薄壁鋁合金非型材長管件縱向?qū)拥暮附臃椒?/h1>
2013-08-06 04:34:42翟立颯
電焊機 2013年10期
翟立颯
(北京賽德高科鐵道電氣科技有限責任公司,北京 100081)
0 前言
目前在鐵路干線動車組、交流大功率電力機車等機車上,板厚2.5 mm的鋁合金5083材料的焊接、接頭為對接接頭的鋁合金非型材長管件縱向?qū)拥暮附樱诓皇褂煤附訖C器人的情況下均采用單面焊單面成形,該方法接頭質(zhì)量不高,容易引起未焊透、氣孔、未熔合、夾雜、下塌及背面成形不良等焊接缺陷,不但焊接接頭容易出現(xiàn)失效,并且容易引起整個焊接結構件失效,不易保證產(chǎn)品整體強度,對行車安全造成不良影響。在此,提供了一種工藝方法,可以滿足此類產(chǎn)品提高產(chǎn)品質(zhì)量、保證行車安全的要求,同時節(jié)約設備成本,比如避免投入焊接機器人等高端焊接設備。
1 產(chǎn)品材料及結構[1-5]
待焊產(chǎn)品為薄壁鋁合金非型材長管件,材料采用板厚2.5 mm的5083鋁合金,產(chǎn)品結構尺寸約2500 mm×150 mm×45 mm,產(chǎn)品結構如圖1所示。
2 工藝內(nèi)容
2.1 坡口準備
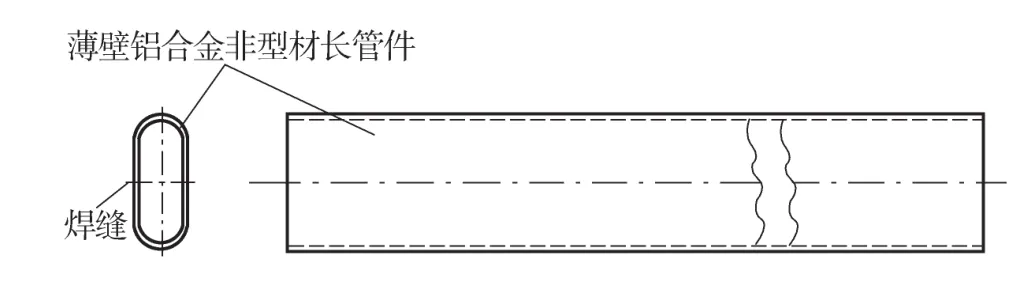
圖1 產(chǎn)品結構
在零件的待焊部位開坡口,坡口型式為單邊倒角15°,鈍邊1.5 mm,坡口型式如圖2所示。
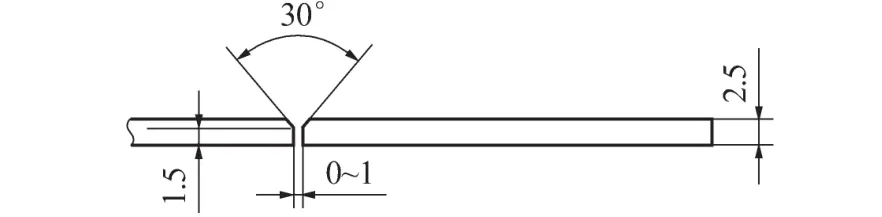
圖2 產(chǎn)品坡口型式
2.2 清理工藝
2.2.1 機械清理
采用不銹鋼絲刷將待焊部位兩側(cè)25 mm內(nèi)的氧化物及其他雜質(zhì)清理干凈,直至露出金屬光澤。
2.2.2 化學清洗
分別配制50℃~60℃含8%~10%NaOH(火堿)溶液和HNO3(硝酸)40%~50%的溶液;將待焊接零件浸入NaOH(火堿)中浸泡6~8 min,每批浸洗前,首先用PH試紙檢測 NaOH(火堿),其PH值應為13~14,PH值不足規(guī)定時,可隨時加入適量的NaOH,使PH值達到規(guī)定值;從堿溶液中取出零件后,用冷水沖洗。清除工件表面上的NaOH(火堿)殘留物,將清洗后的零件放入硝酸溶液中浸泡,時間為30~60 s,但不得超過1 min。每批浸洗前用PH試紙檢測硝酸濃度值,PH值應為1,PH值不足規(guī)定時,可隨時加入適量的硝酸,使PH值達到規(guī)定值;將零件從硝酸溶液中取出,放入水中清洗,清除工件表面的硝酸殘留物。
2.3 焊接工藝
