窄搭接電阻焊機在連續退火機組上的應用
2013-08-02 08:40:14中冶京誠工程技術有限公司北京100176朱愛輝劉明煒
金屬加工(熱加工) 2013年10期
關鍵詞:焊縫
中冶京誠工程技術有限公司 (北京 100176) 朱愛輝 呂 爽 劉明煒
1.概述
對于連續退火機組,焊機的作用是將前后帶鋼進行連接保證機組連續穩定的運行。連續退火機組由于生產節奏快、爐內道次多以及停機損失巨大等特點,因而要求操作人員必須熟練掌握焊機的特性,確保100%的焊接成功率,避免使焊機成為連續退火機組的生產瓶頸。
某冷軋廠連續退火機組的焊機采用進口的NASTOA窄搭接電阻焊機。該焊機具有焊接工藝先進、焊縫質量可靠、性能穩定等特點,能夠滿足連續退火機組的生產要求。
2.焊機結構及功能
焊機為滾壓縫焊型,能快速完成兩卷帶鋼頭、尾間的縫焊過程。焊機條件可由圖形界面設定,采用直流電滾壓縫焊工藝。整個焊機設備組成如圖1所示。
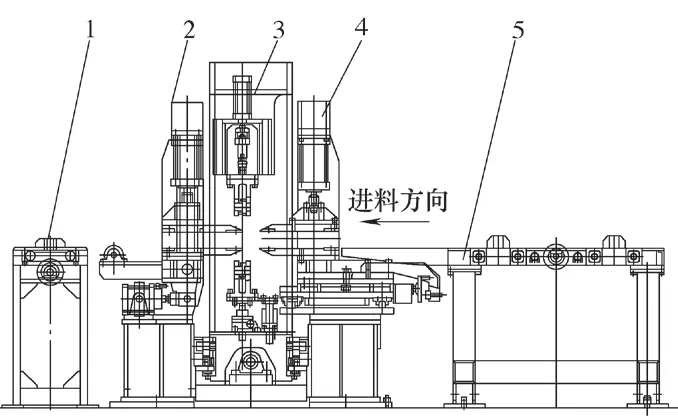
圖1 焊機設備組成
焊機主要附屬裝置如下:
(1)焊接主機 焊接主機的基礎框架為C型,此C型焊接車架用以支撐雙切剪、沖孔裝置、焊接頭、焊接變壓-整流器及輾壓輥等裝置。
第一,雙切剪:可同時剪切兩卷帶鋼頭尾部,以保證頭尾部對齊。兩刀片的移動支架都固定在焊機整體C型框架上,依靠氣缸驅動升/降。
第二,沖孔裝置:沖孔器共有兩個,安裝在上刀片的中央。雙切剪剪切的同時,在焊縫后退約90mm的帶鋼寬度方向上沖兩個φ15mm的圓孔,以在機組運行過程中探測焊縫用。
第三,焊接頭:上、下焊接頭組件安裝在C型焊接架前部,焊接時直接滾壓接頭,通過高壓大熔融電流作用于上下焊頭使帶鋼重疊處熔結。
上、下焊輪工作一段時間后會磨損,焊輪的高度就需調整。下焊輪高度可自動上下校準到下夾緊裝置水平面,以補償焊輪的磨損值,并由激光來檢測補償值大小,上焊輪上升及下降由氣缸驅動。
第四,焊接變壓-整流器:裝置由晶閘管開關控制,提供恒定的焊接電流,為了防止過熱現象發生,在其內部有一冷卻循環系統。
第五,輾壓輥:安裝于焊輪的后面,用來輾壓焊縫用,輾壓力由電動機調整。
(2)挑套裝置及入口橫向對中平臺 入口活套的形成是通過焊接主機前挑套輥的啟升來實現的,入口活套的功能是在焊接時以便于入/出口夾緊裝置的自由移動和對中,挑套輥的升降由氣缸控制。
入口橫向對中平臺裝置置于焊接主機與入口活套之間,該裝置由兩部分組成:帶鋼對中檢測裝置和可調速度、扭矩的電動機。其基本原理是利用熒光燈發出的光,并根據攝像頭接收光強大小來判定前后帶鋼的對中情況。其中放光器置于帶鋼一端,接光器置于帶鋼另一端。由放光器發出的光源除被帶鋼遮擋的一部分外,其余從帶鋼兩邊緣透過,由接光器接收。通過兩邊緣的光強差判定帶鋼中心與機組中心的差距。當前、后行帶鋼中心與機組中心的差值相等時,則說明前、后行帶鋼中心已對齊。力矩電動機正是通過調整帶鋼中心線的位置完成前后行帶鋼對中的,具體操作是通過AC伺服電動機驅動入口夾緊裝置沿垂直于機組的方向運動來實現。
