天然奶味香精的酶解工藝優化
2013-09-07 10:37:12田懷香李鳳華
食品與機械 2013年3期
關鍵詞:影響
田懷香 李鳳華 馬 霞
(上海應用技術學院香料香精技術與工程學院,上海 201418)
目前,化學合成的奶味香精在市場上占有著重要的地位,然而隨著人們生活水平的提高和對天然與健康的關注,天然奶味香精越來越得到人們的青睞[1]。因此,尋求一種新的、有效的方法來生產天然高質量的奶味香精是廣大科研工作者致力研究的方向。基于脂肪酶作用于乳脂可以產生脂肪酸,賦予奶制品獨特的奶香風味,酶法水解奶油及奶制品成為一個有效方法[2]。此法能產生具有奶香特征的天然奶味香精,其香氣自然、柔和,奶香強度以150~200倍增加。1983年日本長谷川公司公布了利用脂肪酶處理食用油、脂肪、糖和氨基酸生產奶香料的專利[3]。Verhaeghe等[4]通過從Rhizopus arrhizus中獲得的脂肪酶來水解黃油、奶油和人造奶油,武彥文等[5]利用脂肪酶Palatase水解奶油,得到的水解產物香氣自然,柔和,對加香產品的內在質量有明顯的改善和提高。黃漢榮等[6]將酶法和氧化熱裂解反應相結合,以奶油為原料,利用優選的脂肪酶,使奶油中的部分甘油三酯水解出游離脂肪酸,然后以該產物進行氧化熱裂解,制得增香型奶香料。
為了獲得良好的乳脂肪風味,可以以稀奶油、奶油或無水奶油為原料,利用脂肪酶對乳脂肪進行適度水解制取奶油酶解產物。所得到的奶油酶解產物再經過適當修飾,其香氣自然、柔和,且留香持久[7],這是單體香料調配而成的同類乳品香精所達不到的。而且酶法生產乳品香精純度高、安全性好,因而具有極大的應用價值。但是產品的香氣受酶解工藝的影響很大,本研究結合單因素試驗和響應面分析對制備天然奶味香精的酶解工藝進行優化,為企業規模化生產和產品的質量控制提供參考。
1 材料與方法
1.1 原料與儀器
稀奶油:食品級,上海光明乳業;
其他藥品試劑:分析純,上海國藥集團化學試劑有限公司;
超級恒溫水浴:601型,上海森地科學儀器有限公司;
pH計:Delta 320型,梅特勒-托利多儀器(上海)有限公司;
恒溫磁力攪拌器:524G型,上海梅穎浦儀器儀表制造有限公司;
數顯恒溫水浴鍋:HHS型,金壇市岸頭國瑞實驗儀器廠;
電子天平:BS124S型,賽多利斯科學儀器(北京)有限公司;
高剪切分散乳化機:FA25型,弗魯克公司(FLUKO)。
1.2 試驗方法
1.2.1 工藝流程
奶油→加乳化劑→加水→高速均質機攪拌、乳化→巴氏殺菌→冷卻→調pH→添加脂肪酶→水解→滅酶→感官評定
1.2.2 單因素試驗
(1)酶添加量對酶解反應的影響:稱取10.0g稀奶油,0.150g單硬脂酸甘油酯,加入50.0mL蒸餾水,溫度為50.0℃,酶解時間為4.00h,pH 為7.80,酶添加量分別為原料奶油的350,450,550,650,750,850,950U/g·稀奶油,進行酶解反應。
(2)乳化劑種類對酶解反應的影響:稱取10.0g稀奶油,加入50.0mL蒸餾水,溫度為50.0℃,酶解時間為4.00h,酶添加量為550U/g·稀奶油,pH 為8.00,乳化劑分別為span60、單硬脂酸甘油酯、tween60,進行酶解反應。
(3)乳化劑使用量對酶解反應的影響:稱取10.0g稀奶油,加入50.0mL蒸餾水,溫度為50.0℃,酶解時間為3.50h,酶添加量為550U/g·稀奶油,pH 為8.00,乳化劑為單甘酯,乳化劑的使用量分別為0.050,0.100,0.150,0.200,0.250g,進行酶解反應。
(4)底物濃度對酶解反應的影響:底物濃度分別設置為20%,40%,50%,60%,80%,100%,加入0.150g單硬脂酸甘油酯,溫度為60.0℃,酶解時間為3.50h,pH 為8.00,酶添加量為550U/g·稀奶油,進行酶解反應。
(5)pH 對酶解反應的影響:稱取10.0g稀奶油,0.150g單硬脂酸甘油酯,加入50.0mL蒸餾水,溫度為50.0℃,酶添加量為550U/g·稀奶油,酶解時間為4.00h,pH 分別為6.00,6.50,7.00,7.50,8.00,8.50,9.00,進 行 酶解反應。
(6)酶解溫度對酶解反應的影響:稱取10.0g稀奶油,0.150g單硬脂酸甘油酯,加入50.0mL蒸餾水,酶添加量為550U/g·稀奶油,pH為8.00,酶解時間為3.50h,反應溫度分別為40.0,45.0,50.0,55.0,60.0,65.0,70.0 ℃,進行酶解反應。
(7)酶解時間對酶解反應的影響:稱取10.0g稀奶油,0.150g單硬脂酸甘油酯,加入50.0mL蒸餾水,溫度為50.0℃,酶添加量為550U/g·稀奶油,pH 為8.00,酶解時間分別為2.50,3.00,3.50,4.00,4.50,5.00h,進行酶解反應。
1.2.3 感官評定 運用九點快感標度法對水解產物的香氣風味和香氣強度進行感官品評,并對各組感官結果評分,評分標準見表1。
2 結果與討論
2.1 單因素酶解工藝研究
影響酶解反應的因素有酶添加量、乳化劑種類、乳化劑使用量、底物濃度、pH、酶解溫度和酶解時間。酶解反應以感官評定為主要指標、奶油脂解率為輔助指標,通過單因素試驗得到:當酶添加量為550U/g稀奶油、乳化劑為單硬脂酸甘油酯、單甘酯使用量為稀奶油的1.50%、底物濃度為40.0%、pH 為8.00、酶解溫度為60.0℃、酶解時間為3.50h時,酶解產物的奶香味濃郁、香氣純正、愉悅度較好。