接頭型式為對接,焊接方法為熔化極氣體保護焊,采用規(guī)格直徑1.2 mm的5087焊絲,焊接參數(shù)為:電流 65~95 A、電壓 18±3 V;電流極性采用交流;保護氣體采用純度大于等于99.99%的Ar氣,氣體流量為16±3 L/min;背面保護氣體采用純度大于等于99.99%的 Ar氣,氣體流量為 16±3 L/min。焊接速度為 8.7±0.3 mm/s。
先焊管件第一面長焊縫,焊好后,翻轉(zhuǎn)管件,采用同樣的焊接參數(shù)焊接第二面。
3 工藝優(yōu)點
3.1 坡口準備
該坡口準備工藝能保證焊縫熔深,不會產(chǎn)生未焊透、下塌等焊接缺陷,并且能保證焊縫成形美觀。
3.2 清理
采用機械清理+化學清洗,徹底清理待焊部位的氧化膜等雜質(zhì),避免產(chǎn)生氣孔、未熔合、夾雜等焊接缺陷。
3.3 焊接工藝
(1)采用焊縫正面、背面保護氣體,充分保護焊接熔池,保證焊縫雙面成形良好,避免產(chǎn)生氣孔、下塌等焊接缺陷。
(2)采用合理的電流、電壓、焊接速度,能充分熔化母材金屬,保證母材金屬熔透,但不產(chǎn)生成形不良、未焊透、氣孔、未熔合、下塌、燒穿、夾雜等焊接缺陷,保證產(chǎn)品質(zhì)量。
(3)焊接填充材料采用直徑1.2 mm的焊絲,能保證焊接接頭質(zhì)量,并滿足產(chǎn)品強度要求,最終保證產(chǎn)品質(zhì)量要求。
4 質(zhì)量檢驗結果
(1)產(chǎn)品焊縫外觀檢驗:按ISO17637-2003標準檢驗,按ISO10042-2006標準中B級驗收。
結果:無裂紋、氣孔、未熔合、咬邊及其他焊接缺陷,外觀檢驗合格,焊縫外觀如圖3所示。
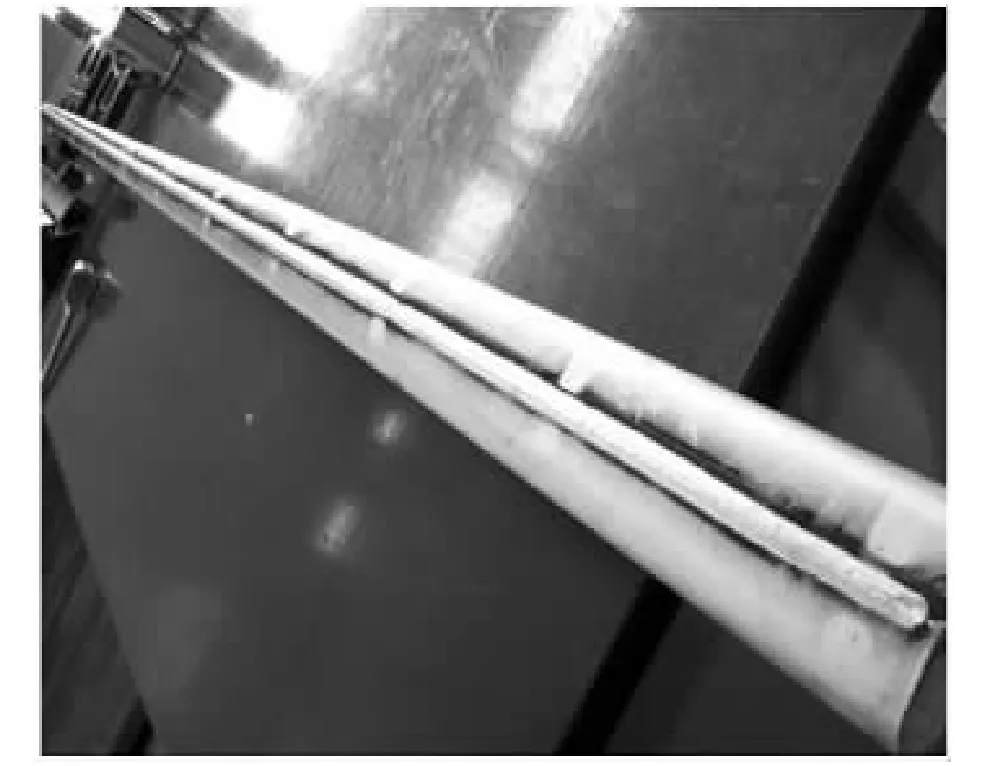
圖3 焊縫外觀
(2)產(chǎn)品焊縫滲透探傷檢驗:按EN1289-2002標準檢驗,按ISO10042-2006標準中B級驗收。
結果:無裂紋、氣孔、未熔合、咬邊及其他缺陷,滲透探傷檢驗合格。
(3)產(chǎn)品焊縫X射線探傷檢驗:按ISO17636-2003標準檢驗,按ISO10042-2006標準中B級驗收。
結果:無裂紋、未熔合、咬邊等焊接缺陷,存在ISO10042-2006標準中B級要求規(guī)定的可接受氣孔,X射線探傷檢驗合格。
(4)產(chǎn)品試件做力學性能檢驗:室溫拉伸和完全試驗分別按ISO4136-2001和ISO5173-2000標準檢驗,按ISO10042-2006標準中B級驗收。
4.4.1 拉伸試驗
室溫拉伸試驗在WE-300液壓式萬能材料試驗機上進行,試件尺寸如圖4所示。
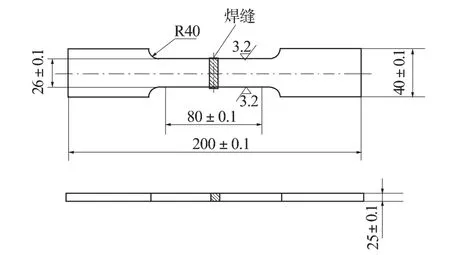
圖4 拉伸試件尺寸
4.4.2 彎曲試驗
