改進TTMC80-5液態烴泵機械密封
2013-08-25 08:20:46朱寧寧
設備管理與維修 2013年11期
關鍵詞:機械
宋 彬 朱寧寧
蘭州石化公司設備維修公司 蘭州市
一、問題概述
氣分裝置用的立式離心泵P1,是輸送液態烴介質的關鍵泵,型號TTMC80-5,輸送介質溫度35℃,流量56.5m3/h,進口壓力0.55MPa,出口壓力1.19MPa,轉速2590r/min,軸功率75kW。此泵平時使用中,常出現機械密封突然泄漏故障,造成液態烴大量泄漏。
二、故障分析
1.機械密封失效原因分析
立式泵P1原來使用的機械密封為丹東克隆生產的型號為109-58的單端面機械密封,拆檢發現動靜環密封面磨損嚴重,有明顯的干磨痕跡,機械密封內部存在大量積炭。
機械密封工作中,動靜環密封端面處會形成一層厚度為h的密封膜(圖1)。密封膜有一定壓力,可以阻止介質泄漏。密封膜的一端為密封介質,壓力為P2,另一端為大氣,壓力為P1。對于物理性質穩定的流體來說,密封膜為全液相;對壓縮氣體來說,密封膜為全氣相。
通過查閱化學手冊可知,液態烴的物理性質不穩定,當液態烴的壓力高于飽和蒸汽壓時,介質液化,在機械密封端面處形成的密封膜為液相;當液態烴的壓力低于飽和蒸汽壓時,介質汽化,在機械密封端面處形成的密封膜為汽相。
因為液態烴的飽和蒸汽壓PZ大于大氣壓力P1,而小于介質壓力P2,那么在動靜環密封端面處必然存在一點,其壓力等于PZ,其半徑等于rz。此時動靜環端面密封膜為汽、液兩相。在r2rz段介質為液相,在rzr1段介質為汽相。由此可知,當大氣段壓力增大為P3時,其中P3>P1,那么rz的半徑會變小,此處的飽和蒸汽壓PZ也會隨之移動。這樣r2rz段會增長,其間的延長的液相密封膜有助于機械密封的平穩運行,使其運行壽命增加;而rzr1段會變短,可以有效解決機泵密封端面處液態烴汽化的問題(圖 2)。
2.引起液態烴類機械密封泄漏的原因
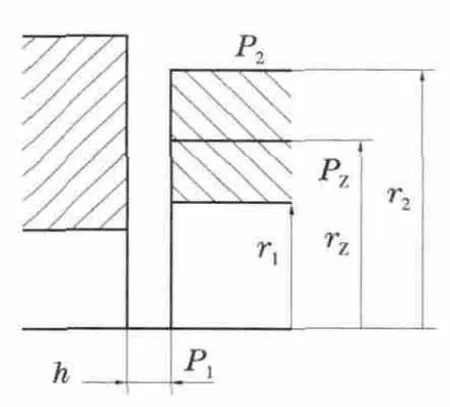
圖1 機械密封端面結構示意圖
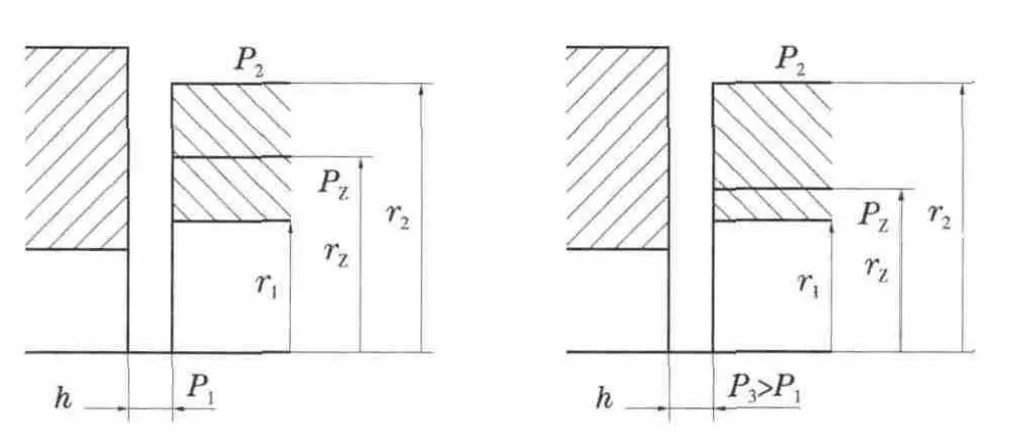
圖2 飽和蒸汽壓位置變化圖
(1)溫度因素。因為液態烴物理性質不穩定,溫度升高會使其飽和蒸汽壓PZ升高(圖3),使rz的半徑會變大,從而使r2rz段變短,使r1rz段變長,機封端面密封膜液相部分變短,汽相部分變長,不利于機封運行,使其壽命變短。
(2)壓力因素。在操作過程中,調整工藝參數致使介質壓力下降,會使密封膜壓重新分布,會使其飽和蒸汽壓PZ所在位置rz的半徑會變大,從而使r2rz段變短,使r1rz段變長,機封端面密封膜液相部分變短,汽相部分變長,不利于機封運行,使其壽命變短(圖 4)。
(3)介質組分。液態烴中輕組分增加,會使介質汽化傾向加大,會使密封膜壓重新分布,會使其飽和蒸汽壓PZ所在位置rz的半徑會變大,從而使r2rz段變短,使r1rz段變長,機封端面密封膜液相部分變短,汽相部分變長,不利于機封運行,使其壽命變短。