表1 感官評分標準Table 1 The standard of sensory evaluation
2.2 響應面優化試驗及結果分析
2.2.1 響應面優化試驗的設計 本試驗采用Design-Expert 7.0.0軟件中的Box-Behnken Design(BBD)設計原理設計響應面試驗,根據單因素試驗的結果,乳化劑種類以及乳化劑使用量對于酶解反應的影響較小,綜合多種因素選取底物濃度、pH、酶解溫度、酶解時間4個因素作為變量,以感官評定分值為響應值設計了4因素3水平共29個試驗點的響應面分析試驗。試驗設計的水平編碼見表2,響應面分析方案和試驗結果見表3。

表2 響應面分析因素及水平Table 2 Variables and levels in response surface design
2.2.2 二次多項式回歸方程 采用Design-Expert 7.0.0軟件,對表3中酶解產物的感官評分分值(Y)進行多元回歸擬合統計分析,得到酶解溫度(A)、酶解時間(B)、pH(C)、底物濃度(D)的二次多項式回歸方程:

由表4可知,該模型F值為45.16,表明該模型高度顯著;模型的P<0.000 1,表明總體上模型各因素水平項極顯著;失擬項不顯著(P=0.120 6>0.05),模型的R2=0.975 1,修正后為=0.953 5,表明模型的相關度很好,可以解釋酶解產物感官評分響應值的變化情況,綜上說明該模型所得結果與實際狀況擬合很好。

