大型復雜環件軋制工藝發展現狀與對策
2013-08-08 00:59:24戴玉同張家港海陸環形鍛件有限公司
鍛造與沖壓 2013年15期
文/戴玉同·張家港海陸環形鍛件有限公司
馬琦·武漢理工大學材料與工程學院
大型復雜環件軋制工藝發展現狀與對策
文/戴玉同·張家港海陸環形鍛件有限公司
馬琦·武漢理工大學材料與工程學院
大型環鍛件,通常是指環件尺寸和質量較大,且生產時對制坯設備及軋制設備噸位要求都很高的環形鍛件。直徑超過5m的超大型環件,廣泛用于大型風電機組軸承和風塔法蘭、石油化工壓力容器、海洋工程、大型運載火箭倉體等,是大型能源、石化和武器裝備的關鍵基礎零件,其性能質量對于大型能源、石化和武器裝備的性能、壽命有著決定性影響。
常見復雜環件截面有T形、內凸臺、內溝槽、外凸臺、外溝槽等,廣泛應用于汽車工程、機械工程、冶金工程等行業。尤其是在工程、冶金、石化、機車鐵路等領域中,很多環件的截面不僅不規則,而且還會有十分復雜的溝槽結構。
目前,超大型環件的傳統制造方法主要有鑄造成形、焊接成形。鑄造成形的大型環件,晶粒粗大,組織分布不均勻,而且存在縮松、氣孔等孔隙缺陷,產品機械性能較差。焊接成形的大型環件,焊縫區材料組織為鑄態組織且不均勻,造成產品性能和壽命明顯降低。所以,鑄造成形和焊接成形的大型環件都難以滿足重載和沖擊載荷的工作要求。
環件軋制是一種特種軋制技術,它通過使環件毛坯產生連續局部塑性變形積累,而使其壁厚減小、直徑擴大、截面輪廓成形,以獲得規定形狀尺寸的環件產品。環件軋制分為中、小型環件徑向軋制(包括冷軋和熱軋)和大型環件徑軸向軋制(熱軋)。
大型環件徑軸向軋制成形原理如圖1所示:驅動輥作旋轉軋制運動,壓力輥作徑向進給和旋轉軋制運動,導向輥作導向運動,錐輥作軸向進給和旋轉軋制運動;在驅動輥、壓力輥和錐輥的共同作用下,環件產生徑向和軸向的連續局部回轉塑性變形,通過多轉變形積累,最終實現其整體截面成形和直徑擴大。
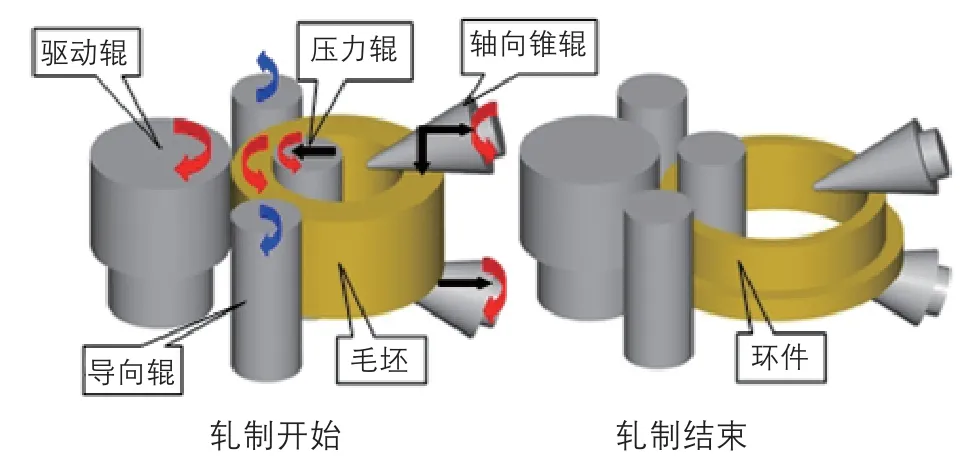
圖1 大型環件徑軸向軋制成形原理
相比傳統制造方法,大型環件徑軸向軋制成形利用較小噸位設備能較快成形幾何精度高、內部組織致密、金屬流線分布完整的優質環件,具有節能、節材、優質、高效等技術經濟優點,已成為高性能大型無縫環鍛件的先進制造技術。
大型環鍛件發展現狀