室溫彎曲試驗在WB-300型微機控制電液伺服板材彎曲試驗機上進行,試件尺寸如圖5所示。
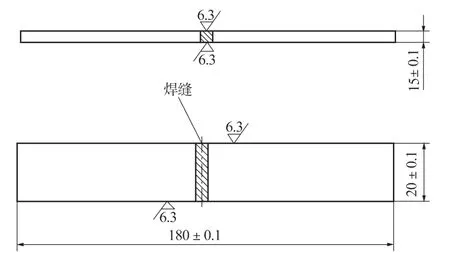
圖5 彎曲試件尺寸
4.4.3 力學性能檢驗
力學性能檢驗結果見表1,檢驗結果合格。
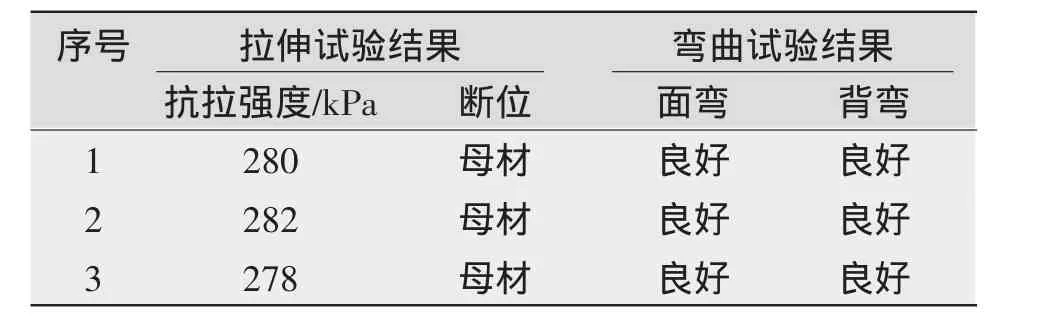
表1 力學性能試驗結果
4.5 宏觀金相檢驗
產(chǎn)品焊縫宏觀金相檢驗:用BX51M金相顯微鏡對焊接接頭的組織形態(tài)進行觀察,并進一步觀察接頭是否存在焊接缺陷,宏觀金相如圖6所示。
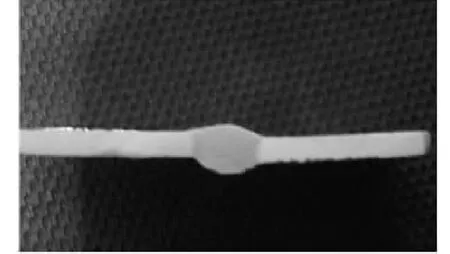
圖6 焊接接頭宏觀金相
宏觀金相顯示產(chǎn)品樣件焊接接頭無裂紋、氣孔、未熔合、未焊透、咬邊等焊接缺陷,檢驗結果合格。
5 結論
(1)提供的薄壁鋁合金非型材長管件縱向?qū)拥暮附臃椒ǎ庸ち撕线m的焊接坡口,且采用機械清理+化學清洗,徹底清理待焊部位的氧化膜等雜質(zhì);同時選取合適的正、背面保護氣體流量和焊接速度;保證了單面焊雙面成形的接頭質(zhì)量,避免了成形不良、未焊透、氣孔、未熔合、燒穿、下塌、夾雜等焊接缺陷的產(chǎn)生,降低了返修率及廢品率,提高了生產(chǎn)效率。
(2)在薄壁鋁合金非型材長管件縱向?qū)拥暮附由a(chǎn)沒有焊接機器人等高端焊接設備的情況下,為焊接工藝滿足產(chǎn)品設計要求提供了保證。
(3)節(jié)約了焊接高端設備的投入,降低了制造成本。
[1]周萬盛,姚君山.鋁及鋁合金的焊接[M].北京:機械工業(yè)出版社,2006.
[2]田容章,王祝堂.鋁合金及其加工手冊[M].長沙:中南大學出版社,2000.8
[3]潘復生,張丁菲.鋁合金及其應用[M].北京:機械工業(yè)出版社,2006.
[4]中國機械工程學會焊接學會.焊接手冊[M].北京:機械工業(yè)出版社,2001.
[5]陳祝年.焊接工程師手冊[M].北京:機械工業(yè)出版社,2004.
[6]陳裕川.現(xiàn)代焊接生產(chǎn)實用手冊[M].北京:機械工業(yè)出版社,2005.
猜你喜歡
好產(chǎn)品,可持續(xù)現(xiàn)代裝飾(2022年4期)2022-08-31 01:39:32 從靈感出發(fā),邂逅好產(chǎn)品現(xiàn)代裝飾(2022年3期)2022-07-05 05:55:06 基于焊縫余高對超聲波探傷的影響分析建材發(fā)展導向(2021年6期)2021-06-09 05:57:08 焊縫符號在機械設計圖上的標注裝備制造技術(2021年1期)2021-05-21 07:55:04 