表3 響應面分析方案及試驗結果Table 3 Arrangement and experimental results of response surface design
2.2.3 方差分析 該二次方程回歸方差分析結果與回歸方程系數顯著性檢驗見表4。由表4可知,一次項A、C偏回歸系數極顯著,說明酶解溫度和pH對酶解產物感官評分有極顯著性影響;D偏回歸系數高度顯著,說明底物濃度對酶解產物感官評分有高度顯著性影響;BC交互中影響高度顯著,其余項間的交互作用不是很明顯;二次項A2、B2、C2的偏回歸系數達到極顯著水平,D2的偏回歸系數達到高度顯著水平,所以由方差分析統計結果可知方程一次項、二次項對試驗結果影響均很顯著。綜合以上各參數情況表明該試驗方法有效可靠,可以通過該回歸模型代替試驗真實點對本試驗結果進行統計分析。
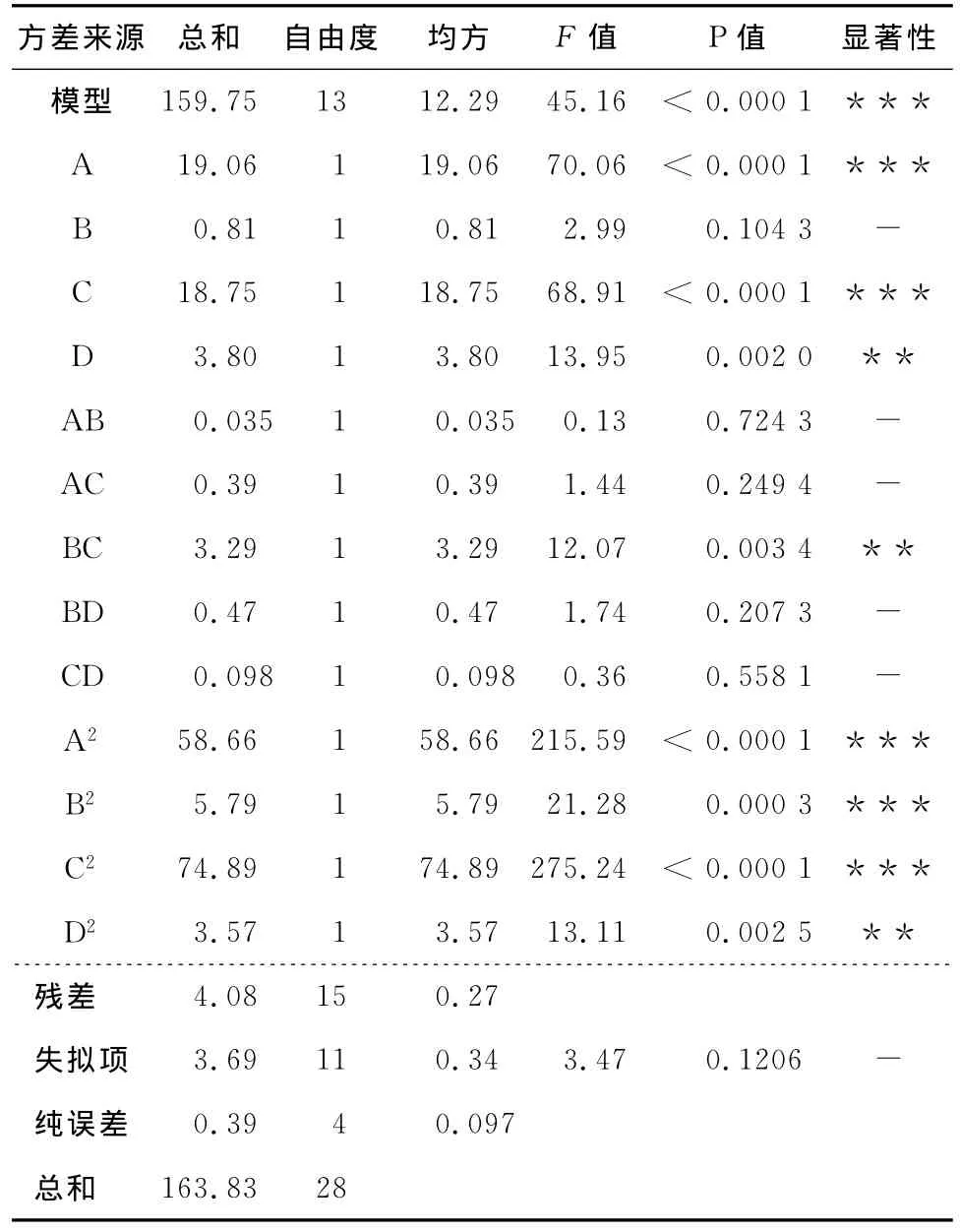
表4 方差分析?Table 4 Analysis of variance
2.2.4 響應面分析 4個因素兩兩交互作用對酶解產物感官評分的響應面分析結果見圖1~4。
(1)酶解產物感官評分隨酶解溫度和酶解時間的變化:由圖1可知,在酶解體系pH為8.00,底物濃度為40.0%的情況下,隨著酶解時間的延長,酶解產物的奶香味先增強后減弱;而隨著酶解溫度的增大,酶解產物的奶香味也是先增強后減弱,且其增幅較酶解時間的增幅大,說明酶解溫度對酶解產物感官評分的影響較酶解時間對酶解產物感官評分的影響顯著。
(2)酶解產物感官評分隨酶解溫度和pH值的變化:由圖2可知,在酶解時間為3.50h,底物濃度為40.0%的情況下,隨著酶解溫度的增大,酶解產物的奶香味先增強后減弱;而隨著pH值的增大,酶解產物的奶香味也是先增強后減弱,且其增幅較酶解溫度的增幅大,說明pH對酶解產物感官評分的影響較酶解溫度對酶解產物感官評分的影響顯著。
(3)酶解產物感官評分隨酶解時間和底物濃度的變化:由圖3可知,在酶解溫度為60.0℃,酶解體系pH為8.00的情況下,隨著酶解時間的增大,酶解產物的奶香味先增強后減弱;而隨著底物濃度的增大,酶解產物的奶香味也是先增強后減弱,且其增幅較酶解時間的增幅大,說明,底物濃度對酶解產物感官評分的影響較酶解時間對酶解產物感官評分的影響顯著。

