低磨損HDPE 飲料瓶蓋壓塑成型模具設計
2013-09-13 06:07:06梁文杰
機電工程 2013年4期
關鍵詞:結構
羅 達,梁文杰
(杭州娃哈哈集團有限公司,浙江 杭州 311215)
0 引 言
中國是飲料生產大國,與之相應的瓶蓋需求數量龐大。瓶蓋在飲料生產成本中占了較大比重,故對如何提高飲料瓶蓋的生產效率、產品質量、模具壽命等方面都提出了更高的要求。目前國內飲料瓶蓋的生產工藝主要有注塑成型和壓塑成型二種成型工藝[1]。與注塑成型相比,壓塑成型有能耗低、生產效率高、產品質量好、模具體積小、模具使用壽命長、制品的內應力小[2]等優點。所以瓶蓋的壓塑成型工藝在國內已得到廣泛的應用。但傳統的瓶蓋壓塑成型模具的內襯套與螺紋型芯之間的運動都是滑動摩擦副的結構。這種結構的內襯套與螺紋型芯容易磨損、瓶蓋容易出現飛邊拉毛、卡死也常有發生,嚴重影響瓶蓋質量和模具壽命。為了解決上述缺陷,研究者一直致力于這種模具的結構改進研究。
本研究介紹一種新的模具結構,用滾動摩擦副代替滑動摩擦副,該結構能有效減少模具的磨損,提高模具壽命和瓶蓋質量。
1 HDPE 飲料瓶蓋結構及壓塑成型工藝
塑料瓶蓋壓塑成形是近幾年來出現的新的塑料瓶蓋成型技術,它具有制品尺寸穩定、收縮變形小、能耗低、模具壽命長等優勢。10 年前國外就開始研究熱塑性塑料壓塑成型技術,到現在該技術已經成熟。與他們相比我國的起步較晚,相關的研究工作剛剛起步,高精度、高產量和長壽命的設備主要還是依靠進口[3]。要趕上國際先進水平還需要不斷技術創新,技術創新無疑是塑料防盜蓋快速發展的動力[4]。為了使內容物不被惡意破壞,所有的飲料瓶蓋都采用防盜結構[5]。
1.1 HDPE 飲料瓶瓶蓋的結構
典型HDPE 飲料瓶蓋如圖1 所示。它由兩部分組成即瓶蓋主體和防盜環,瓶蓋主體與防盜環之間通過連接橋連接在一起。瓶蓋主體上有密封內塞、螺紋、旋蓋齒線、連接橋等結構,防盜環上有扣環。
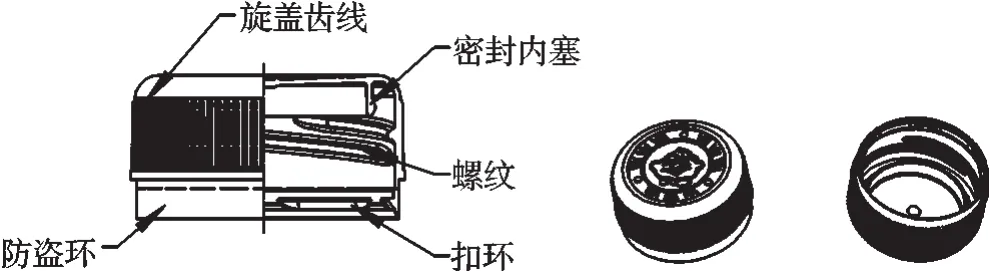
圖1 防盜瓶蓋的結構
1.2 HDPE 飲料瓶蓋壓塑成型制蓋機的工作原理
壓塑制蓋最為顯著的特征就在于高速連續旋轉的成形單元,如圖2 所示。一腔模具為一個成型單元,單獨安裝在制蓋機轉盤上,一臺制蓋機可安裝多腔模具,目前常見的有32 腔和48 腔兩種制蓋機。在壓塑成型過程中模具固定在制蓋機上,模具隨制蓋機一起旋轉,擠塑機將經過預塑化達到粘流態的原料放入冷模中,然后快速閉模施壓成型制品[6]。