圖3 飽和蒸汽壓變化對膜壓分布的影響

圖4 壓力變化對密封膜壓分布的影響
(4)介質雜質。介質中含有水、堿液等雜質時,在液態烴發生汽化時,會出現結晶體,加劇密封端面磨損,不利于機封運行。
3.分析結論
由此可見,想提高原有機械密封的使用壽命,可以對原有機械密封形式進行改進,將其改為串聯式機械密封形式,在第一道機械密封處增加背壓,加強沖洗效果,降低密封端面溫度。在工藝操作上保證機泵運行平穩,保證壓力、介質組分、雜質等均符合工藝要求。
三、密封改進
將原來普通單端面接觸式機械機封改為接觸式機械密封與干氣密封串聯使用(圖5),這樣可以為接觸式機械密封提供一個背壓,使密封端面處的飽和蒸汽壓PZ發生移動,使液相密封膜長度變長,從根本上解決液態烴汽化的問題。
1.機械密封(主密封)結構參數設計
根據機泵運行情況并參照原有機封相關參數,確定串聯式干氣密封中機械密封(主密封)的設計參數。密封面內徑71mm,密封面外徑97mm,載荷系數0.635,彈簧比壓0.049MPa,端面比壓0.076MPa。
2.干氣密封參數優化設計
根據相關研究,干氣密封的動壓槽采用對數螺旋槽,可以獲得最好的流體動壓效應。利用廠家提供的干氣密封優化軟件,采用有限元方法對動壓槽結構參數進行優化。在軟件中輸入相關參數:密封面內徑71mm,密封面外徑97mm,介質平均黏度1852.67Pa·s,密封轉速 2950r/min,工作氣膜厚度 1.6μm,工作壓力0.4MPa,可得動壓槽的優化數據。
動壓槽螺旋角17°左右時,螺旋槽的深度可以設定為氣膜厚度的3.5倍,此時氣膜的剛度、剛漏比和承載能力可以達到最大值。動壓槽的槽長和密封壩長之比如果<1.4,則氣膜的剛度、剛漏比和承載能力3個指標會變化較大,如果動壓槽的槽寬和密封壩寬之比為0.4~1.2,則氣膜的剛度、剛漏比和承載能力3個指標會變化較小。此外,動壓槽的數量應選擇在15~25條。
圖5 立式泵P4/1用串聯式干氣密封
四、總結
通過對液態烴泵機封泄漏故障的分析,找到了引發泄漏的主要原因,并以此為切入點對機械密封進行改進,取得良好效果。液態烴泵使用改進后的機械密封已經應用到生產中,將原來機械密封壽命由3個月提升到2年。
猜你喜歡
機械工程材料(2022年10期)2022-11-21 12:08:44
小學科學(學生版)(2021年9期)2021-11-02 05:26:46
電腦報(2020年35期)2020-09-17 13:25:53
當代工人(2020年8期)2020-05-25 09:07:38
電腦報(2019年40期)2019-09-10 07:22:44
建材發展導向(2019年13期)2019-08-24 06:37:40
電子制作(2018年14期)2018-08-21 01:38:14
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
筑路機械與施工機械化(2017年6期)2017-07-10 11:54:50
科技知識動漫(2016年8期)2016-07-29 20:40:09