TP347制氫轉(zhuǎn)油線焊縫裂紋返修金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00 焊縫跟蹤遺傳算法優(yōu)化PID控制仿真研究制造技術與機床(2018年12期)2018-12-23 02:40:58 機器人在輪輞焊縫打磨工藝中的應用制造業(yè)自動化(2017年2期)2017-03-20 14:26:13 2015產(chǎn)品LOOKBOOK直擊Coco薇(2015年1期)2015-08-13 02:23:50 光譜分析在檢驗焊縫缺陷中的應用設備管理與維修(2015年12期)2015-04-09 06:57:24 新產(chǎn)品玩具(2009年10期)2009-11-04 02:33:14
翟立颯
(北京賽德高科鐵道電氣科技有限責任公司,北京 100081)
0 前言
目前在鐵路干線動車組、交流大功率電力機車等機車上,板厚2.5 mm的鋁合金5083材料的焊接、接頭為對接接頭的鋁合金非型材長管件縱向?qū)拥暮附樱诓皇褂煤附訖C器人的情況下均采用單面焊單面成形,該方法接頭質(zhì)量不高,容易引起未焊透、氣孔、未熔合、夾雜、下塌及背面成形不良等焊接缺陷,不但焊接接頭容易出現(xiàn)失效,并且容易引起整個焊接結構件失效,不易保證產(chǎn)品整體強度,對行車安全造成不良影響。在此,提供了一種工藝方法,可以滿足此類產(chǎn)品提高產(chǎn)品質(zhì)量、保證行車安全的要求,同時節(jié)約設備成本,比如避免投入焊接機器人等高端焊接設備。
1 產(chǎn)品材料及結構[1-5]
待焊產(chǎn)品為薄壁鋁合金非型材長管件,材料采用板厚2.5 mm的5083鋁合金,產(chǎn)品結構尺寸約2500 mm×150 mm×45 mm,產(chǎn)品結構如圖1所示。
2 工藝內(nèi)容
2.1 坡口準備
圖1 產(chǎn)品結構
在零件的待焊部位開坡口,坡口型式為單邊倒角15°,鈍邊1.5 mm,坡口型式如圖2所示。
圖2 產(chǎn)品坡口型式
2.2 清理工藝
2.2.1 機械清理
采用不銹鋼絲刷將待焊部位兩側(cè)25 mm內(nèi)的氧化物及其他雜質(zhì)清理干凈,直至露出金屬光澤。
2.2.2 化學清洗
分別配制50℃~60℃含8%~10%NaOH(火堿)溶液和HNO3(硝酸)40%~50%的溶液;將待焊接零件浸入NaOH(火堿)中浸泡6~8 min,每批浸洗前,首先用PH試紙檢測 NaOH(火堿),其PH值應為13~14,PH值不足規(guī)定時,可隨時加入適量的NaOH,使PH值達到規(guī)定值;從堿溶液中取出零件后,用冷水沖洗。清除工件表面上的NaOH(火堿)殘留物,將清洗后的零件放入硝酸溶液中浸泡,時間為30~60 s,但不得超過1 min。每批浸洗前用PH試紙檢測硝酸濃度值,PH值應為1,PH值不足規(guī)定時,可隨時加入適量的硝酸,使PH值達到規(guī)定值;將零件從硝酸溶液中取出,放入水中清洗,清除工件表面的硝酸殘留物。