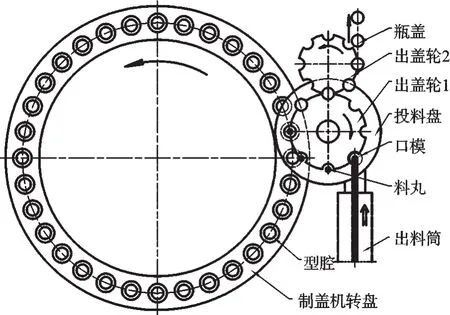
圖2 高速連續旋轉成型單元
具體過程如下:HDPE 粒子由加料機送入擠塑機,根據需要將擠塑機溫度加到170oC~180oC 進行塑化、混煉,經計量泵(控制每個瓶蓋的重量)、出料筒從口模連續擠出。連續擠出的料由投料盤切成料丸投到每個模具的型腔內。料丸在型腔內經歷了合模擠壓、成型、冷卻、開模、脫模5 個過程被壓塑成瓶蓋,最后由出蓋輪將瓶蓋送出。
2 壓塑成型HDPE 飲料瓶蓋模具結構與工作原理
2.1 模具結構
傳統模具結構如圖3(a)所示。改進后的模具結構如圖3(b)所示,模具分成上模和下模二部分。
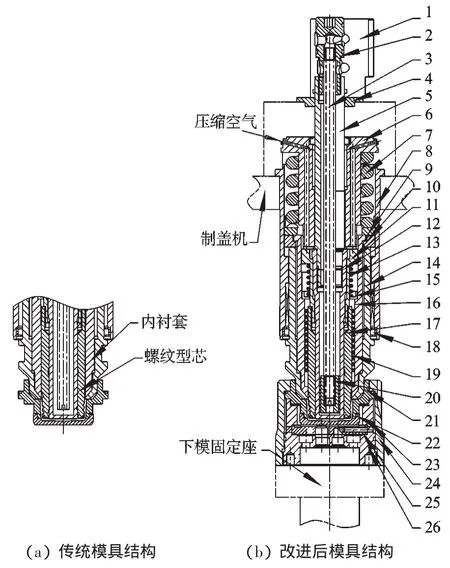
圖3 模具結構對比
圖3 中編號1~20 組成模具的上模,外襯套(8)、導向環(4)固定在制蓋機上。上模襯套(14)固定在制蓋機的脫蓋環(如圖4 所示)上,由制蓋機的凸輪控制作上下運動,實現瓶蓋脫模。圖3(b)中編號21~26 組成模具的下模,下模座(26)固定在制蓋機的下模固定座上,大型腔(21)、小型腔(22)等零件通過下模螺套(24)固定在下模座(26)上。模具的開模、合模動作由下模通過制蓋機上的下模固定座上、下運動完成。
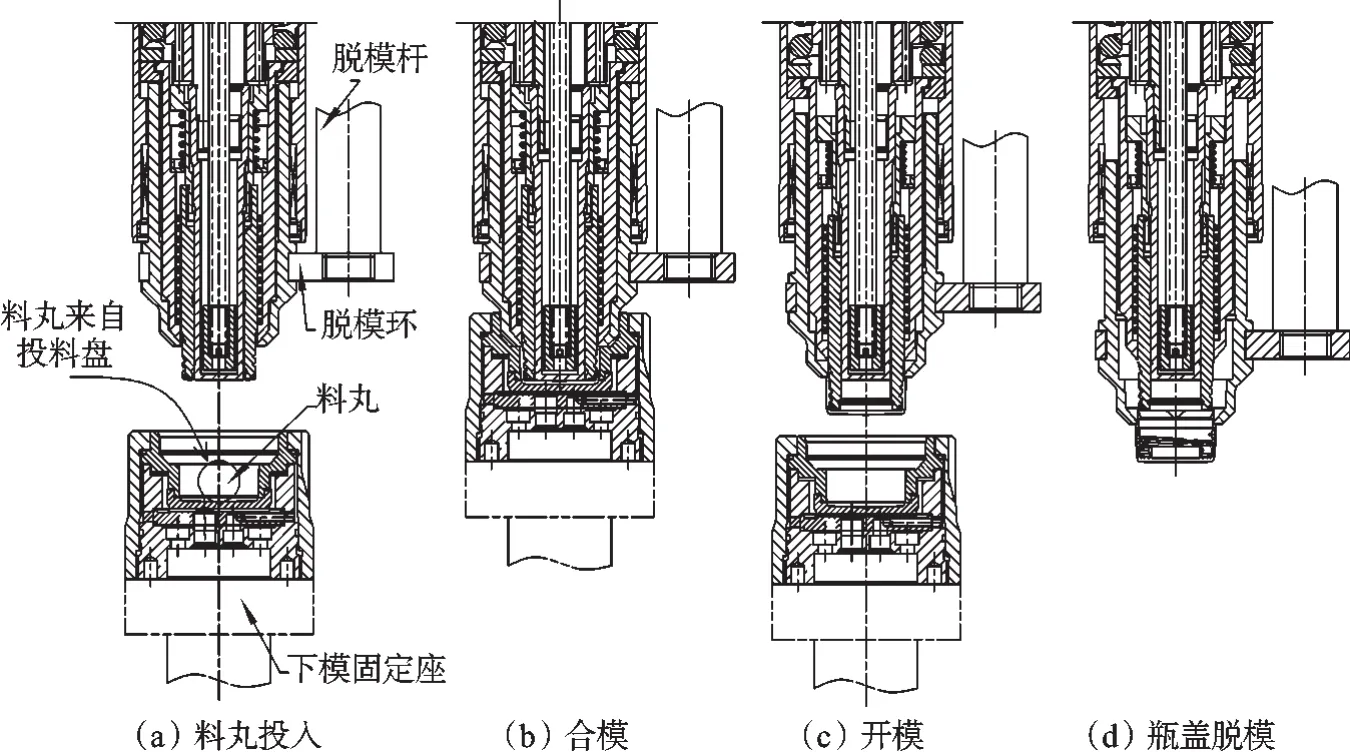
圖4 模具工作原理
2.2 模具的工作原理
模具工作原理如圖4 所示。料丸由投料盤送入型腔內(如圖4(a)所示),制瓶機的下模固定座帶動下模向上運動實現合模,料丸被擠壓成瓶蓋(如圖4(b)所示)。經過一定時間的冷卻后下模向下運動,實現開模(如圖4(c)所示)。模具打開后,脫模桿在凸輪的作用下帶動脫模環、上模襯套(14)、內襯套(10)、螺紋型芯(17)等上模零件向下運動,待螺紋芯桿碰到限位臺階2后將瓶蓋從螺紋芯桿(17)中強制脫出(如圖4(d)所示),此時瓶蓋沒有完全脫模,還有部分中上模襯套中,還需要壓縮空氣將瓶蓋從上模襯套中吹出,進入脫蓋輪1 內,由脫蓋輪1、經脫蓋輪2 將瓶蓋送出(如圖2 所示)。壓縮空氣從模具上端進入模具(如圖3 所示)。脫模彈簧(7)起脫模助力作用,復位彈簧(13)用作螺紋芯桿(17)復位。
2.3 與傳統模具比較
