大型圓周內腔弧面孔加工裝置的研制
2013-08-02 00:47:30楊書根
機械制造 2013年2期
□ 楊書根
江蘇高精機電裝備有限公司 江蘇鹽城 224053
目前,對于大型圓周內腔弧面上孔加工還沒有更好的加工方法,特別是對于盲孔尤其如此。圖1所示為某大型5 MW風電定子工件,重達幾十t,在加工過程中工件不易移動。根據結構和功能需要,要在其內孔加工若干M12螺紋,M12螺紋孔對內孔φ1 200H7有位置度要求,上層和下層之間是互相錯開的。根據工藝要求,先鉆孔φ10.2,再加工M12螺紋孔。

圖1 工件簡圖
1 傳統加工方案
1.1 劃線定位加工
由于該5 MW風電定子內部空間比較大,人站在里面的空間,運用最原始的方式,即人工在工件內部運用高度尺、劃針、圓規等劃線,然后用手槍鉆鉆孔,這樣的方式雖然能將φ10.2孔加工出來,但工人勞動強度高,定位不準確,精度不能保證,且操作不方便,工作效率低,加工出來的零件不能滿足產品的設計要求。
1.2 簡易專機加工
制作一臺簡易的專機:以φ1 200H7內孔定心,在定心軸上設計一回轉分度盤,在φ4 200端面上放置有萬向滾輪,用橫梁與回轉分度盤相連,橫梁前后端放在萬向滾輪上,通過手工轉動分度盤,從而帶動橫梁以φ1 200H7孔為圓心回轉,完成分度功能;在橫梁的下方安裝上下螺旋升降機構和軸向導向軸,用以控制內腔不同層的加工和鉆削機構的軸向導向,保證鉆削機構軸向不旋轉。在螺旋升降機構上裝有Z3725搖臂鉆床的手動主軸進給機構,這樣通過手動分度,手工控制螺旋升降,手工控制鉆孔機主軸的進給,可以完成該工件的加工,但仍然擺脫不了工人勞動強度高、定位不準確、精度不能保證、工作效率低的弊端。
1.3 數控機床加工
投資高、精、尖大型設備,如重型五面體加工中心或臥式鏜銑床。加工工藝需作如下修改。在加工中設備是不能移動的,只能是工件移動,在加工中將萬能銑削頭伸進風電定子內部,通過X、Y軸的插補及Z軸的進給,將φ10.2孔加工出來,這樣就顯現出設備投資大、生產成本高等不足之處。
2 新型圓周內腔弧面的孔加工裝置的研制
根據以上3種加工方式的分析,為了有效地解決以上的諸多問題。開發研制了大型圓周內腔弧面的孔加工裝置,以降低設備投入和工作強度,并能有效地提高生產效率和加工精度。
2.1 鉆孔機構的結構原理
考慮到該工件大、重、在加工中不易移動等特點,設計研制了一種圓周內腔弧面的鉆孔機構,使工作時工件在工作地點保持不動,而將圓周內腔弧面的鉆孔機構置于工件上,具體結構與工作原理如下:
圖2為該鉆孔機構的示意圖,在定位脹緊機構的下端裝有接電滑盤,用于接通總電源,便于回轉、工件加工時的取電。在定位脹緊機構的上端面上裝有底座,且通過4個液壓拉釘與定位脹緊機構相固定,通過液壓拉釘的作用力使底座與定位脹緊機構形成一體;底座上設有環形導軌,回轉臺置于環形軌道上,回轉臺通過外圓上的齒輪與裝在底座上的齒輪相嚙合,回轉臺伺服電機與底座上的齒輪相連,通過齒輪副的嚙合從而帶動回轉臺旋轉,進行精確分度(齒輪可以通過消隙工藝處理);回轉臺上平面的兩側裝有導向柱,門形擺臂套置于兩導向柱上,并通過門形擺臂中部的螺母與絲杠相連接;絲杠的上端通過聯軸節與絲杠伺服電機相連,其下端裝在回轉臺上,由于有導向柱的作用,使絲杠只能旋轉而不能進行軸向移動,而擺臂相對絲杠卻只能軸向(上下)移動而不旋轉。為保證上述擺臂的平衡,在回轉臺上平面的中間裝有平衡油缸,該平衡油缸的上端與擺臂下端面中心相接觸;其下端裝在回轉臺上,在擺臂的兩側下端裝有數控滑臺,多軸鉆削頭裝于滑臺上,數控滑臺帶動多軸鉆削頭前進與后退,從而實現鉆削與退出。在數控滑臺的內側裝有檢測刀具破損情況的刀具檢測裝置,在多軸鉆削頭上裝有攝像頭,可用于觀察孔的加工情況。本機構可以用一個或多個剛性多軸鉆削頭對圓周內腔進行圓周方向和垂直方向進行等分或不等分孔(螺紋孔)的鉆削。
