淺談新建衛生潔具整廠的規劃設計*
2013-09-04 07:52:52宋楊
陶瓷 2013年8期
關鍵詞:系統
宋 楊
(廣東科達機電股份有限公司 廣東 順德 528313)
前言
近年來,隨著國內傳統陶瓷產業的快速發展,生產衛生潔具的整廠裝備,其機械自動化的水平得到了較大的提升,員工的作業環境也有了很大的改善。
我公司2010年承建了國內某衛生潔具企業新建年產40萬件衛生潔具整廠工程,包括整廠規劃設計、設備提供、現場安裝實施,并于當年順利點火投產。作為該工程項目的主要負責人,筆者在整個項目的實施過程中,遇到并解決了很多問題,對其規劃設計有一些心得體會,與同行業的朋友共同探討。
1 項目概述
該項目方案設計涉及生產線的主要生產工序為:泥漿制備、釉漿制備、模具制備、注漿成形、坯體干燥、施釉彩繪、燒成、成品檢驗、修磨、分級包裝、重燒、廢瓷粉碎。生產的產品品種包括洗面器、立柱、水箱、分體坐便器、連體坐便器、凈身器、小便器、蹲便器等。
1.1 工藝技術指標:
坯料球磨周期:16h;
泥漿出磨細度(250目篩余):<2%;
泥漿容重:1.80g/cm3;
釉料球磨周期:20h;
釉漿出磨細度(250目篩余):<0.1%;
釉漿容重:1.80g/cm3;
注漿成形車間溫度:28~32℃;
注漿成形車間濕度:50%~70%;
注漿成形車間干燥溫度:38~42℃;
注漿成形車間干燥濕度:50%~90%;
坯體最高干燥溫度:90℃;
坯體干燥周期:8~22h;
釉坯水分:<1.5%;
燒成周期:長82m的隧道窯為18h,梭式窯為每天1窯;
燒成溫度(儀表顯示):<1250℃;
燒成能耗:梭式窯為2100±10%kcal/kg瓷;
隧道窯為1300±10%kcal/kg瓷;
燒成產品吸水率:≤0.5%;
模具干燥溫度:50~55℃;
模具干燥周期:≤4d;
使用燃料(LPG)熱值:11000kcal/kg;
設備配備電力制式:三相四線制,電壓380V/50Hz。
1.2 工藝流程(見圖1)
2 坯料的制備
該項目新建工廠所在省是國內衛生潔具主要產區,并臨近陶瓷原料產地,該產區生產鏈的上游原輔材料供應商成熟完備。在新建工廠的坯料配方組成中,60%左右的原料不需要加入球磨機細碎,其顆粒細度已達到工藝要求。
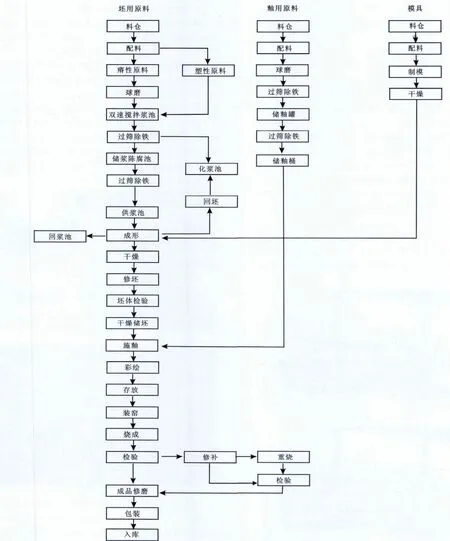
圖1 工藝流程圖
依據上述原料的供應狀況和坯料配方組成的特點,我們設計坯料的制備工藝如下:
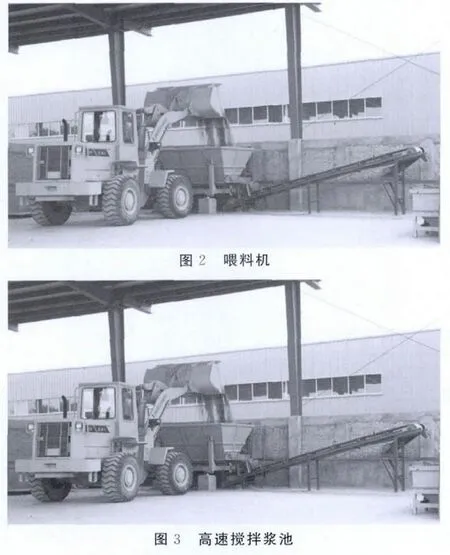
同一批次配方需要加入球磨機細碎的部分原料,采用鏟車裝取,依據配料單將各種原料裝入帶電子稱的喂料機內進行稱量、配制,再將稱量好的原料,經皮帶運輸機輸入配料箱,動力叉車將裝有原料的配料箱運至球磨機平臺下,再由電動葫蘆將其吊上加料平臺,裝入球磨機內球磨,然后將球磨好的漿料,全部放入一個高速攪拌漿池內。
