拉拔夾鉗液壓控制系統的改進
2013-08-24 03:30:22李文敏
時代農機 2013年1期
李文敏
(新鄉職業技術學院,河南 新鄉 453000)
1 概述
液壓油的長期使用和油溫的過高而產生的污染,以及電器控制產生的信號干擾,造成了閥芯的卡死,閥芯內部的泄露和竄流,促使了執行元件的工作不能正常到位,及液壓控制系統的控制出現失靈。面對當今市場的液壓油高價格來說,讓企業按照液壓油油品管理規定對液壓油進行更換,這如此大的成本費用是無法接受的,而油箱的容積一般都在2~5桶油(170Kg/桶)。另外,液壓系統出現故障時,排查難、維修難、長時間的維修嚴重影響了生產效率,造成了成本浪費,這也是使很多企業頭疼的。
將液壓的控制系統簡單化,減少執行閥的工作點,是很有效的降低成本的。因此,對拉拔機夾鉗的液壓控制系統進行了改進,將復雜的液壓控制系統改成了簡單的控制系統,減少了液壓產生的故障,降低了成本費用,又提高了設備的生產效率。
2 拉拔夾鉗液壓控制系統分析
如圖1夾鉗液壓控制系統原理圖所示,拉拔機的工作原理,在電器控制下(手動),閥11.0、閥 3.1、閥 3.1得電,閥 4.0失電,管頭拉入夾緊壓尖頭進行拉拔,拉制到工作行程的2/3處,管頭拉入松開,此時閥11.0失電、閥3.1、閥3.1得電,閥4.0得電瞬間又失電,拉制完1/3往前運動時,將手動轉為自動,閥11.0、閥3.1、閥 3.1、閥 4.0都失電,拉拔夾鉗 1和拉拔夾鉗2抱緊銅管進行互換連續拉拔,此時以后的拉拔工作完全通過凸輪換向定位液壓缸來執行拉拔夾鉗1和拉拔夾鉗2的工作。
圖1夾鉗液壓控制系統原理圖中,閥4.0與閥11.0和閥3.1組成了串并聯控制管路,閥4.0控制了兩個工作點,管頭拉入和拉拔夾鉗1,而閥11.0控制管頭拉入,閥3.1控制拉拔夾鉗1;另外一個管路,閥3.2單獨控制拉拔夾鉗2,這樣的夾鉗液壓控制系統造成了以下工作問題。
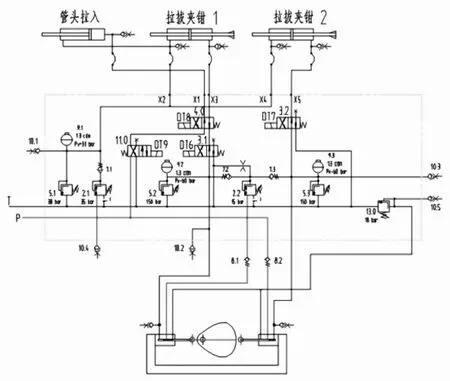
圖1 夾鉗液壓控制系統原理圖
(1)電信號干擾。閥4.0與閥11.0和閥3.1組成了串并聯控制管路,及閥3.2,很容易產生電信號干擾,尤其閥4.0,閥11.0和閥3.1產生的電信號干擾,使閥4.0執行了拉拔中的兩個工作,管頭拉入和拉拔夾鉗1都工作,管頭拉入將管夾扁,無法進行正常的連續拉拔工作,不得不將扁管鋸掉進行重新的拉拔,嚴重影響了正常的生產。
(2)油品污染。 液壓油臟,使閥 11.0,閥 4.0,閥 3.1和閥3.2產生堵塞,造成不能正常工作。閥的維修影響了生產,降低了生產效率;以及閥芯的清理和修磨,促使了閥芯配合間隙的增大,給以后的維修工作帶來了難度,同樣又降低了生產效率。
液壓油的長期使用,液壓油黏度的降低,造成了閥11.0,閥4.0,閥3.1和閥3.2內部的竄流和泄露,使閥不能正常工作或工作的遲緩,嚴重影響了正常生產,而液壓油的更換,造成了成本的巨大浪費。
