動車組構架激光-MAG復合熱源焊接工藝參數
2013-09-20 00:25:20吳向陽陶傳琦齊維闖楊蔚饒清鵬史春元金成
大連交通大學學報 2013年6期
吳向陽,陶傳琦,齊維闖,楊蔚,饒清鵬,史春元,金成
(1.中國南車集團 青島四方機車車輛股份有限公司,山東 青島 266111;2.大連交通大學 材料科學與工程學院,遼寧 大連 116028)*
0 引言
列車高速行駛過程中,轉向架焊接構架承受著強烈的振動和沖擊載荷作用,而焊接接頭往往是焊接構架的薄弱環節,接頭質量與性能的優劣直接影響列車的安全運行壽命.在傳統MAG電弧焊接過程中,經常發現有些焊接接頭,尤其是T型接頭、管板接頭等要求單面焊雙面成型的接頭在焊縫根部存在未焊透缺陷.顯然,這種焊縫根部缺陷將成為疲勞裂紋萌生的起裂源.因此研究新型焊接工藝在構架制造中的應用技術,從工藝上解決單面焊雙面成型問題是十分必要的.
激光-MAG復合焊是將激光焊和MAG電弧焊結合起來的一種優質高效節能的焊接新技術.它是將激光與電弧這兩種物理性質、能量傳輸機制截然不同的熱源復合在一起,共同作用于工件表面,通過兩熱源的相互作用及復合熱源與工件的作用完成焊接過程.與常規MAG焊接工藝相比,激光MAG復合焊具有焊接速度快、焊縫熔深大、焊接變形小以及焊接工藝穩定、接頭性能好等優點,目前已在造船、管道、汽車等制造領域獲得廣泛應用.為此,本試驗將結合高速動車組轉向架焊接構架的結構特點和典型接頭型式,系統研究激光-MAG復合熱源焊接及其在構架焊接中應用的可行性,重點研究激光-MAG復合焊工藝參數(包括激光功率、離焦量、焊接電流、電弧電壓、焊接速度)以及坡口角度、鈍邊尺寸、組焊間隙等對焊縫成型、焊接質量和接頭性能的影響規律,為激光-MAG復合焊工藝在轉向架焊接構架中的應用提供試驗數據和研究基礎.
1 實驗方法
1.1 實驗材料
試驗用鋼為SMA490BW耐候鋼,其中板材厚度12 mm,管材規格Φ203 mm×11 mm.SMA490BW鋼的化學成分和機械性能列于表1.焊絲選用CHW-55CNH(Φ1.2 mm)實芯焊絲,其化學成分和熔敷金屬機械性能見表2.

表1 試驗用鋼化學成分和試驗用鋼機械性能

表2 焊絲化學成分和焊絲熔敷金屬機械性能
1.2 實驗方法
激光-電弧復合焊接工藝試驗采用6 kW激光-MAG復合機器人焊接加工系統,其中激光器為TRUDISK 6002型6 kW蝶形激光器,MAG焊接電源選用FRONIUS的TPS 5000數字化逆變焊機.
