S31603和Q345R異種鋼焊接工藝
2013-08-06 04:34:30史維琴
電焊機 2013年9期
史維琴
(常州工程職業(yè)技術學院 機械系,江蘇 常州 213164)
0 前言
某再生塔塔體由兩部分組成,上部分為12 mm的低合金鋼Q345R,按照產品技術要求必須進行620℃±20℃熱處理;下部分為16 mm的奧氏體不銹鋼S31603,不允許進行熱處理。產品的終止焊縫是S31603和Q345R異種鋼對接。為此進行了焊接工藝評定試驗,其彎曲試樣在Q345R側發(fā)生開裂,如圖1所示。為此,從Q345R與S31603異種鋼的焊接性,以及選擇焊接方法、焊接坡口、焊接材料、焊接熱輸入、預熱和層間溫度等方面分析、探討產生開裂的原因,并焊接模擬件,確定合適的焊接工藝,來保證其焊接接頭的性能。
1 焊接性分析

圖1 開裂的彎曲試樣
Q345R是低合金鋼,常溫組織是珠光體,S31603是奧氏體不銹鋼。其化學成分、金相組織、物理性能和力學性能等方面有較大差異[1],焊接時容易出現以下問題:
(1)焊縫金屬受到Q345R鋼的稀釋,在緊靠Q345R鋼一側熔合線的焊縫金屬中,會形成和焊縫金屬內部成分不同的過渡層。離熔合線越近,Q345R鋼的稀釋作用越強烈,過渡層中含鉻、鎳量也越少,此時過渡層可能會出現高硬度的馬氏體或奧氏體+馬氏體區(qū)組織。
(2)在焊接高溫下,Q345R鋼與S31603鋼界面附近發(fā)生反應擴散而使碳遷移,在Q345R鋼側形成脫碳層而軟化,在S31603鋼側形成增碳層而硬化。
(3)由于兩種鋼的線膨脹系數不同,焊接產生的殘余應力無法通過熱處理方式去除,使焊縫和熔合線附近產生附加拉應力,而Q345R鋼的塑韌性比奧氏體鋼S31603差,所以在Q345R鋼側易產生開裂。
2 焊接工藝分析
2.1 焊接方法
Q345R與S31603異種鋼焊接時應選用熔合比小、稀釋率低的焊接方法。表1為各種焊接方法堆焊時得到的熔合比范圍。由表1可知,焊條電弧焊的熔合比較低,變化范圍較小,因而焊縫成分比較穩(wěn)定,這也是目前異種鋼焊接最常用的焊接方法。
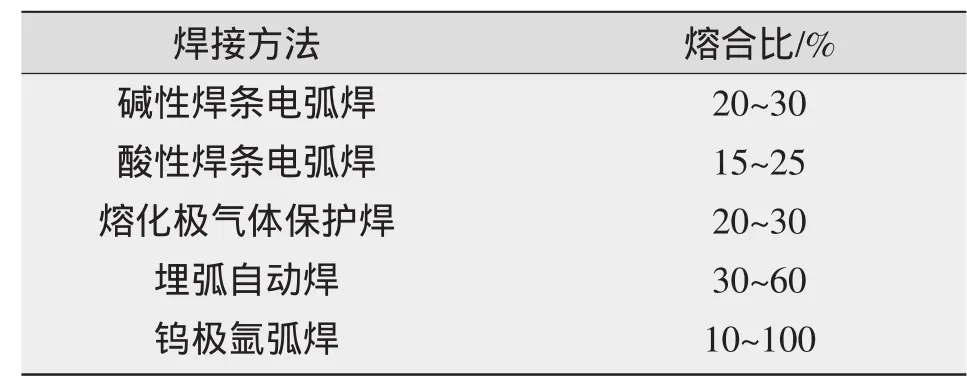
表1 幾種焊接方法的熔合比范圍[1]
2.2 焊接坡口
因為彎曲試樣在Q345R側發(fā)生了開裂,為了防止因應力過高而在熔化區(qū)出現開裂情況,在Q345R側堆焊過渡層,減小淬硬傾向[2],然后再與S31603進行對接。
2.3 焊接材料