(3)入口及出口夾緊裝置 焊機的入口和出口都裝有梁式夾緊裝置。入口夾緊裝置采用液壓缸動作,通過入口夾緊裝置的運動實現前后帶鋼的搭接及寬度對中、搭接補償,夾緊裝置的鉗口采用不會磁化的可更換材料,其中上夾緊裝置帶有聚氨酯防滑板。
出口夾緊裝置與入口夾緊裝置類似,擺動結構用于將帶尾與后行帶頭搭接,為避免前后帶鋼的頭尾相碰,當入口夾緊裝置為了形成搭接而向前移動時,出口夾緊裝置將傾斜先行帶鋼。當前后帶鋼的頭、尾重疊后,出口夾緊裝置壓下,前行帶尾壓在后行帶頭上,從而搭接完成。
(4)出口橫向對中平臺 結構及原理與入口基本相同。
3.焊接流程
C型架小車停在原始位→帶頭帶尾進入剪切區(機組完成)→入、出口挑套對中→入、出口夾緊裝置夾緊帶鋼 →剪切帶頭帶尾→帶尾仰卷、帶頭前進實現搭接→C型架小車移動實現焊接至完成→入、出口夾緊裝置上升松開帶鋼→帶鋼運行→C型架小車回原位。
4.焊接原理
其原理就是利用大電流(直流電流)通過上電極傳到帶鋼再到下電極,對兩帶鋼頭尾加熱熔融,最后經過碾壓完成焊接。焊接時有三對輪子作用:焊輪、碾壓輪和刷輪。刷輪只是在焊接過渡材打磨氧化膜時才使用,以防止焊接不良發生斷帶。焊輪、碾壓輪焊接時用,分別起到熔融鋼帶和碾壓平整作用。三對輪子均由氣缸控制升降,移動是靠整個C型框架在電動機作用下完成的。
5.影響焊接質量的主要因素
影響電阻焊的主要因素如下:
(1)焊接電流 由焦耳定律可知,由于電阻熱與電流的平方成正比,因而電流的大小直接影響到發熱量的多少。電流值太低,其產生的熱量不足以熔解焊縫接頭成為半熔體,即無法結合;反之,若電流值過大,其產生熱量太多,又造成了過熔,或使接頭強度降低而變脆。
(2)搭接量 搭接長度越大,相應搭接區域的電阻減小,產熱量下降。常規搭接量在0.5~2mm之間。現場生產中,考慮焊輪的碾壓效應,往往在驅動側適當增加0.2~0.6mm的搭接量,稱為搭接補償。
比較典型的搭接量異常的原因是夾緊裝置及其內壓塊的磨損,比較簡單的檢查方法就是用機組所生產最小厚度的帶鋼切條,放入夾緊裝置及壓塊位置,并壓下夾緊裝置,人工抽動鋼條,確認壓緊效果。
(3)通電時間 通電時間的長短也與產生的熱量有關。時間太長,熱量過大;反之,發熱不足。在縫焊中,通電時間主要由焊接速度決定。
(4)電極壓力 電極壓力主要與帶鋼之間的接觸電阻相關。電極壓力太小,容易造成接觸電阻不穩定甚至產生飛濺;反之,過高的壓力使電極和帶鋼之間的接觸面積增大,造成分流。
(5)電極和帶鋼的表面狀態 電極和帶鋼表面的氧化物、雜質或凹凸不平直接影響接觸電阻,妨礙電流通入帶鋼,影響焊接質量。因此,焊接前應將電極和帶鋼表面清理干凈。
6.生產試驗效果
開工調試以來,對低碳鋼的不同品種進行了焊接試驗,總結出了一套合理的焊接參數(見附表)。
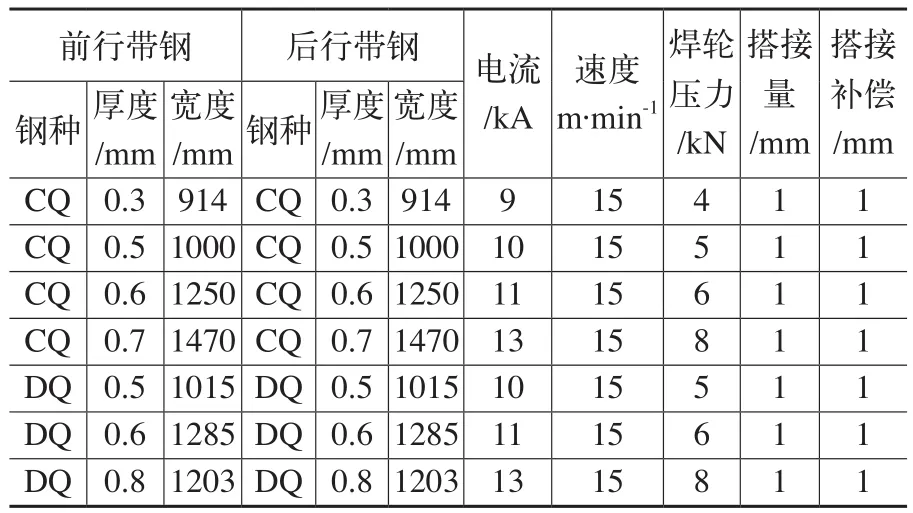
焊接參數
7.結語
在焊機操作工藝條件和設備狀態良好的基礎上,焊接參數的合理選擇是改善焊縫質量的重要措施。本文通過生產試驗,總結出了一套合理的焊接參數,對連續退火機組的順利生產具有重要的現實意義。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