對于大型環鍛件的研究,國外發達國家如德國、英國、日本等起步較早,國外學者及企業技術人員通過長期研究,部分發達國家已掌握了大型環件軋制的核心技術,尤其是φ(5~8)m的大型環鍛件軋制成形制造技術,其軋制成形環件的徑向誤差可控制在0.1%以下,已實現精密軋制成形制造。然而,為了制約我國重大裝備制造業的自主發展,這些國家對φ5m以上超大型環件軋制技術和設備實行了戰略性技術封鎖和市場壟斷。
早期,我國通過引進國外工藝和設備進行生產,并在此基礎上進行簡單技術開發和設備仿制。由于研究起步比較晚,缺乏技術理論支持,加上國外對軋制核心技術實施嚴格技術封鎖,導致我國超大型環件發展緩慢,整體技術水平較低。
目前,國內大型環鍛件制造企業已普遍采用環件軋制技術制造φ(2~5)m的大型環鍛件。濟南鑄造鍛壓機械研究所已經設計制造了大型數控熱軋環機30余臺;填補了我國航天工業所需的高強度、高精度大型環件軋制設備的空白,西安重型機械研究所于2006年9月為西南鋁業公司研制了國內首臺軋制大型環件的φ5000mm徑軸向數控軋環機,該設備具有大力矩、高精度、高效率、大直徑和新工藝等特點。
張家港海陸環形鍛件有限公司已掌握了φ(2~5)m大型環鍛件制備的核心技術與批量生產的經驗,其工藝流程如圖2所示,我公司在建立校企產學研合作的同時,在現有的生產基礎上與武漢理工大學合作開發了RAM 9000徑軸向軋制設備,成功制造出國內能軋制最大壁厚為580mm的環形鍛件,還生產出了國內第一件φ9m的超大型環鍛件(圖3)等,其軋制過程如圖4所示,但是該鍛件的生產并沒有形成系統的產業化生產鏈。
但由于缺乏關鍵技術支撐,加之前期的開發缺乏理論技術支持,軋制工藝基本是憑經驗試錯確定,而大型環鍛件設備對能源要求較高,直接導致研發成本較高,某種程度上打擊了一些企業深入研發大型環鍛件的積極性。另外,軋制過程也是通過人工控制,隨機性誤差以及軋制過程穩定性的控制不當,導致成形精度差、尺寸波動大,基于以上原因,國內許多企業都是通過加大切削余量來保證超大型鍛件尺寸,而后續大量機械切削不僅破壞了金屬組織結構流線分布,降低了產品性能,而且還大大增加了人力、物力的投入,無法滿足企業對節能節材的要求。
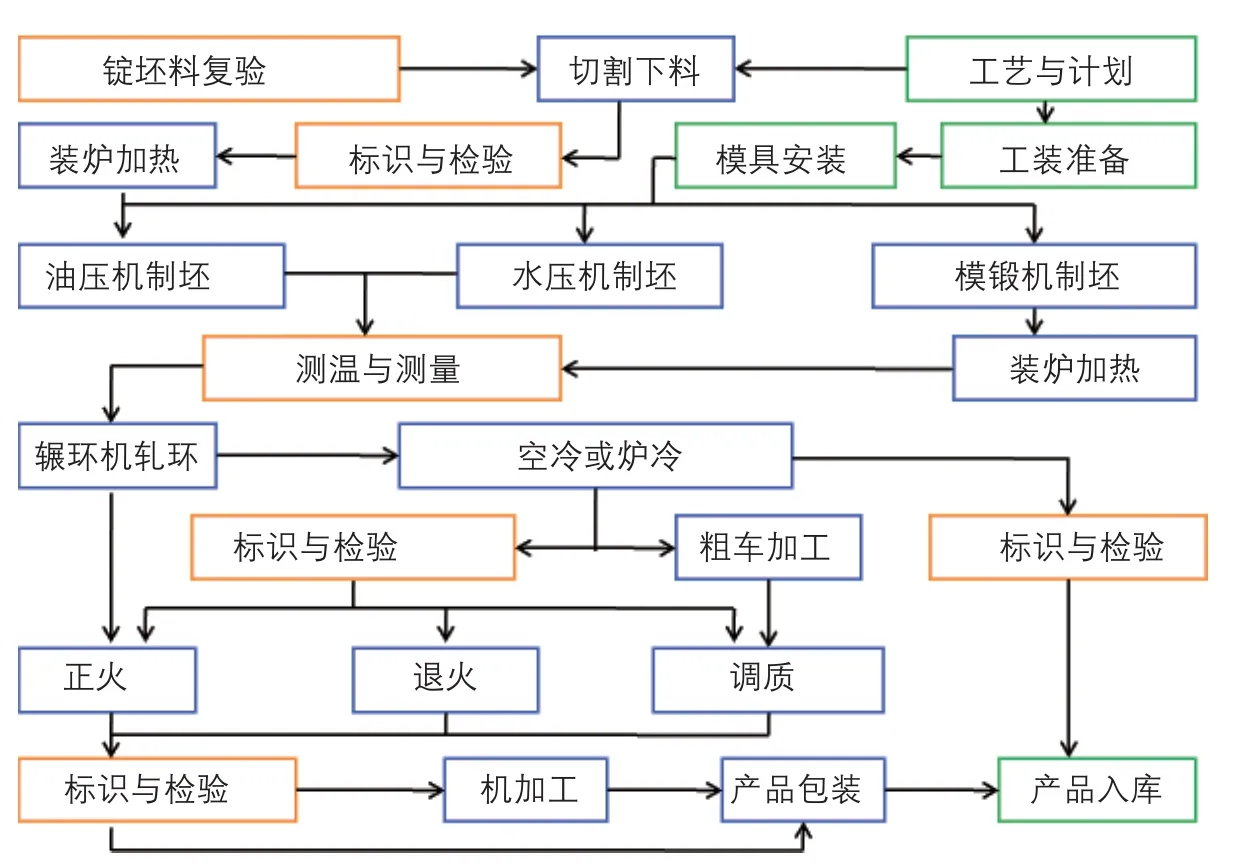
圖2 生產工藝流程

圖3 φ9m的超大型環鍛件

圖4 φ9m環鍛件軋制過程