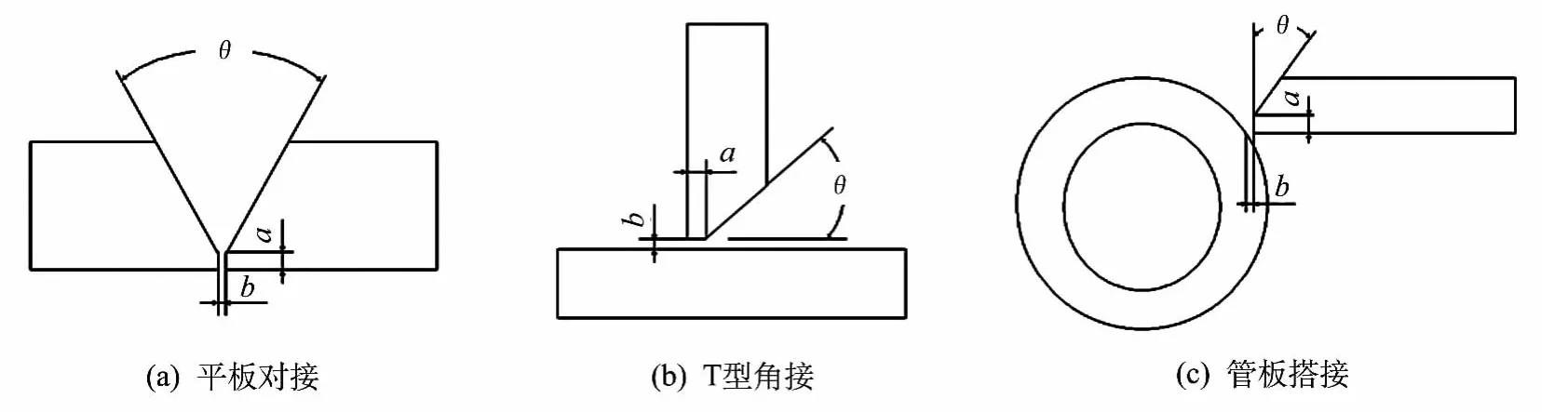
圖1 激光-MAG復合焊接接頭型式
焊接接頭型式分別采用對接接頭、T型接頭和管板焊接接頭,如圖1所示.
2 實驗結果與討論
2.1 平板對接焊接工藝參數
在坡口角度均選為60°的條件下,對接試板激光-MAG復合焊接工藝參數及鈍邊尺寸和組焊間隙列于表3.各接頭的焊縫宏觀斷面形貌如圖2所示.

表3 對接焊工藝參數
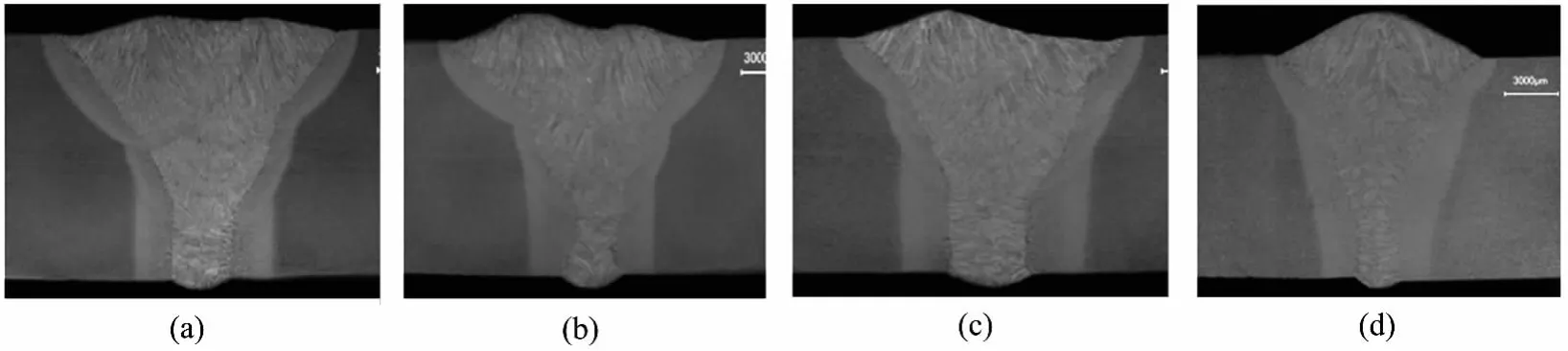
圖2 對接接頭宏觀形貌
由圖2可知,當鈍邊尺寸選取2 mm時,無論組焊間隙為零還是1 mm,在激光功率不高的條件下焊縫根部都完全熔透,焊縫正面和背面也具有良好成型,焊縫表面也沒有發現咬邊、焊穿、裂紋、氣孔等缺陷.但是,蓋面焊縫需要焊接兩道才能完全填滿,且總共需要五道焊才能全部完成焊接,沒有體現出激光-電弧復合焊高效率的焊接特性.當鈍邊選為4 mm時,組焊間隙分別為零和1 mm,焊縫根部也都完全熔透,焊縫正面和背面都具有良好成型.與當鈍邊為2 mm時相比,盡管激光功率較高,但蓋面焊只需焊接一道即可完全填滿,且整個焊縫也只需焊接三道,因此大大提高了焊接效率并節省焊接填充材料.至于組焊間隙,由于激光束斑直徑一般在1.0~1.5 mm左右,因此底層焊道的組焊間隙應不超過1 mm.因此對接試板激光-電弧復合焊時,坡口角度60°、鈍邊尺寸4 mm、不留組焊間隙為宜.