同一批次配方的剩余原料,顆粒細度已達到工藝要求(全部帶有包裝),將其用動力叉車裝取,依據配料單將各種原料在電子秤上稱量,再由動力叉車運至已裝有球磨漿的高速攪拌漿池入料口,采用人工將原料直接加入漿池。
同一批次的所有原料在漿池內被高速攪拌使其分散均勻,這就制備了一個完整配方批次的漿料。這種“一球配一池”的漿料制備工藝,具有節約電能,操作、監控簡便的優點。
該項目設計的高速攪拌漿池為正八邊形,容積為18m3,配備了一臺轉速為600rpm的高速螺旋攪拌機。經調研,該設備目前是國內同行業漿池容積最大,轉速最高的螺旋攪拌機。經生產使用,一個漿池可在3~4h分散均化好16t(干重)漿料,具有節電、高效、產能大的優點。
該設備由雙速電機、皮帶輪、主軸、不銹鋼槳葉和機架組成。
高速螺旋攪拌機技術規格:
槳葉直徑:650mm;
主軸直徑:120mm;
主軸轉速:(3 00/600)r/min;
電機功率:32/42kW(6級/4級);
漿池容積:18m3。
需要說明的是,該項目的廠房原來是為生產五金水龍頭建造的,在本方案規劃設計之前已建好。由于現有廠房面積不足,我們選取廠房南邊的空地,布置了原料倉、喂料機、模具車間、廢瓷粉碎系統和污水處理系統。廠房和南邊空地被一條防洪水溝隔離,加上廠房的建筑結構,不能將喂料機輸送出來的原料由皮帶輸送系統直接加入球磨機。
通常我們在設計原料制備工藝時,選擇喂料機配料、皮帶輸送、由球磨機平臺上的可逆式皮帶輸送機將原料加入球磨機內。目前這種原料制備方法,已被越來越多的衛生潔具工廠所采用。
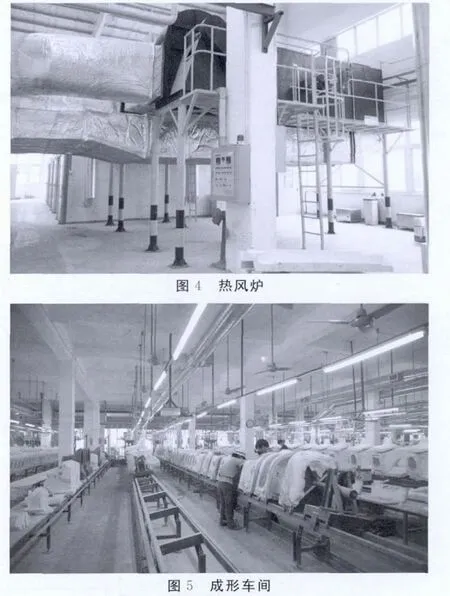
3 注漿成形車間環境控制系統(熱風爐)
為了滿足注漿成形工藝對作業環境的溫度、濕度的工況要求,我們為成形車間配置了智能環境控制系統(熱風爐),用以干燥石膏模型和坯體。該系統由間接式熱風發生器系統、智能控濕系統、電氣控制系統及管網系統組成。
間接式熱風發生系統包括:換熱器、燃燒機、主風機和粉塵過濾系統。智能控濕系統包括:若干專用排濕風機及排濕管道、加濕器。電氣控制系統包括:溫濕度控制儀、溫濕度傳感器、電動調節閥門及執行器等;管網系統由送風管網和區域排濕管網組成。
系統設計充分利用了窯爐余熱,選擇隧道窯冷卻帶余熱聯合燃燒機燃燒2種熱源,并通過主風機和間接式換熱器總成間接加熱空氣,產生干凈熱風,通過熱風管網將熱風送到車間各個區域,確保所提供的熱風無毒害、工作環境安全、空氣清潔、保護員工的身體健康。