綜合以上分析可知,國內大型環鍛件的生產還不能實現高性能環件精密軋制成形制造,高性能大型環件產品主要依賴進口。而對于φ5m以上大型環鍛件,由于前期市場需求量不大,國內關于其軋制技術研究開發以及產業化建設處于剛剛起步的階段,高性能超大型軋制成形環鍛件幾乎完全依賴進口。然而,隨著國內快速發展的風電產業逐漸向著陸地大功率裝機和海上裝機發展,φ5m以上大型風塔法蘭、風電機組回轉支承等超大型環鍛件市場需求量日趨增大,而其高性能自主制造也成為制約我國風電設備國產化發展的瓶頸。
復雜環鍛件發展現狀
復雜環鍛件通常是指截面為異形的環形鍛件,與矩形截面相比,復雜環鍛件的軋制對于模具設計要求以及液壓設備的穩定性要求都比較高。通常復雜環鍛件的生產流程如下:制造模具→采購原材料→下料→加熱→選用模具壓機制坯→選用模具環鍛輾環→探傷→熱處理→機加工→理化檢驗→探傷→產品交付。
在以往,復雜環鍛件首先必須進行試制,研發人員進行現場跟蹤與指導,總結試制經驗后,制定工藝進行批量生產;生產中進一步求證,如發現問題,必須找到產生問題的原因所在,作進一步調整和改進。這樣實際生產過程中就主要依靠工程師長期積累的經驗, 采用傳統試制法, 一些關鍵性的設計參數要在產品制造出來之后,通過反復的調試、修改才能確定,使得產品制造周期長、成本高。
而如今,由于計算機技術以及各種有限元模擬軟件的發展,使得這些問題得到了很大程度地改善。在試制之前,技術人員可以在軟件中根據實際情況,依據簡化和近似條件,建出軋制模型,在計算機上經過多次模擬軋制后,得出最佳軋制工藝參數,再應用到試制過程中去。
從現有的情況來看,工程、冶金、石化用復雜環鍛件生產中的大量實例證明,采用這樣的方法,不僅能夠降低試制過程的時間和成本,而且還能夠準確地預測出輪廓形狀不能成形、輪廓形狀出現又消失、環件翹曲、形成蝶狀、端面魚尾等缺陷,從而提前預防并對模具和其他參數及時做出修正。這樣,產品的整個制造周期和成本都能夠降低。
可是,由于在這些領域中的復雜環件截面的不規則性,為計算機的模擬帶來了諸多不便。環件軋制涉及軋輥的直線進給運動、旋轉軋制運動、導向運動以及環件自身的轉動和直徑擴大運動,而且軋制過程是時變的,這使得模擬環件軋制過程變得極為復雜,特別在模擬徑軸向雙向軋制的異形截面環件時還存在復雜的橫向、縱向金屬流動,這些都使得軋制過程變得更加復雜。
目前,國內外基于有限元數值仿真技術模擬異形截面環件一個生產周期內三維全過程動態軋制還鮮有報道。所以現有的試制前模擬,都必須引入一定的假設條件,對如T形、L形等較規則的復雜截面環件的預測還能獲得比較準確的結果,但是對于帶有復雜溝槽的復雜截面環件來說,往往還是不能帶來便利。
