基于有限元數值模擬的木工刀具幾何參數優化
2013-09-06 03:11:46張兆好付廷輝
森林工程 2013年5期
賈 娜,張兆好,付廷輝
(東北林業大學機電工程學院,哈爾濱 150040)
用于加工木質材料的刀具統稱為木工刀具,其應具備的性能要求是:在高速并且承受大的機械沖擊的切削條件下,不僅要具備必要的硬度和耐磨性,還要有足夠的強度和韌性,以保證刀具切削刃長時間的鋒利[1-6]。刀具切削性能的好壞,取決于構成刀具切削部分的材料、切削部分的幾何參數以及刀具結構的選擇和設計是否合理。傳統的木工刀具設計生產流程是:從材料的選擇,到木工刀具結構設計,刀具成形,再到切削性能試驗,然后進行刀具結構和幾何參數優化,最后形成一個合格的木工刀具產品,所花費的成本過高、時間過久。因此如何縮短刀具的開發周期,快捷地設計出幾何參數合理、性能最佳的刀具,是擺在人們面前亟待解決的問題。
近年來,隨著計算機技術及仿真技術的進步,有限元數值模擬技術在切削加工研究方面體現了它的優勢所在。文獻 [3]通過有限元數值模擬方法對木質材料的切削過程進行了研究分析,本文擬采用其建立的切削有限元模型,對木工刀具的幾何參數進行優化研究。
1 刀具幾何參數優化流程及方法
1.1 優化流程
木工刀具幾何參數包括刀具的前角和后角等,如何選擇最佳的刀具角度需根據具體的切削條件具體分析。本文主要研究木工刀具幾何參數優化方法,以木質材料切削過程中的切削力和切削溫度為衡量標準,研究分析適應一定切削條件下的刀具幾何參數的設計準則及優化方法。圖1為基于切削數值模擬的刀具參數優化流程。
采用數值模擬方法對實際切削加工條件進行模擬計算,得到切削過程中的切削力和切削溫度來衡量木工刀具幾何參數設計的合理與否,如果不合理就繼續改進及驗證。刀具壽命的影響因素主要包括切削力和切削溫度,刀具參數優化中,切削溫度用于衡量刀具的耐磨性,切削力的作用是校核其強度[4]。
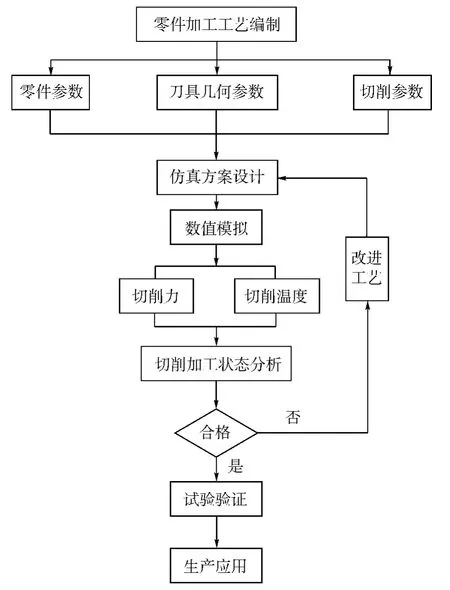
圖1 刀具參數工藝優化流程Fig.1 The optimization process of tool parameters
1.2 正交試驗設計方法
因切削條件的不同,木工刀具的每個幾何參數都有一定的變化區間,如何科學地用盡量少的試驗次數獲得最有效的試驗信息,需要有系統全面的試驗設計方法。
采用正交試驗法對木工刀具參數進行優化。正交設計是一科學有效的多因素的優化試驗設計方法,該方法是從全面試驗的樣本點中挑選部分有代表性的點做試驗,這些有代表性點具備了“均勻分散,整齊可比”的特點,其最大的優點是只用較少的試驗次數就可以找出因素水平間的最優搭配[5]。正交試驗設計的主要步驟是:確定各因素水平,選取與因素水平對應的正交表,然后按正交表進行試驗,最后采用直觀分析法、方差分析法等方法對試驗結果進行分析。
