自然剖口在建筑鋼結構焊接中的應用
2013-09-08 01:09:54張海清朱家勇夏林印杜永彬王朝輝
中國建筑金屬結構 2013年22期
關鍵詞:焊縫
張海清,朱家勇,夏林印,杜永彬,王朝輝
(1.中建鋼構有限公司,重慶 402181;2.中建鋼構有限公司,江蘇 泰州 225300)
1 焊接剖口介紹
根據設計或工藝需要,在較厚的焊件的待焊部位加工并裝配成的一定幾何形狀的溝槽,就叫剖口。剖口開設是主要為了保證焊接工件的熔深和焊接質量,普通情況下用機加工方法加工出的型面,要求不高時也可以氣割,但需清除氧化渣。
坡口形式與焊件厚度有關。當焊件厚度很小(手工焊6mm,埋弧焊 10mm)時,可用直邊縫。對于一般厚度(t=10~20mm)的焊件可采用具有斜坡口的單邊V形焊縫。斜坡口和間隙共同組成一個焊條能夠運轉的施焊空間,使焊縫易于焊透;鈍邊有托住熔化金屬的作用;對于較厚的焊件(t>20mm),則采用U形、K形和X形坡口。對于V形縫和U形縫需對焊縫根部進行補焊。根據需要,有K型坡口、V型坡口、U型坡口等,但大多要求保留一定的鈍邊。
2 自然剖口
自然剖口是指不經過坡口加工的、需要焊接的零件板與被焊件裝配時有一定角度而在焊接處自然呈現的一個剖口形式,可直接利用進行熔深焊接,如圖1所示。

圖 1
如圖1所示,零件2裝配在零件1上時,由于零件2自身與零件1傾斜一定角度α,被焊處在零件2不開設坡口情況下已經有了一個較大的、相對合適的剖口(45°最適),該剖口可直接用于焊接。自然剖口的便利之處在于不用另行開設零件板坡口,節約了大量的人工及輔材消耗。
若自然剖口不加以利用,不僅便利之處不能利用,反而會增加額外的焊接量和付出大量的成本。按照常規工藝,零件板焊接前均需要開設一定角度的剖口(以勁板為例,剖口角度為45°),零件板組拼后,自然存在的自然剖口與所開設的人工剖口疊加,導致所形成的焊接剖口β極大,焊絲填充量成倍增長,需額外投入成倍的輔材成本和人工成本,且將產生較大的焊接熱變形。如圖2所示。
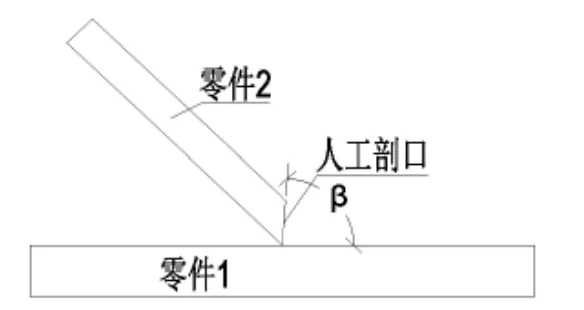
圖 2
3 自然剖口在各類工程中的運用
3.1 在變截面H型鋼梁中的運用
當H型鋼為腹板變截面時,翼板需在變換處斷開焊接,兩部分翼板對接時自然形成的角度可充分利用,如下圖3所示。
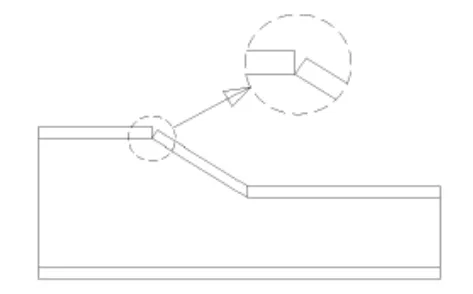
圖 3
運用實例為重慶華潤鋼梁,如圖4所示。

圖 4
3.2 在多腹板構件中腹板斜組焊中運用
在多腹板構件中,不同腹板斜著與其他部件組焊時,由于有一定斜度,故產生了一個或若干個自然剖口,如圖5所示。

圖 5
運用實例為瑞安二期的鋼板剪力墻構件中,如圖6所示。
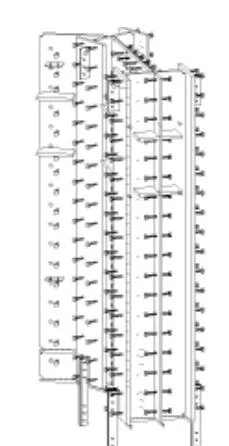
圖 6
3.3 在斜勁板組焊中運用
當構件中加設了與構件主體方向有一定夾角的勁板時,勁板至少有一面與構件主體呈夾角而出現自然剖口,如圖7所示。

圖 7
運用實例為貴陽花果園藝術中心鋼柱,如圖8所示。

圖 8
3.4 在圓管相貫中運用
在管子相交或是管子與其他零件相交過程中,由于管子壁厚的作用,在交線處可自然形成一定的自然剖口,如圖9所示。
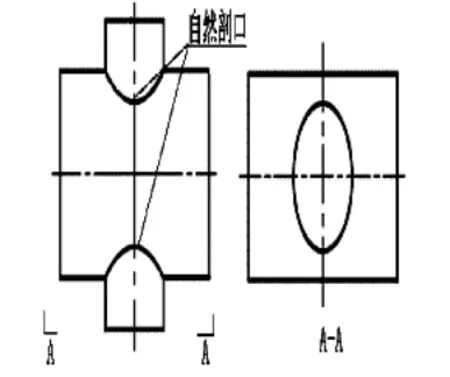
圖 9
運用實例為廣東CBA體育中心柱腳焊接,如圖10所示。
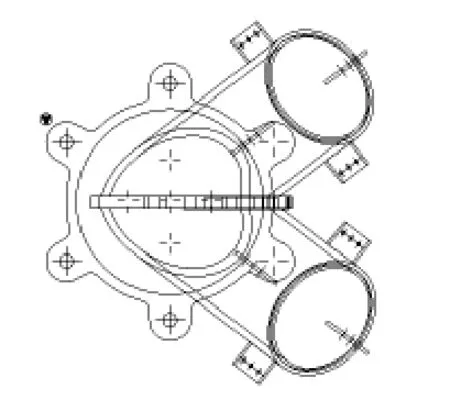
圖 10
4 結語
由于自然剖口在鋼結構制作過程中較為常見,其便利性加以利用科極大的提高工作效率和節約成本。若不加以利用,還可能造成極大浪費,故工藝人員在編制工藝文件過程中應加以考慮,靈活使用。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07