考慮到復雜截面環鍛件的模擬,能夠提高環件的生產效率和降低產品價格,進而能夠推動復雜截面環件在工程、冶金、石化、機車鐵路等行業內得到更廣泛的應用,創造更多的市場價值,因此,計算機模擬技術以及相關成形理論的研究和發展在未來肯定會得到更多的重視和發展。
此外,復雜截面環鍛件在實際生產中,最容易出現的缺陷就是夾皮,就是指在壓力機上鍛造時產生的氧化皮、沖孔連皮,以及環件軋制時產生的氧化皮,沒有被及時清理干凈,結果在軋制過程中被輾入到環件內部。另外,鋼錠鍛造過程中的皺褶、彎曲很容易造成環件成品的內部缺陷。
由于帶有夾皮的環件很容易在工作時出現應力集中的現象,因此必定會降低環件的使用壽命,甚至給生產過程帶來危險。所以凡是出現此類缺陷的零件,如果不能通過機加工處理解決,一般會直接報廢,這無疑會大大提高此類環件的生產成本,不利于其在工程、冶金、石化等行業領域內的應用。現有的解決辦法,就是合理地制定工藝流程,采用合適的鍛造設備,以及規范人工操作來降低該缺陷出現的概率。但是如果想要從根本上解決該問題,還需加大研究力度。
復雜環鍛件的生產還有一個重要步驟就是熱處理。矩形截面環鍛件在熱處理過程中,材料受熱比較均勻,所以整個過程便于控制,最終得到的組織分布和晶粒大小也比較均勻。但是對于復雜截面環鍛件,尤其是截面較為復雜的環鍛件,材料各部分受熱差異性可能較大,而且根據在工程、冶金、石化、機車鐵路等行業內的用途不同,各部分熱處理后得到的組織成分和性能要求也不完全相同。所以合理的熱處理工藝方案的研究也顯得尤為重要,圖5是對φ9m超大型環件加熱的熱處理爐。

圖5 φ9m超大型環件的熱處理爐
大型復雜環鍛件發展對策
重點發展大型環鍛件近凈成形技術
近凈成形技術生產環鍛件,代表著行業的先進制造水平和未來發展方向。環鍛件行業技術特點體現為綜合性、復合化和高精深的特點,需要金屬材料學、金屬塑性成形理論、精鍛成形工藝、有限元數值模擬、模具結構優化設計和計算機技術等多學科知識的綜合應用,體現了極高的技術含量。重點發展大型環鍛件近凈成形技術,應用此技術后,后續加工僅需少量加工或不再加工,同時,近凈成形環鍛工藝保證了產品金屬流線的延續,有利于提高環鍛件的疲勞強度,是高精度、輕量化、節能節材的首選。
復雜環鍛件需要合理設計模具結構