木工刀具的幾何參數的優化包含前后角等,這些幾何參數即為正交表的因素,其前后角的合理性與刀具的使用壽命和切削性能息息相關,刀具參數的各因素的取值范圍各不相同,即為因素的水平,根據因素和因素水平設計正交試驗方案,按正交表進行切削數值模擬,得到切削力、切削溫度等數據,分析各因素對切削加工狀態的影響規律,確定一定的因素取值范圍,得到較好的刀具幾何參數[6]。
2 優化分析及結果
針對一款木工刀具——柄銑刀的幾何參數進行模擬仿真優化。木質材料加工中,柄銑刀主要用于開槽、加工榫眼、仿形銑削、雕刻以及加工工件的側面或周邊。其材料采用硬質合金YG8,主要成分是92%的WC和8%的Co,密度為14.5 kg/m3,其硬度較高,能承受對刀具沖擊,導熱性較好,有利于降低切削溫度。其主要物理和熱力學性能見表1。

表1 YG8刀具的物理和熱力學性能Tab.1 Physical and thermodynamic properties of YG8 tool
模擬優化采用的切削加工條件見表2。

表2 模擬優化采用的切削加工條件Tab.2 The cutting conditions applied in the simulation and optimization
以木工柄銑刀的前角和后角這兩個因素作為研究對象,每個因素確定4個水平值,選擇正交表L16(45),根據表2設計試驗方案,按文獻 [3]建立的切削加工有限元模型進行模擬試驗,通過模擬計算得到主切削力和切削溫度,見表3。
通過分析柄銑刀前角、后角的切削力和切削溫度的平均值見表4。
為了綜合分析刀具前角對切削力和切削溫度的影響規律,把刀具前角的計算范圍進行擴展,得到6°~25°的刀具前角對切削力、切削溫度的影響規律曲線,如圖2和圖3所示。
從圖2可以看出,隨著前角的增加,切削力有下降的趨勢,因為刀具前角增大,切削層木質材料變形、破壞的程度減小,所需的作用力也會減少,即切削力會減小;由圖3可以看出,切削溫度的變化規律是隨著前角的增加而升高,這是由于在后角不變的情況下,前角的增加會使刀具楔角減小,刀具的熱容積下降,溫度會升高。
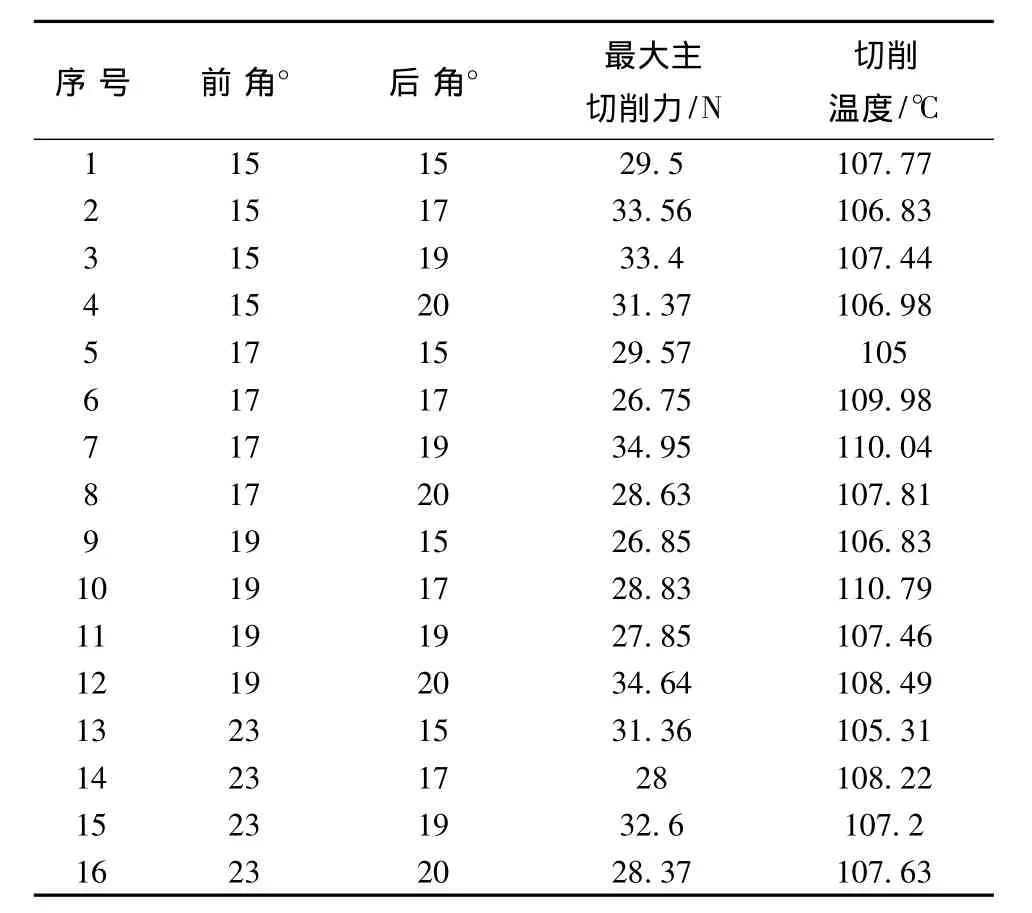
表3 刀具前后角優化模擬方案及結果Tab.3 The tool angle optimization simulation scenarios and results
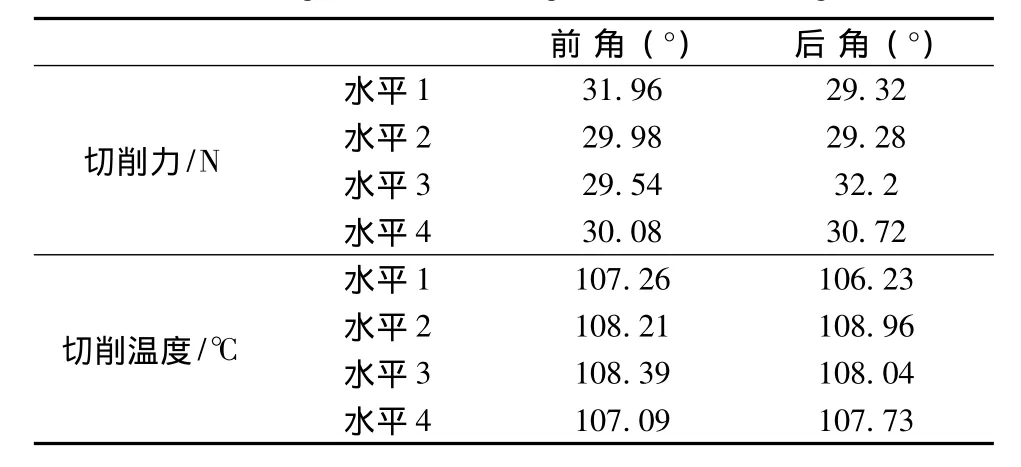
表4 刀具前角、后角因素水平的平均值Tab.4 The average level of rake angle and clearance angle factors
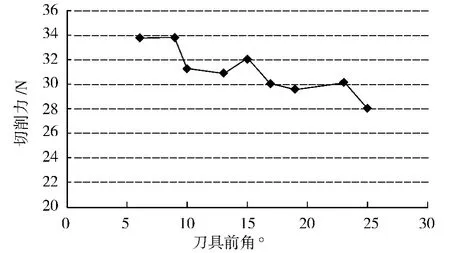
圖2 刀具前角對切削力的影響規律Fig.2 The impact of the rake angle on the cutting force