(3)成本浪費。圖1夾鉗液壓控制系統原理圖,正常連續拉拔生產,閥11.0,閥 4.0,閥 3.1和閥3.2都失電,閥11.0處于關閉狀態,閥4.0、閥3.1和閥3.2處于開路狀態,完全依靠互換定位液壓缸執行拉拔夾鉗1和拉拔夾鉗2工作的。閥4.0、閥3.1和閥3.2在液壓控制系統中是處于開路狀態的,而這種閥的市場價格一般在400~600元/個,一套完整的三聯拉設備,需要該類閥9個,它們的成本在5000元左右,那么加上閥的泄露和堵塞產生的故障及閥芯的維修,影響生產所造成的成本浪費是很大的。
3 拉拔夾鉗液壓控制系統改進
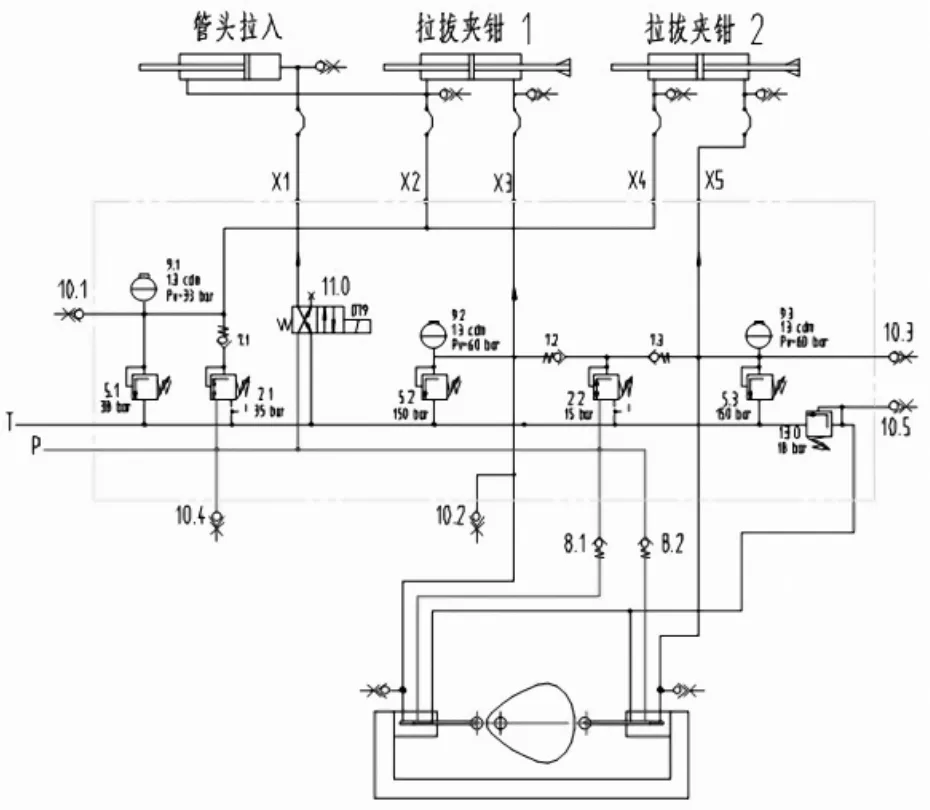
圖2 夾鉗液壓控制系統原理圖(改進)
通過以上的分析,對圖2夾鉗液壓控制系統原理圖進行了改進,改進如圖2夾鉗液壓控制系統原理圖所示,拉拔機的工作原理,在電器控制下,手動使閥11.0得電,管頭拉入夾緊壓尖頭進行拉拔,拉制到工作行程的2/3處,管頭拉入松開,此時閥11.0失電,拉制完1/3往前運動時,由手動轉為自動,拉拔夾鉗1和拉拔夾鉗2抱緊銅管進行互換連續拉拔,此時以后的拉拔工作完全通過凸輪換向定位液壓缸來執行拉拔夾鉗1和拉拔夾鉗2的工作。而圖2夾鉗液壓控制系統原理圖的改進,解決了以下工作問題。
(1)減少了液壓故障,提高了生產效率。夾鉗液壓控制系統的改進,消除了電器產生的干擾信號,避免了管頭牽入和拉拔夾鉗同時工作的現象,降低了液壓產生的故障,提高了設備生產效率。
(2)降低了成本。圖2夾鉗液壓控制系統原理圖,簡化了液壓控制系統,省去了不必要的閥,杜絕了這些閥產生的液壓故障,減少了夾鉗液壓控制系統的制造費用和閥造成的維修成本。又減少了液壓油油品污染產生的閥堵塞、穿流和泄露,降低了液壓產生的故障,提高了設備生產效率,同時又減少了液壓油的更換,節約了液壓油的費用。
4 結語
通過對拉拔夾鉗液壓控制系統的改進,簡化了液壓控制系統,減少了液壓產生的故障,有效地降低了成本。同時又減少了設備的維修,有效地提高了設備的生產效率。
[1]陸望龍.實用液壓機械故障排除與維修大全[M].長沙:湖南科學技術出版社,1999.
[2]姜繼海,宋錦春,高常識.液壓與氣動傳動[M].北京:高等教育出版社,2006.
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
汽車維修與保養(2019年7期)2020-01-06 03:30:42
中國軍轉民(2017年6期)2018-01-31 02:22:28
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
汽車零部件(2014年11期)2014-09-18 11:57:16