傳統的模具結構如圖3(a)所示,內襯套與螺紋型芯之間沒有鋼球保持圈,相對運動時作滑動摩擦。摩擦是一種不可逆轉的過程,其結果是必然有能量損耗和摩擦表面物質的喪失或遷移,即磨損[7]。內襯套與螺紋型芯磨損的結果是間隙增大,瓶蓋出現飛邊。在模具中,潤滑不良的相同材料金屬塊在壓力下相互滑移不久就會導致類似的表面焊接[8]。發生這種現象的結果是造成內襯套與螺紋型芯拉毛、卡死,導致零件報廢。
改進后的模具如圖3(b)所示,內襯套與螺紋型芯增加了鋼球保持圈[9],將內襯套與螺紋型芯原來的滑動摩擦變成滾動摩擦,該結構不僅有效地減少了模具的磨損,還能防止拉毛、卡死現象的發生,延長了模具壽命、提高了產品質量。
3 結束語
本研究將壓塑成型模具中滑動摩擦改為滾動摩擦,這對降低運動阻力,減少零件磨損,延長模具使用壽命,無疑是十分有益的。但是為了提高冷卻效果,螺紋型芯都用鈹青銅制造,耐磨性能較差,使用該結構時螺紋型芯外面必須鑲鋼套。除了改進模具的結構,提高模具零件的耐磨性也是提高模具壽命的方法之一。
在模具制造業競爭日益激烈的今天,該技術具有很好的推廣前景。
(References):
[1]印雄飛.塑料防盜瓶蓋的成形技術[J].浙江科技學院學報,2009,21(3):262-265.
[2]申開智.塑料模具設計與制造[M].北京:化學工業出版社,2006:193-197.
[3]中國模具工業協會.模具行業“十一五”規劃[J].模具工業,2005(7):3-8.
[4][作者不詳].分析瓶蓋在飲料行業的應用狀況[EB/OL].[2008-08-20].http://www.hdcmr.com/artiele/jzqb/06/01/15261.html.
[5]中華人民共和國國家質量監督檢驗檢疫總局,中國國家標準化管理委員會.GB/T17876-2010 包裝容器-塑料防盜瓶蓋[S].北京:中國標準出版社,2011.
[6]王鵬駒.塑料模具技術手冊[M].機械工業出版社,1999:275-279.
[7]濮良貴,紀名剛.機械設計[M].北京:高等教育出版社,1996.
[8][加]瑞斯.模具工程[M].朱元吉,譯.北京:化學工業出版社,1999:650-652.
[9]中華人民共和國國家質量監督檢驗檢疫總局.GB/T2861.5-2008 沖模導向裝置[S].國家標準化管理委員會,2008.
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50