四種多線切割機器的張力輪機構分析
2013-09-13 04:46:12大連連城數控機器股份有限公司劉淑華鄭家坤
太陽能 2013年5期
大連連城數控機器股份有限公司 ■ 劉淑華 鄭家坤
一 引言
多線切割機器是利用連續快速移動的鋼絲線(切割中噴涂大量的研磨漿液),對工件進行多線切割的機器。在切割中,執行切割任務的鋼線,要保持恒定的張力,才能有效切割。張力輪機構就是使鋼絲線上形成張力并加以控制和調節的機構,是多線切割中不可缺少的重要組成部分。目前,不同機器張力機構的布置形式、擺放位置、尺寸等各不相同。而施加張力的動力基本有用氣缸和伺服電機兩種。用氣缸,通過比例閥接通機器的PLC經過控制得到張力;而用伺服電機直接驅動,使張力輪擺動獲得張力。一般,伺服電機驅動精確度較高。
二 四種多線切割機介紹
1 QFA1250型多線切方機
(1)結構形式
QFA1250型多線切方機設有兩套張力機構,分別布置在收線輥和放線輥下面,如圖1所示。張力臂的轉軸垂直穿過立式隔板,并通過法蘭盤固定在隔板上,張力臂裝在隔板的前面,下端裝有張力輪。張力輪上纏繞鋼線,能將砂漿帶入切割區。在轉軸的后端(即在隔板的后面),裝有兩個同步氣缸,軸末端裝有角度傳感器。放線輥下面的張力輪將放線輥上的鋼線傳出到切割區。收線輥下面的張力輪接受來自切割區的鋼線,傳送到收線輥上進行纏繞。

圖1 QFA1250型切方機張力調節裝置
(2)張力的形成
當設定好切割線上的張力值后,機器的PLC控制器將提供一個固定的電壓值,并轉化為電信號,發給機器比例閥中的電控閥,進一步給兩個執行氣缸供氣,氣缸通過杠桿使轉軸旋轉,張力臂/張力輪擺動,張力輪壓在鋼線上,則在鋼線上形成張力。張力的下限值10N,上限值80N。張力臂擺角由兩個塑料柱限位。
(3)張力的控制
當線網上的張力發生變化時,張力輪、張力臂擺動,并帶動角度傳感器轉動,角度傳感器發出信號給機器控制器PLC。PLC將按機器線導輪主電機的轉速計算鋼線目前運行速度,并對線管理區的兩個線輥電機(N=17.5kW)發出加速或減速調節信號,僅幾秒鐘即可完成機器同步線速度的調節。
(4)零位定標
張力臂與角度傳感器的初始零位定標很重要,定標過程為:放開兩個聯動氣缸松開角度傳感器的緊固螺釘張力臂垂直向下狀態,使兩氣缸保持在行程的中間位置上,角度傳感器示值為0V位置,當張力臂推到左右兩定位擋柱時傳感器的示值分別為?5.7V、5.7V,并反復校正。緊固好氣缸及角度傳感器螺釘。此時,張力輪便可準確施加及調整好鋼線上的張力。
2 QDB2320型切斷機
QDB2320型切斷機張力輪機構如圖2所示,這是一臺采用金剛石線進行多線切割晶硅棒的機器。金剛石線就是在鋼絲線上鍍一層金剛石微粉(代替噴涂的砂漿),這是一種新的切割方式,具有諸多優點,如省去了切割砂漿液、切割速度增加、被切割表面損傷層淺等。
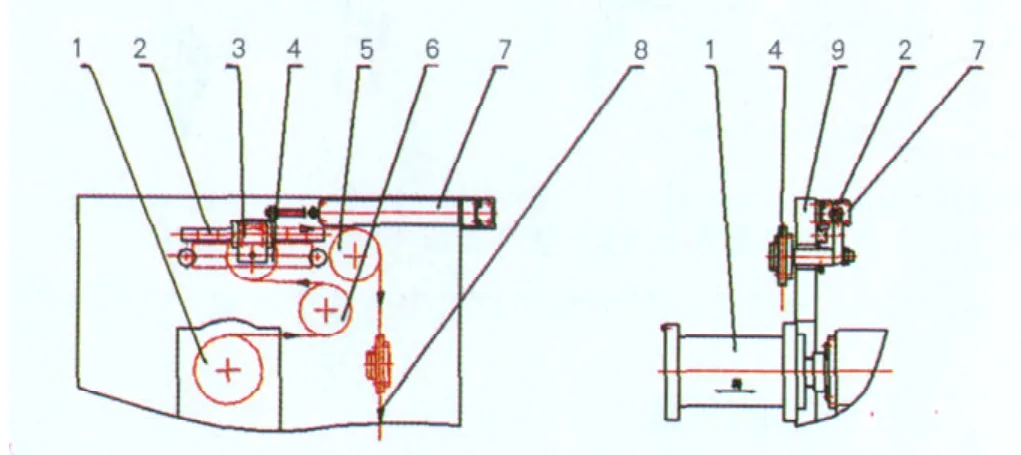
圖2 QDB2320型切斷機張力調節圖
(1)結構特點
張力機構布置在立式隔板兩側,收放線各有一套,本機沒有采用角度傳感器,而是選用CEJL13-150L-J79L氣缸,這種氣缸具有內置直線傳感器,張力輪的移動不是通過張力臂的擺動實現,而是通過連接板使張力輪與氣缸連接,并在直線導軌上,同步直線移動。張力輪的直線移動,比由張力臂帶動實現的擺動更有優勢,即鋼線避免了由于擺動帶來的高度位置的變化,減少了鋼線的波動,也較易布置過輪。
