法為藥芯焊絲CO2氣體保護焊。錨箱底板與主縱梁底板采用單面焊雙面成形工藝,如圖7所示,焊接前在坡口背面貼陶質襯墊;錨箱連接板與主縱梁腹板及底板T形熔透角焊縫先在坡口側焊接,背面焊接前用碳弧氣刨清根,注意清根質量。
主縱梁與橫梁連接焊縫:主縱梁與橫梁之間連接焊縫包括橫梁底板與主縱梁底板焊縫,橫梁腹板與主縱梁橫梁接頭板焊縫,均為對接焊縫,分別選用單邊V形和雙邊V形坡口,根部留6mm間隙,背面貼陶質襯墊,采用實芯焊絲CO2氣體保焊焊接,焊接時要求以橋軸中心為基準橫梁兩側對稱施焊,以保證兩側焊縫收縮一致,并隨時監控變形趨勢,對焊接方向、焊接順序進行動態調整。
主縱梁橫向對接焊縫:主縱梁橫向連接主要焊縫焊接順序:①腹板對接焊縫。②底板對接焊縫。③頂板對接焊縫。④腹板與頂底板熔透角焊縫,如圖8所示,圖中帶圈數字表示焊接順序,箭頭為焊接方向。
腹板及底板對接均采用實芯CO2氣體保護半自動焊單面焊雙面成形焊接工藝,坡口如圖9所示,不等厚對接時將厚板加工1∶8斜坡。
腹板與頂底板熔透角焊縫焊接前對腹板對接焊縫兩端頭和搭接部位進行氣刨修磨,腹板對接焊縫兩端修磨為腹板與頂底板熔透焊縫的坡口形式,搭接部位修磨為1∶5斜坡,用實芯CO2氣體保護半自動焊焊接,焊接完成后將搭接部位打磨勻順過度。
頂板對接焊縫:頂板縱、橫向對接采用背面貼陶質襯墊采用單面焊雙面成形工藝,用實芯焊絲CO2氣體保護半自動焊焊接打底焊縫,埋弧焊填充蓋面,如圖10所示。

圖7 錨箱底板與主縱梁底板焊縫示意

圖8 主縱梁橫向連接示意

圖9
焊接時注意:①打底焊縫采用CO2氣體保護焊共焊接兩層,厚度≥8mm。第1層打底焊接采用小熱輸入擺動焊接,以保證熔合良好;第2層打底焊接熱輸入可適當增加,采用窄焊道焊接。②埋弧焊接第一層填充焊接時電流取下限以防止焊漏,埋弧焊蓋面時電壓走上限。③埋弧焊填充時控制熱輸入和層間溫度確保焊縫力學性能,蓋面時多道蓋面,控制余高和焊縫外觀成形。④為了控制梁段總寬,焊接前頂板每條縱向對接焊縫預留3mm收縮量,焊后橫向收縮總寬控制在驗收標準范圍內。

圖10 對接焊縫示意
當受條件限制不能用埋弧焊蓋面時,可采用實芯焊絲CO2氣體保護焊蓋面,先焊接氣體保護焊焊道,然后焊接埋弧焊蓋面焊道(焊前將接頭處氣刨出1∶5的斜坡,并搭接20mm再行施焊,焊后將搭接處修磨勻順),如圖11所示。
U形肋和橫梁腹板的焊接:U形肋和橫梁腹板的相交處,由于承受往復作用的荷載,應力比較復雜,為提高此處的抗疲勞性能,待各板件就位后,采用實芯焊絲CO2氣體保護焊焊接,過焊孔處不進行引弧、熄弧,從下向上進行立位施焊U肋與橫梁腹板間角焊縫。對U肋與橫梁腹板角焊縫的端部進行包角處理,并對成形不勻順的地方進行修磨(見圖12)。
橋面板U形肋嵌補焊接:U肋嵌補段焊接順序:①先焊接U肋對接焊縫,如圖13所示。②將對接焊縫端部修磨出與預留段同樣的坡口,再焊接嵌補段U與頂板的坡口角焊縫。
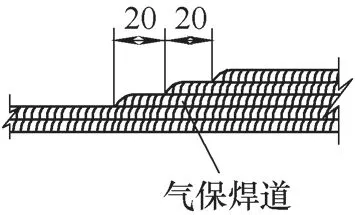
圖11 氣體保護焊蓋面示意

圖12 U肋與橫梁腹板焊縫示意
焊接方法采用實芯焊絲CO2氣體保護焊,U肋對接采用單面焊雙面成形工藝,焊接前背面貼永久型鋼襯墊,如圖14所示,鋼襯墊采用連續焊焊接。

圖13 U肋嵌補段焊接示意

圖14 U肋對接焊縫示意
6.焊接檢測
(1)焊縫外觀檢測 待焊縫金屬冷卻后對所有焊縫進行外觀檢查。焊縫不得有裂紋、未熔合、焊瘤、夾渣、未填滿、弧坑及漏焊等缺陷,其質量應符合驗收標準規定。
(2)焊縫無損檢測 焊縫經外觀檢測合格后進行無損檢測,無損檢測在施焊完成24h后進行。其中:對頂板、底板縱向、橫向對接焊縫和腹板橫向對接焊縫進行100%超聲波+10%X射線按I級焊縫檢測;腹板與頂底板的熔透角焊縫,進行100%超聲波探傷按Ⅱ級焊縫檢測;U形肋與頂底板間坡口角焊縫,焊接完成后對每條焊縫兩端1m范圍進行磁粉檢測,檢測等級II級。
超聲波按檢測方法按GB11345—1989《鋼焊縫手工超聲波探傷方法和探傷結果分級》執行,X射線檢測方法按GB3323-1987《鋼熔化焊對接接頭射線照相和質量分級》執行,磁粉檢測方法按JB/T6061—1992《焊縫磁粉檢測方法和缺陷磁痕的分級》執行。
(3)焊縫破壞性試驗 在焊接主要構件產品時,增設產品焊接試板。產品焊接試板焊縫經外觀和探傷檢測合格后,取樣進行破壞性試驗,進行接頭拉伸、側彎和焊縫金屬低溫沖擊試驗,獲得焊縫力學性能參數,用于監控焊縫質量的穩定性。對于縱向對接焊縫,每30條做一組焊接試板;橋位橫向對接焊縫,每10條焊縫做一組焊接試板。
7.結語
該方案所選用的焊接工藝合理,焊縫外觀及力學性能均符合驗收標準,確保了該橋的生產制造質量。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