2.2 T型角接焊接工藝參數
在坡口角度均選為50°的條件下,T型試板激光-MAG復合焊接工藝參數及鈍邊尺寸和組焊間隙列于表4.各接頭的焊縫宏觀斷面形貌如圖3所示.
表4 T型角接焊工藝參數

圖3 T型接頭宏觀形貌
當坡口角度取為50°時,無論鈍邊為2 mm或4 mm,還是間隙為零或1 mm,都獲得較好的焊縫背面成型.當鈍邊為4 mm時,需要較高的激光功率才能保證焊縫根部熔透,而當鈍邊為2 mm時,激光功率較低時既可使根部焊縫完全熔透,但仔細觀察焊縫表面,發現焊縫與母材之間的過渡區域存在咬邊現象.這是由于當鈍邊尺寸為2 mm時填充及蓋面仍采用三道焊接,且激光復合焊接速度較快,導致填充金屬量相對不足使得焊縫邊緣液態金屬未能及時補充而形成一定程度的咬邊.此外,組焊間隙選取零或1 mm對焊縫背面成型的影響并不明顯.可見,綜合考慮發揮激光-電弧復合焊高效率、大熔深和節省焊材等工藝特點,T型接頭單面坡口角度取50°、鈍邊尺寸4 mm、組焊間隙為零較為合適.
2.3 管板搭接焊接工藝參數
管板搭接激光-MAG復合焊接工藝參數及坡口角度、鈍邊尺寸和組焊間隙列于表5.各接頭的焊縫宏觀斷面形貌如圖4所示.
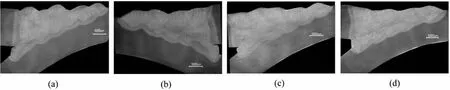
圖4 管板搭接接頭宏觀形貌
由圖4可以看出,當坡口角度分別選取0°、15°、30°時,無論鈍邊尺寸還是組焊間隙取零還是1 mm,都獲得良好的焊縫正面和背面成型.相比之下,當坡口角度取為30°、鈍邊和間隙均取1 mm時,焊縫正面和背面的成型最為美觀,焊縫表面規則,焊縫寬度均勻.由此確定管板搭接激光-電弧復合焊時坡口角度取30°、鈍邊和間隙均取1 mm為宜.