復雜環鍛件根據其截面形狀不同在鍛造時可分為一次鍛造成形和多次鍛造成形,絕大部分為一次鍛造成形。一次鍛造成形復雜環鍛件的技術含量比較高,涉及工裝模具的設計與改進,生產過程中的困難比較多,并非一般鍛造廠能夠達到的。非矩形截面環件軋制成形和矩形截面環件軋制成形不同,不僅要求通過軋制獲得一定的環件直徑,而且要求通過軋制獲得一定的截面輪廓形狀。
軋制成形一定截面輪廓的環件很不容易,而同時獲得一定截面輪廓形狀和一定直徑的環件則更困難,圖6為30t復雜環鍛件。直接軋制成形復雜輪廓的環件,既提高了材料利用率,又減小了后續加工余量和加工工時消耗,具有較高的技術經濟性,是環件軋制技術最有吸引力的領域和發展方向。非矩形截面環件軋制過程中,經常出現截面輪廓形狀不能成形,或是已經成形的截面輪廓形狀在軋制過程中又逐漸消失,還有環件截面輪廓的部分區域不能充滿軋制孔形,環件整體形狀出現蝶形、翹曲等各種特有現象,這些現象是非矩形截面環件軋制成形規律的客觀反映。而這些問題要想得到有效解決,首先就要做到合理地設計和制造模具。

圖6 30t環鍛件
充分利用有限元分析軟件
由于大型環件徑軸向軋制是一個三維非線性、非對稱、非穩態、非均勻的成形過程,且環件尺寸較大,多為貴金屬材料,故軋制設備一般為大型設備,如單純采用實驗法或解析法對其進行研究,勢必造成大量材料和能源的浪費。隨著計算機技術和塑性理論的發展,CAD/CAE/CAM有限元法作為一種準確、高效的分析方法,應充分應用于大型環件徑軸向軋制的研究中去。
充分借助計算機平臺,使技術人員預知產品軋制過程中的金屬流動、應力應變及溫度分布等情況,為優化工藝參數和模具結構提供了一個極為有利的工具,與此同時,也減少了企業不斷采用試制方法而帶來的巨大研發成本。
先進技術與人才的引進
技術與人才一直以來都是企業核心競爭力的體現,只有不斷引進、吸收與消化國內外前沿環軋核心技術,建立系統的持續可發展的生產理論與試驗體系,并注重培養此方面的專業技術人員,建立公司內部的研發機構,通過校企合作引進指導團隊,才能使企業的綜合發展水平一直處于不敗之地。
結束語
大型復雜環鍛件生產技術的研發與應用代表著環鍛行業的先進水平,未來環鍛行業對更大規格、更先進能源與武器設備的發展要求會越來越高,企業應打破傳統生產模式,重視可持續發展戰略,攻克大型復雜環鍛件生產中產生的鍛件質量不穩定的難題,大力發展近凈成形技術,以滿足我國大型能源、機械、國防裝備的發展需求。