圖1 酶解溫度和酶解時間對酶解產物感官評分影響的響應面和等高線圖Figure 1 Response surface and contour plots showing pairwise interactive effect of enzymolysis temperature and enzymolysis time on sensory score of enzymatic product

圖2 酶解溫度和pH對酶解產物感官評分影響的響應面和等高線圖Figure 2 Response surface and contour plots showing pairwise interactive effect of enzymolysis temperature and pH on sensory score of enzymatic product

圖3 酶解時間和底物濃度對酶解產物感官評分影響的響應面和等高線圖Figure 3 Response surface and contour plots showing pairwise interactive effect of enzymolysis time and substrate concentration on sensory score of enzymatic product

圖4 酶解溫度和底物濃度對酶解產物感官評分影響的響應面和等高線圖Figure 4 Response surface and contour plots showing pairwise interactive effect of enzymolysis temperature and substrate concentration on sensory score of enzymatic product
(4)酶解產物感官評分隨酶解溫度和底物濃度的變化:由圖4可知,在酶解時間為3.50h,酶解體系pH為8.00的情況下,隨著酶解溫度的增大,酶解產物的奶香味先增強后減弱;而隨著底物濃度的增大,酶解產物的奶香味也是先增強后減弱,且其增幅較酶解溫度的增幅小,說明酶解溫度對酶解產物感官評分的影響較底物濃度對酶解產物感官評分的影響顯著。
綜上所述,酶解體系pH與酶解溫度的變化相對酶解產物感官評分的影響最顯著,且影響的主次順序為pH>酶解溫度>底物濃度>酶解時間。根據 Design-Expert 7.0.0軟件對本試驗酶解產物的感官評分結果進行最優化統計分析,最終確定本試驗的最佳酶解條件為酶解溫度61.0℃,酶解時間3.60h,pH 7.92,底物濃度36.0%,在此條件下預測到試驗中酶解產物的感官評分為9.10。根據模型預測結果進行近似驗證實驗,并對酶解產物進行感官評定,驗證實驗得到酶解產物的感官評分為9.50,且酶解產物奶香味濃郁、香氣純正、愉悅度好,與預測試驗結果一致。
3 結論
試驗首先通過單因素試驗研究了酶添加量、乳化劑種類、乳化劑使用量、底物濃度、pH、酶解溫度和酶解時間對酶解反應產物奶香味的影響。并進一步結合響應面優化試驗,得到影響酶解產物感官評分的4個主要影響因素的主次順序為pH>酶解溫度>底物濃度>酶解時間。根據Design-Expert 7.0.0軟件對本試驗中酶解產物的感官評分結果進行最優化統計分析,確定最佳的酶解條件為酶解溫度61.0℃、酶解時間3.60h、反應體系的pH 7.92、底物濃度36.0%,此條件下得到的酶解產物奶香味濃郁、奶香純正、愉悅度好。
1 王蓓.酶法制備天然牛奶風味基料及牛奶香精的研究[D].無錫:江南大學,2009.
2 汪薇,白衛東,趙文紅.生物法制備奶味香精的研究進展[J].中國調味品,2009,34(4):27~30.
3 Hasegawa T.,Co.Ltd.Butter flavoring material containing lipase treated oils and fats:Japan,58043755[P].1983-03-14.
4 Verhaeghe D,Ferijn H,Huyghehaert A,et al.Controlled lipolysis of milk fat with Rhizopus arrhizus lipase[J].Milch Wissenschaft,1990,45(5):273~280.
5 武彥文,歐陽杰,張津鳳,等.酶法水解奶油制備奶味香精的研究[J].中國調味品,2003(12):39~42.
6 穆海波,黃漢榮,羅昌榮,等.一種以酶水解奶油為原料氧化熱裂解為增香型奶香料的方法:中國,200710043986.0[P].2008-01-09.
7 Jones L V,Peryam D R,Thurstone L L.Development of a scale for measuring soldier’s food preferences[J].Food Research,1946(20):512~520.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00