Q345R堆焊時,選擇含鎳量大于62%的鎳基合金焊條ENiCrFe-2,利用鎳的石墨化作用能阻礙形成碳化物,減小過渡層,防止產生高硬度的馬氏體,且抑制Q345R中碳的遷移[1]。堆焊完成后進行消除應力熱處理,然后與S31603焊接,也選擇焊條ENiCrFe-2。ENiCrFe-2的線脹系數接近Q345R,這樣焊接應力將集中在S31603一側,而奧氏體鋼S31603的塑性變形能力強,能承受較大的應力。
2.4 焊接熱輸入
由于鎳基合金的熔深淺及液態(tài)焊縫金屬流動性差,如果通過加大焊接電流提高焊縫金屬流動性,可能會增大熱裂紋傾向、產生氣孔、接頭過熱、晶粒長大、過度偏析、碳化物沉淀等。因此鎳基合金焊條焊接時宜采用較小的熱輸入,縮短焊縫熔融金屬存在時間,防止產生熱裂紋和脆硬組織,改善熔合質量[3]。
2.5 預熱和層間溫度
為了提高焊縫金屬和珠光體鋼的熔合,可以增加液態(tài)焊縫金屬流動性和適當預熱,但溫度又不能太高,過高的預熱溫度和層間溫度會增大熔合比及母材過熱,晶粒粗大或產生脆硬組織等,堆焊時預熱溫度為60℃,層間溫度60℃~80℃。
3 焊接模擬件(MOCK-UP)
根據再生塔產品的特性模擬生產過程,制作模擬件,然后進行拉伸、彎曲試驗和宏觀金相檢驗。
3.1 焊前準備
(1)試板和坡口。
Q345R:500mm×150 mm×12 mm,S31603:500 mm×150 mm×16 mm,采用機加工方法刨坡口,坡口見圖2a。
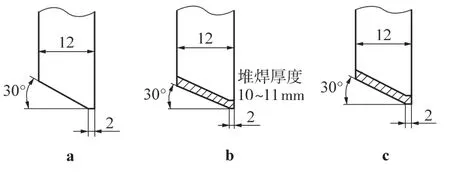
圖2 坡口示意
(2)焊接材料。
按照焊材使用說明書上要求,ENiCrFe-2焊條烘干250℃,保溫2 h。
(3)卷圓及坡口清理。
按照產品制造流程,Q345R鋼板進行卷圓以后再進行焊接,所以在實驗過程中將試板在卷板機上按再生塔直徑1800 mm將試板卷成圓弧狀。然后將坡口及兩側約30 mm范圍內的水、油污和鐵銹等清理干凈,檢查坡口及兩側有無裂紋。
3.2 焊接
(1)Q345側堆焊。將Q345試板寬度方向垂直放置,堆焊前將Q345板材坡口處預熱到60℃,用φ3.2的ENiCrFe-2焊條直流反接進行堆焊,道間溫度80℃。焊接工藝參數見表2,焊接時盡量不要擺動,即使擺動,擺動幅度也不要超過1 mm。采用不銹鋼砂輪打磨弧坑,去除可能產生的弧坑裂紋;每道焊完后用不銹鋼砂輪清理干凈,防止產生夾渣;直至堆焊層厚度尺寸滿足要求,如圖2b所示。