2.3 焊接工藝
接頭型式為對接,焊接方法為熔化極氣體保護焊,采用規(guī)格直徑1.2 mm的5087焊絲,焊接參數(shù)為:電流 65~95 A、電壓 18±3 V;電流極性采用交流;保護氣體采用純度大于等于99.99%的Ar氣,氣體流量為16±3 L/min;背面保護氣體采用純度大于等于99.99%的 Ar氣,氣體流量為 16±3 L/min。焊接速度為 8.7±0.3 mm/s。
先焊管件第一面長焊縫,焊好后,翻轉(zhuǎn)管件,采用同樣的焊接參數(shù)焊接第二面。
3 工藝優(yōu)點
3.1 坡口準備
該坡口準備工藝能保證焊縫熔深,不會產(chǎn)生未焊透、下塌等焊接缺陷,并且能保證焊縫成形美觀。
3.2 清理
采用機械清理+化學清洗,徹底清理待焊部位的氧化膜等雜質(zhì),避免產(chǎn)生氣孔、未熔合、夾雜等焊接缺陷。
3.3 焊接工藝
(1)采用焊縫正面、背面保護氣體,充分保護焊接熔池,保證焊縫雙面成形良好,避免產(chǎn)生氣孔、下塌等焊接缺陷。
(2)采用合理的電流、電壓、焊接速度,能充分熔化母材金屬,保證母材金屬熔透,但不產(chǎn)生成形不良、未焊透、氣孔、未熔合、下塌、燒穿、夾雜等焊接缺陷,保證產(chǎn)品質(zhì)量。
(3)焊接填充材料采用直徑1.2 mm的焊絲,能保證焊接接頭質(zhì)量,并滿足產(chǎn)品強度要求,最終保證產(chǎn)品質(zhì)量要求。
4 質(zhì)量檢驗結果
(1)產(chǎn)品焊縫外觀檢驗:按ISO17637-2003標準檢驗,按ISO10042-2006標準中B級驗收。
結果:無裂紋、氣孔、未熔合、咬邊及其他焊接缺陷,外觀檢驗合格,焊縫外觀如圖3所示。
圖3 焊縫外觀
(2)產(chǎn)品焊縫滲透探傷檢驗:按EN1289-2002標準檢驗,按ISO10042-2006標準中B級驗收。
結果:無裂紋、氣孔、未熔合、咬邊及其他缺陷,滲透探傷檢驗合格。
(3)產(chǎn)品焊縫X射線探傷檢驗:按ISO17636-2003標準檢驗,按ISO10042-2006標準中B級驗收。
結果:無裂紋、未熔合、咬邊等焊接缺陷,存在ISO10042-2006標準中B級要求規(guī)定的可接受氣孔,X射線探傷檢驗合格。
(4)產(chǎn)品試件做力學性能檢驗:室溫拉伸和完全試驗分別按ISO4136-2001和ISO5173-2000標準檢驗,按ISO10042-2006標準中B級驗收。