在控制設計中,優先窯爐余熱為供熱熱源,燃燒機燃燒加熱為輔助熱源,該系統將窯爐余熱優先供熱加熱車間的空氣,若經過設定的時間,車間內仍未能達到設定的溫度時,燃燒機自動點火燃燒加熱升溫;當車間內的溫度達到設定值時,燃燒機則自動停止運行,再由窯爐余熱繼續加溫,如此循環加熱,滿足車間注漿工藝所需的熱量。該系統通過主風機,保持車間熱空氣動態的循環流動,均化車間整體區域內的溫度、濕度,加強熱空氣向坯體、石膏模型的對流傳熱。
該系統包括對車間濕度的智能控制,我們在車間均勻布置了若干個排濕風機及排濕管道,排濕風機按照系統設定的濕度值運行。當車間某區域內的相對濕度高于設定值時,智能控濕系統指令該區域內的排濕風機啟動排濕,直至濕度回落到低于設定值時,排濕風機自動停止運行;當車間某區域內的相對濕度低于設定值時,區域智能控濕系統指令加濕器啟動加濕,直至濕度回升到高于或等于設定值時,加濕器自動停止加濕。加濕器總成產生的水霧混合熱風,使注漿成形車間內的熱空氣保持相對恒定的溫度、濕度,確保坯體的干燥質量。
應用石膏模型注漿成形仍然是目前國內衛生潔具廠普遍采取的主要生產工藝,脫模后的坯體含有較高的水分,干燥過程中隨著體積收縮,坯體出現開裂、變形,尤其是連體坐便器等產品的器型結構越來越復雜、體積越來越大,使開裂、變形缺陷越嚴重,導致坯體干燥周期延長、半成品的合格率降低,這一點已成為衛生潔具生產過程的主要瓶頸。
在注漿成形車間合理配置熱風系統,控制車間的溫度、濕度按照設定的曲線平穩運行,可以有效地減少坯體的開裂、變形,提高半成品的合格率,并縮短石膏模型和坯體的干燥周期,可延長石膏模型的使用壽命。
目前生產企業越來越重視對注漿成形車間的溫度、濕度進行有效的控制,尤其是對濕度的控制,而智能環境控制系統(熱風爐)將會是生產企業今后的一項主要配置。
4 綜合除塵系統
多年來,衛生潔具生產車間,粉塵飛揚、光線昏暗、工作環境差,這也是當前企業普遍面臨招工難問題的原因之一。企業力求徹底改變這種惡劣的生產環境,為員工提供一個安全、無污染、對身體沒有傷害的操作空間。
通常生產企業在新建生產線及改造過程中,事先沒有對全廠除塵系統做整體規劃,通常只是一個粉塵源配備一套除塵設備,造成車間除塵管道布置雜亂,占用空間較多,耗電量大,除塵效果差。
綜合除塵系統,是對全廠粉塵源分區域進行集中除塵。在新建生產線的規劃設計階段,就開始對全廠除塵系統進行整體規劃,集中除塵設計,將整廠所有的粉塵點按區域分成若干組,每一組選配一套除塵機,合理布置除塵管路,可達到節省空間、節約電耗、改善除塵效果。
當每組除塵機開啟時,同組的除塵點全部開始除塵工作,因此需要結合企業生產的工藝特點及工作制度,適當分組。
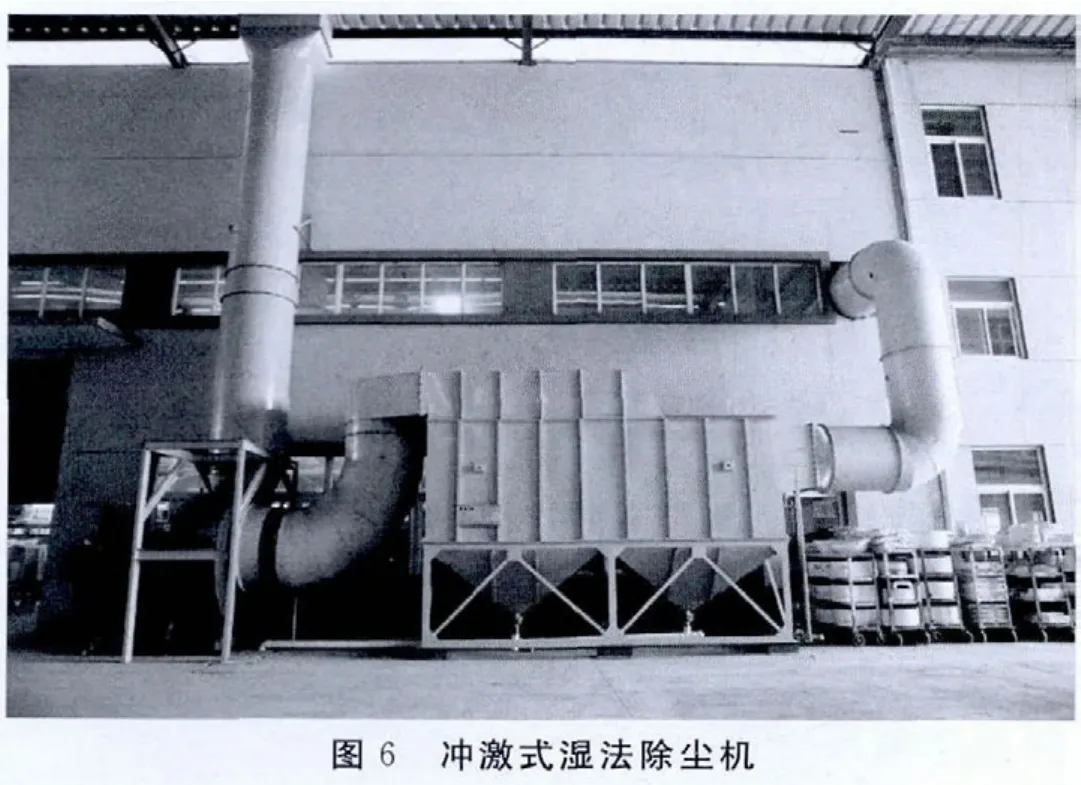