(2)Q345堆焊層加工。產品卷圓堆焊后,無法采用坡口機加工坡口,一般采用打磨。將堆焊好的試板打磨出單邊V型坡口,不允許在一個地方長時間的打磨,應采用分段間隔打磨,防止鎳基合金因為受熱而出現裂紋;同時要檢查有沒有厚度不夠和其他缺陷存在,打磨后坡口如圖2c所示。坡口加工好后按照JB/T4730-2005對試板堆焊部位進行射線檢測(RT)和滲透檢測(PT),結果為 I級。
(3)焊后熱處理。堆焊后的試板進行焊后熱處理,溫度按照Q345R要求為620℃±20℃,保溫1 h。然后再對試板堆焊部位進行PT、RT,結果為I級。
(4)堆焊后Q345和S31603對接焊接。
將堆焊及熱處理后的Q345和坡口側削邊處理的S31603組對,裝配尺寸和焊接順序如圖3所示,焊接時控制層間溫度為80℃,焊道間清理干凈,防止夾渣,去除氧化皮等雜質。收弧打磨,去除有可能產生的裂紋。焊接工藝參數見表2。
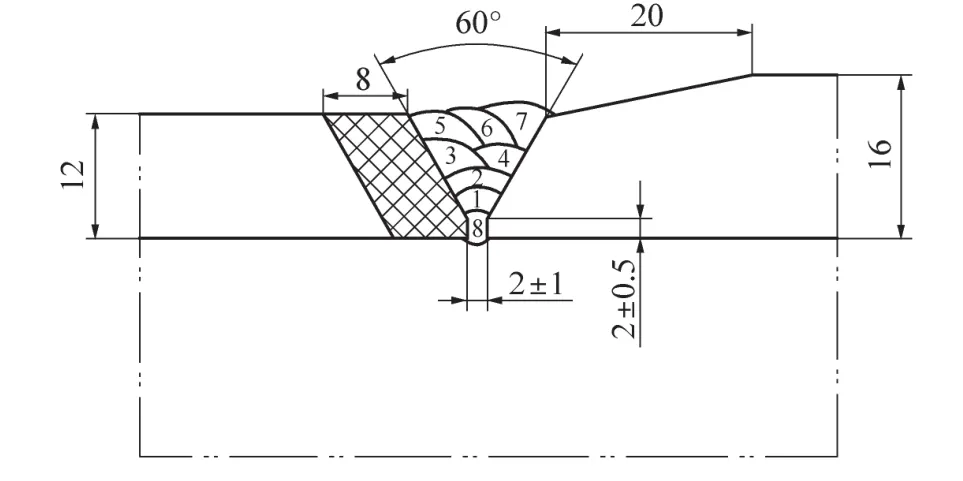
圖3 堆焊的Q345R和S31603裝配和焊接
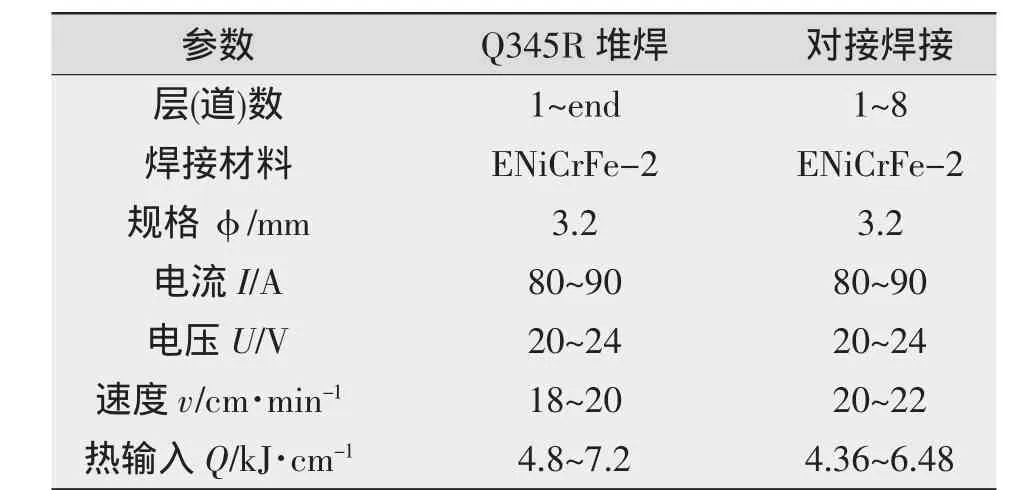
表2 焊接工藝參數
3.3 焊后檢查
(1)外觀檢查和無損檢測。
焊后進行外觀檢查,表面沒有氣孔、夾雜、裂紋等缺陷,然后進行PT、RT,結果都是I級。
(2)力學性能試驗和結果分析
按NB/T47014-2011要求加工試樣,并進行拉伸、彎曲[3]和金相試驗,試驗結果數值見表3;拉伸、彎曲和金相試樣如圖4所示。
表3 拉伸、彎曲和金相試驗結果
圖4 拉伸、彎曲和金相試樣
從表3和圖4可知,拉伸、彎曲試驗和宏觀金相檢查都合格,說明焊接接頭的性能符合要求,制定的焊接工藝合理。
4 結論
(1)焊接時控制焊接熱輸入小于7.2 kJ/cm,采用小電流、低電壓、小幅度擺動電弧、多層多道焊。否則在堆焊過渡層易出現細微的熱裂紋。
(2)堆焊前適當預熱至60℃,層間溫度控制在60℃~80℃,有利于防止產生裂紋。
(3)焊前將母材以及每層(道)焊縫清理至金屬本色,避免焊件表面氧化皮和引起脆化的元素存在。
[1]中國機械工程學會焊接學會編.焊接手冊第2卷[M].北京:機械工業(yè)出版社,2007.
[2]李雪榮.金屬材料焊接工藝[M].北京:機械工業(yè)出版社,2009.
[3]姚彩艷,張林賢.鐵鎳基合金的焊接工藝研究[J].焊接技術,2002,31(6):19-20.
[4]NB/T47014-2011.承壓設備焊接工藝評定[S].北京:新華出版社,2011.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03