4.4.1 拉伸試驗
室溫拉伸試驗在WE-300液壓式萬能材料試驗機上進行,試件尺寸如圖4所示。
圖4 拉伸試件尺寸
4.4.2 彎曲試驗
室溫彎曲試驗在WB-300型微機控制電液伺服板材彎曲試驗機上進行,試件尺寸如圖5所示。
圖5 彎曲試件尺寸
4.4.3 力學性能檢驗
力學性能檢驗結果見表1,檢驗結果合格。
表1 力學性能試驗結果
4.5 宏觀金相檢驗
產(chǎn)品焊縫宏觀金相檢驗:用BX51M金相顯微鏡對焊接接頭的組織形態(tài)進行觀察,并進一步觀察接頭是否存在焊接缺陷,宏觀金相如圖6所示。
圖6 焊接接頭宏觀金相
宏觀金相顯示產(chǎn)品樣件焊接接頭無裂紋、氣孔、未熔合、未焊透、咬邊等焊接缺陷,檢驗結果合格。
5 結論
(1)提供的薄壁鋁合金非型材長管件縱向?qū)拥暮附臃椒ǎ庸ち撕线m的焊接坡口,且采用機械清理+化學清洗,徹底清理待焊部位的氧化膜等雜質(zhì);同時選取合適的正、背面保護氣體流量和焊接速度;保證了單面焊雙面成形的接頭質(zhì)量,避免了成形不良、未焊透、氣孔、未熔合、燒穿、下塌、夾雜等焊接缺陷的產(chǎn)生,降低了返修率及廢品率,提高了生產(chǎn)效率。
(2)在薄壁鋁合金非型材長管件縱向?qū)拥暮附由a(chǎn)沒有焊接機器人等高端焊接設備的情況下,為焊接工藝滿足產(chǎn)品設計要求提供了保證。
(3)節(jié)約了焊接高端設備的投入,降低了制造成本。
[1]周萬盛,姚君山.鋁及鋁合金的焊接[M].北京:機械工業(yè)出版社,2006.
[2]田容章,王祝堂.鋁合金及其加工手冊[M].長沙:中南大學出版社,2000.8
[3]潘復生,張丁菲.鋁合金及其應用[M].北京:機械工業(yè)出版社,2006.
[4]中國機械工程學會焊接學會.焊接手冊[M].北京:機械工業(yè)出版社,2001.
[5]陳祝年.焊接工程師手冊[M].北京:機械工業(yè)出版社,2004.
[6]陳裕川.現(xiàn)代焊接生產(chǎn)實用手冊[M].北京:機械工業(yè)出版社,2005.
猜你喜歡
現(xiàn)代裝飾(2022年4期)2022-08-31 01:39:32
現(xiàn)代裝飾(2022年3期)2022-07-05 05:55:06
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
Coco薇(2015年1期)2015-08-13 02:23:50
設備管理與維修(2015年12期)2015-04-09 06:57:24
玩具(2009年10期)2009-11-04 02:33:14