(2)張力的調節
當鋼線上的張力發生變化時,張力輪沿直線導軌移動,同時也推動與其相連的氣缸移動,于是,氣缸內置的直線傳感器便發出信號給機器的PLC,PLC立即進行計算,并對管理區兩個線輥的驅動電機發出加減速的信號,瞬間即完成了與主電機同步速度的調節。
3 進口切片機
圖3為進口切片機張力控制圖,這是線管理區的一個獨立部分,另一部分結構相同,并列布置在左側(即收線與放線)。
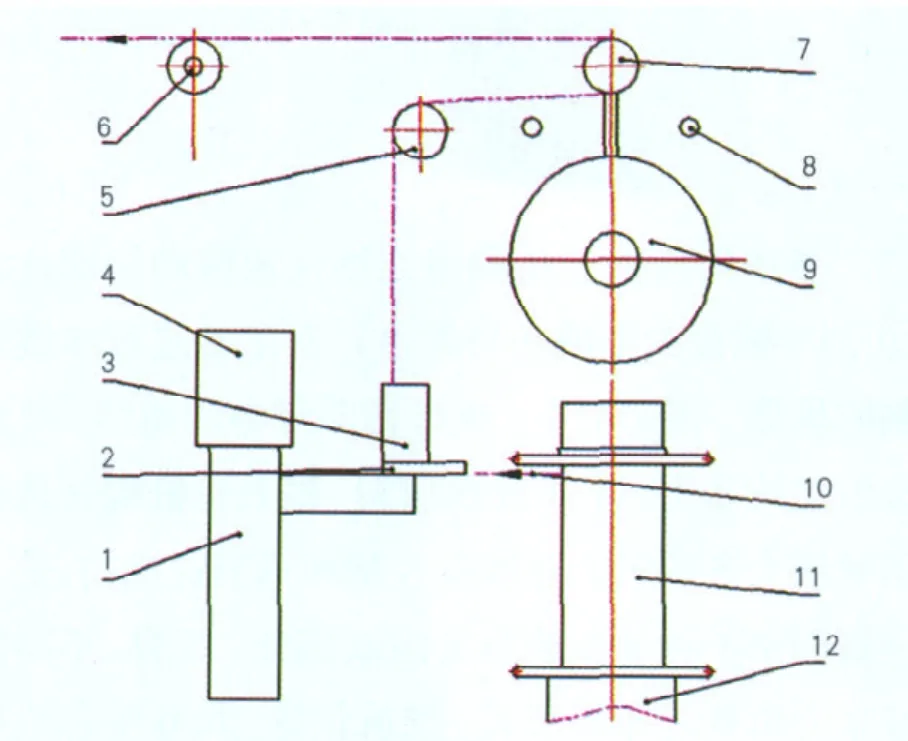
圖3 進口切片機張力控制圖
(1)作用原理
伺服電機9轉動,驅動張力臂,張力輪擺動,而傳遞張力輪擺動信號的角度傳感器,安裝在過輪6上。放線過程是由布線輪帶鋼線有序放出,依次經過輪5、張力輪、過輪6,送到切割區。
(2)張力的形成
當設定張力值后,伺服機9轉動,直接驅動張力臂,張力輪擺動,在切割線上施加壓力,即可獲得要求的張力。張力的范圍為10~40N,張力臂長為300mm,伺服電機9的參數是N =5.5kW,扭矩30N·m。當切割線上的張力為40N時,此時,伺服電機付出扭矩為24N·m,在伺服電機最大扭矩(30N·m)范圍內。
(3)張力的調節
當切割線上的張力變化時,張力輪擺動,相鄰的過輪6同步擺動,其上的角度傳感器便有信號傳到機器的PLC。經過計算,并對伺服電機9、12的轉速及布線節距進行調節,張力輪重新回到平衡位置,確保切割線上有恒定的張力,使機器進行穩定有效的切割。
4 QP1654型多線切片機
QP1654型多線切片機張力控制圖如圖4所示。這是一臺在切割區有4個切割輥的晶硅切片機,有時4個輥要同時工作,鋼線的途徑較長,切割時,1→2切割輥互相繞線,3→4切割輥互相繞線,而兩組繞線輥中間是單線連接,且這段線張力易變化,影響整機的切割張力,所以,只在鋼線的入口(收線處)及出口(放線處)控制張力不足時,需要在切割輪的中間位置增加張力控制,如圖4中3張力輪機構(7、10、12)。張力輪的結構形式及控制過程與上述切方機類似。切割中,3個張力輪中任何一個位置發生變化,對應的角度傳感器都要發出信號給機器控制器,進行調節。
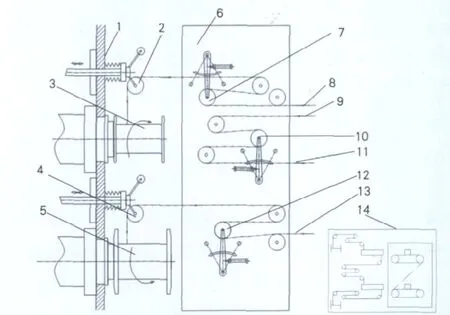
圖4 QP1654型多線切片機張力控制圖
三 結束語
通過以上對四種多線切割機張力的形成及調節的詳細介紹,可根據不同機器張力機構的布置形式、擺放位置、尺寸等合理地對硅片進行加工和設計,有利于硅片切割質量的提高。
[1] 張厥宗. 硅片加工技術[M]. 北京: 化學工業出版社, 2009.
[2] Sugawara J, Hara H, Mizoguchi A. Development of fixedabrasive-grain wire saw with less cutting loss [J]. SEI Technical Review, 2004, 58: 7-11.
[3] 吳宗澤. 機械設計師手冊[M]. 北京: 機械工業出版社, 2004.