在該項目中,我們為全廠綜合除塵系統選配了3套75kW的沖激式濕法除塵機。其中1套用于54工位連續式施釉線的除塵;2套用于修坯柜的除塵,而每套沖激式濕法除塵機連接8臺修坯柜。
沖激式濕法除塵機包含除塵器主機、風機、排塵管道及支架平臺、連接件和閥門等,其工作原理為:含塵氣體由入口進入除塵器,經噴淋裝置初除塵后,氣流轉彎向下沖擊水面,部分較大的塵粒落入水中,當含塵氣體以18~35m/s的速度通過上、下葉片間的“S”形通道時,激起大量的水花,水、氣得到充分接觸,絕大部分微細塵粒混入水中,使含塵氣體得以充分地凈化,經由“S”形通道后,由于離心力的作用獲得塵粒的水又退回漏斗,凈化后的氣體由分霧室擋水板除掉水滴后,經凈氣出口和風機排出。除塵機組泥污則由漏斗的排污閥排出,新水則由供水裝置補充。
選配的沖激式濕法除塵機主要技術參數:
處理風量:53000~72000m3/h;
全壓:2172~2476Pa;
設備阻力:1200Pa;
濾塵效率:99%;
功率:75kW。
沖激式除塵機是一種濕式除塵裝置,它將捕集的灰塵直接排入排水溝或沉淀池。這種除塵裝置具有結構簡單、裝配緊湊、占地面積小、施工安裝方便、凈化效率高、對入口含塵濃度高和風量波動大等情況不受影響,凈化具有一定粘性的粉塵不易堵塞,以及用水量小等優點。適用于凈化非纖維性、非水凝性粉塵,無腐蝕性、溫度不高于300℃的含塵氣體。陶瓷廠的粉塵,基本都屬于無機非金屬礦物、易與水混合的粉塵。
5 連續式施釉線
在該項目中,我們為施釉工序配置了一條54工位連續式施釉線。該施釉線主要由傳動機構、噴釉系統、釉料回收系統、機械手裝置及電控系統等5部分組成。
5.1 施釉線主要參數
產能(與工人的熟練程度及產品有關):600~900件/班;
生產員工:10~11人/班
坯體旋轉直徑:≤1200mm;
坯體高度:≤950mm;
噴釉工位數(放置坯體的工作轉盤):54個;
工作轉盤直徑:550mm;
吹塵、抹水、坐便器管道施釉連體柜:1套(3 工位);
施釉連體柜:1套(5工位);
施自潔釉單體柜:1套;
清洗柜:1套;
回收釉料缸:1套;氣動機械手:2套;
主驅動功率:5.5kW;
運轉速度(可調):1.8~4.5m/min;
壓縮空氣氣壓:0.7MPa;
整體外形尺寸(長×寬×高):29600mm×9000mm×3600mm;
空載總質量:18t。
5.2 連續式施釉線的優點
1)使用氣動機械手裝卸坯體,減輕了員工勞動強度。
2)只需要3~4名員工即可對一件產品進行噴釉,不僅節約了人工成本還降低了對員工噴釉技能的要求,縮短了對新員工培訓的周期。
3)將特殊部位施釉、噴釉、檢驗、貼商標、清理底足的多余釉等多道工序集中在一條循環線上完成,降低了坯體破損率、提高了噴釉質量。
4)與單柜噴釉相比,人均產能提高了20%。據統計:單柜噴釉連體坐便器,平均53件/人·班;54工位連續式施釉線噴釉連體坐便器,平均63件/人·班。