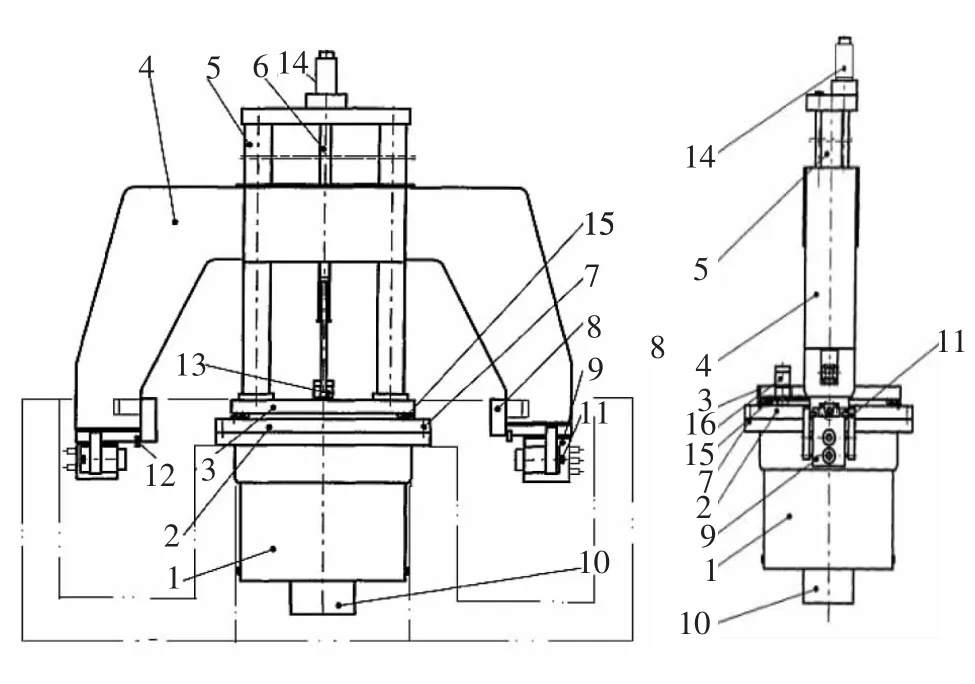
圖2 鉆孔機構示意圖
圖3為定心脹緊機構的結構示意圖。工作時,將圖3所示的定位脹緊機構 (即圖2中的定位脹緊機構1)安裝在工件的中心φ1 200H7圓孔中。

圖3 定位脹緊機構的結構示意圖
定心脹緊機構工作原理如下:3個脹緊銷分裝于定位脹緊盤內腔圓周上等分的通孔中,其內端坡面與裝于定位脹緊盤內腔的圓錐盤的下端錐面相接觸,在脹緊銷與通孔之間設有壓縮彈簧,壓縮彈簧的兩端分別由螺母及臺階所限位;螺桿的下端通過梯形螺紋與圓錐盤相連接,其上端穿過與定位脹緊盤相鄰的起導向作用的定位環,并裝有鎖緊套以軸向定位,從而保證其能旋轉而不產生軸向移動,使圓錐盤只能作軸向移動而不旋轉。工作時,手工扳動螺桿,使圓錐盤向下移動,通過其錐面推動脹緊銷向外移動,從而實現定位脹緊機構的固定;卸下定位脹緊機構時,手工扳動螺桿,使圓錐盤向上移動,通過其脹緊銷在壓縮彈簧的作用下向內移動,從而使定位脹緊機構與工件脫開。
2.2 結構特點
(1)總體結構新穎,布局合理,具有加工制造方便、安裝容易等特點。該機構分為兩部分,一是定位脹緊機構,二是鉆孔機構。兩者是分開安裝,工件置于原地不動。安裝時,先將定位脹緊機構置于工件內孔中脹緊固定,然后通過4個液壓拉釘快速定位夾緊鉆孔機構。
(2)該機構定位脹緊機構操作靈活,定位可靠。定位脹緊機構是通過3只脹緊銷分裝于定位脹緊盤內腔圓周上等分的通孔中,通過梯形螺紋帶動圓錐盤,使鉆孔機構能夠快速定位。
(3)該機構設有平衡裝置。為保證上述擺臂的平衡,在回轉臺上裝有平衡油缸,較好地保證了擺臂的平衡。
(4)該機構采用先進的數控裝置,加工調整靈活。擺臂的上下移動是由伺服電機帶動滾珠絲杠來實現的,從而可以保證孔之間的Z向尺寸;回轉臺的回轉是通過伺服電機帶動齒輪副運動 (齒輪可以通過消隙工藝處理),從而可以保證同層孔之間的精確分度; 在擺臂的兩下端裝有數控滑臺,多軸鉆削頭裝于滑臺上,通過數控滑臺的運動,帶動多軸鉆削頭前進與后退,從而保證鉆孔的深度;通過以上的數控裝置的控制,實現圓周內腔弧面的鉆削與退出。
(5)該機構加工過程可控。為及時有效地觀測、檢測加工過程及加工質量,在數控滑臺的內側裝有檢測刀具破損情況的刀具檢測裝置,一旦刀具破損,可及時發出警示。同時在多軸鉆削頭上還裝有攝像頭,以便隨時觀察加工的情況。
(6)該機構同時可進行攻絲。它只需將多軸鉆削頭改為多軸攻絲頭。其加工過程和鉆孔是一致的。
(7)該鉆孔機構與脹緊機構定位夾緊可靠。鉆孔機構與脹緊機構通過4個定位夾緊缸定位夾緊,可以保證兩者之間零間隙。
總之,通過實踐證明,該裝置結構合理,有效地降低了工人勞動強度和生產成本,操作方便,定位準確,工作效率高,同時又保證了產品的質量。
[1] 張世華,楊曉光.一種新的模塊化設計文法及其應用 [J].組合機床與自動化加工技術,2009(4):36-38.
[2] 侯亮,唐任仲,徐燕申 .產品模塊化設計理論、技術與應用研究進展 [J].機械工程學報,2004,40(1):56-61.
[3] 靳伍銀,芮執元.一種新型自動切管機床的研制 [J].機床與液壓,2001(6):77.
[4] 馮辛安,黃玉美,杜君文.機械制造裝備設計[M].北京:機械工業出版社,2006.