選擇較大的刀具前角會減小切削力,但是切削溫度會隨著刀具前角的增大會使升高,切削溫度的升高會直接影響刀具前刀面的磨損加劇,從而降低刀具的耐用度,其使用壽命也會縮短。由圖3可以知道,刀具前角在15°~23°范圍內切削溫度的變化趨勢比較平穩,對刀具的磨損及使用周期影響較小,刀具前角超過15°~23°范圍時,切削溫度將上升的速率加快,嚴重影響前刀面的磨損。因此對此款木工柄銑刀,綜合考慮切削力和切削溫度,15°~23°范圍內的前角為較好的刀具設計角度。
刀具后角的確定同樣可以采優化前角的方法,通過切削數值方法得到切削力、切削溫度隨后角的變化規律來確定后角優化的參數范圍,然后進一步縮小范圍進行優化,最終得到較優的后角參數。
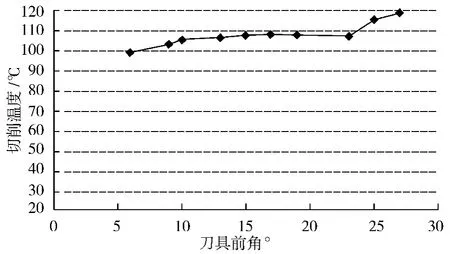
圖3 刀具前角對切削溫度的影響規律Fig.3 The impact of the rake angle on the cutting temperature
3 結論
(1)通過對木工柄銑刀的幾何參數進行模擬仿真優化,得到6°~25°的刀具前角對切削力、切削溫度的影響規律,結果表明,切削力隨前角增大有下降的趨勢,切削溫度的變化規律是隨著前角的增加而升高。
(2)綜合考慮切削力和切削溫度對刀具強度及磨損度的影響,確定15°~23°范圍內的前角為較好的刀具優化設計角度。使用有限元數值模擬優化方法,可以比較方便地確定木工刀具幾何參數的優化范圍,大大地減少了刀具設計周期。
】
[1]宋海民,肖 琰,袁銀蘭.基于三維數值模擬的風力滅火機葉輪改進設計[J].林業機械與木工設備,2008,36(9):30 -33.
[2]陳 熙,劉 誠,花 軍,等.多層壓機熱壓板溫度場數值模擬研究[J].林業機械與木工設備,2012,40(12):19 -23.
[3]方 墨,俞國勝,褚雙磊,等.基于CFD軟件的軸流式風力滅火機葉輪性能模擬研究[J].林業機械與木工設備,2010,38(5):18-21.
[4]賈大偉,于文華.基于CFD的森林消防泵軸向力平衡盤參數仿真設計[J].林業機械與木工設備,2010,38(1):44 -46.
[5]曹平祥,郭曉磊.木材切削原理與刀具[M].北京:中國林業出版社,2010.
[6]郭秀榮.鋪設木質坪地的木塊加工刀具參數優化方法與試驗研究[D].哈爾濱:東北林業大學,2009.
[7]付廷輝,賈 娜.基于有限元模擬的單板層積材縱Ⅱ型切屑形成機理[J].森林工程,2013,29(1):40 -44.
[8]紀一郎,馮平法,郁鼎文,等.復雜零件切削過程物理仿真的實現方法[J].工具技術,2009,43(6):28 -31.
[9]趙選民.試驗設計方法[M].北京:科學出版社,2009.
[10]許林云,劉 軍,周克寧,等.自制測力儀用于木材三向切削力的測定[J].森林工程,2009,25(4):49 -52.
[11]賈 娜.單板層積材彎曲蠕變特性及破壞機理的研究[D].哈爾濱:東北林業大學,2008.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18