5)降低了產品的人工成本。據統計,采用單柜噴釉一件連體坐便器,人工成本為3.0元/件;采用54工位連續式施釉線噴釉一件連體坐便器,人工成本為1.9元/件。
近幾年,連續式施釉線在國內陶瓷主要產區,如佛山產區,已成為生產企業的主流配置,一般一條80~120m長的一次燒隧道窯,配備一條54工位的連續式施釉線。

6 分級包裝線
在成品檢驗包裝工序,我們選配了一條分級包裝線。該分級包裝線是用于坐便器產品的檢驗、沖水試驗及包裝,由外觀檢驗裝置、真空檢漏裝置、倍速鏈輸送裝置、裝配水件裝置、試沖水檢驗機、工裝板升降系統、產品吊裝機、打包機等部分組成。生產線采用程序自動控制,并配有定位、報警器、指示燈顯示等裝置。
該項目配置的生產線主要參數:
產能(與工人的熟練程度及產品有關):350~650件坐便器/班;
生產員工數量:12~13人/班;
壓縮空氣氣壓:0.7MPa;
整體外形尺寸(長×寬×高):23500mm×9050mm×500mm;
工作速度:8m/min;
總功率:12kW;
外觀檢驗臺:3套;
真空檢漏機:3套;
吊裝機:1套;
打包機:1套;
升降臺:4套;
工裝板規格(長×寬×高):800mm×600mm×20mm;
倍速鏈輸送線A段長度:18000mm;倍速鏈輸送線B段長度:14000mm;
試沖水滾筒線:3條,4500mm/條;
包裝滾筒線:7000mm。
該分級包裝線將成品的外觀檢測、真空檢漏、沖水試驗及包裝等多道工序集中在一條流水作業線上完成,減少了產品的搬運,減輕了員工的勞動強度,降低了產品的破損率,縮短了產品的檢驗周期,與單柜分散操作相比,可節省10%的勞動力。
由于分級包裝線是非標設備,應依據生產廠的場地、產品規格以及每班的產能要求,進行針對性的設計,包括生產線的長度和配置、每個工序產能的銜接、員工操作動作的分解等。
近幾年,分級包裝線也成為國內主產區生產廠的主要配置。一條一次燒的隧道窯,配置一條分級包裝線。

7 結語
1)安全第一,這是我們在工廠規劃設計中應當遵循的首要原則。要選配成熟的設備,對于存在安全隱患的設備,要設計配置安全防護設施,確保運行安全穩定。要盡量做到員工的操作環境清潔、無污染,對身體無傷害,設計方案符合國家安全、環保標準。
2)在方案設計中,應選配減少人力、減輕勞動強度的設備;選配自動化程度高的流水作業線,有效利用空間、縮短產品的生產周期,為企業降低生產成本。
3)在工藝流程設計,設備布置及人流、物流、信息流的路徑設計中,注重應用精益生產、工業工程的理論和方法,優化設計方案。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