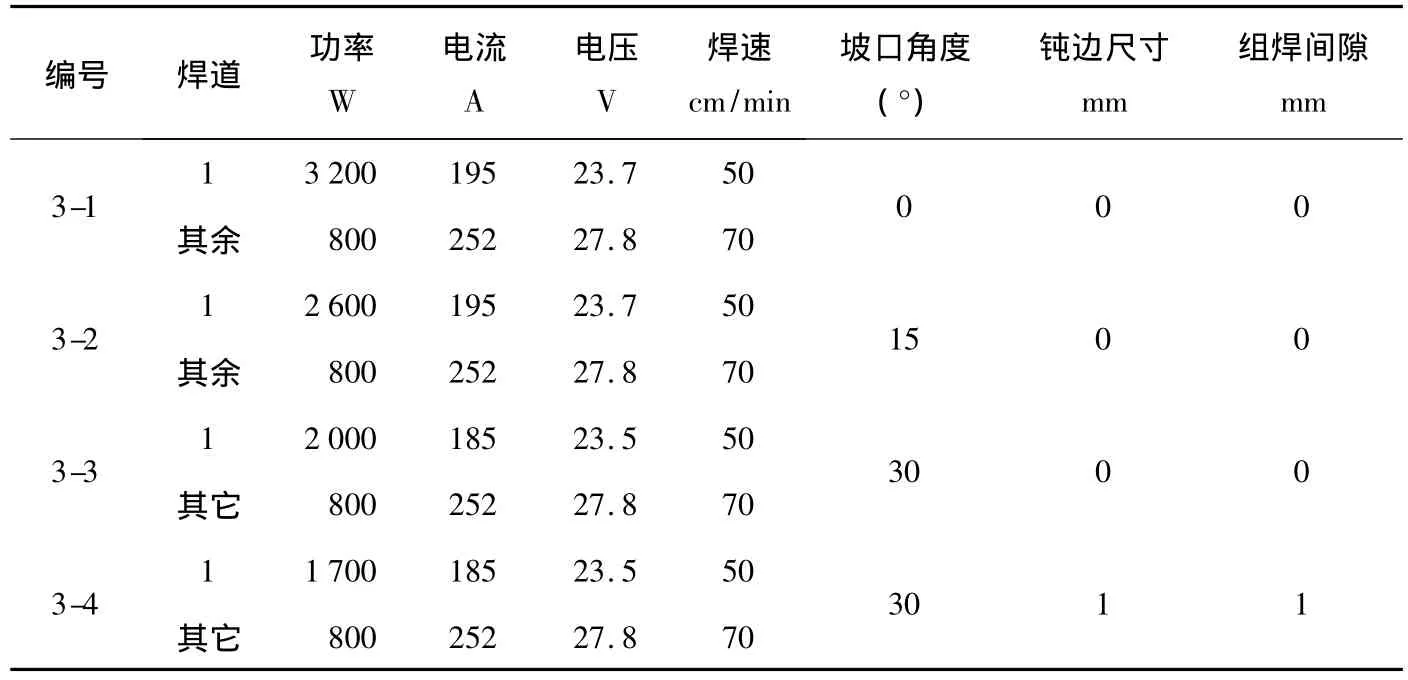
表5 管板搭接焊工藝參數
3 結論
(1)采用激光-MAG復合熱源焊接板厚12 mm的SMA490BW構架用鋼時,對于平板對接接頭,合適的焊接工藝參數為:坡口角度60°、鈍邊尺寸4 mm、組焊間隙為零.底層焊道的激光功率2.2 kW、焊接電流185 A、電弧電壓23.5 V、焊接速度40 cm/min;其它焊道的激光功率0.8 kW、焊接電流252 A、電弧電壓27.8 V、焊接速度70 cm/min;
(2)對于T型角接接頭,合適的焊接工藝參數為:單邊坡口角度50°、鈍邊尺寸4 mm、組焊間隙為零.底層焊道的激光功率4.0 kW、焊接電流210 A、電弧電壓26.2 V、焊接速度45 cm/min;其它焊道的激光功率0.8 kW、焊接電流252 A、電弧電壓27.8 V、焊接速度70 cm/min;
(3)對于管板搭接接頭,合適的焊接工藝參數為:坡口角度30°、鈍邊尺寸和組焊間隙均為1 mm.底層焊道的激光功率1.7 kW、焊接電流185 A、電弧電壓23.5 V、焊接速度50 cm/min;其它焊道的激光功率0.8 kW、焊接電流252 A、電弧電壓27.8 V、焊接速度70 cm/min.
[1]傅小日.我國鐵路客車轉向架技術發展的概述[J].鐵道車輛,2005(11):43-50.
[2]馬立.日本鐵道車輛轉向架的研究與發展歷程[J].鐵道機車車輛,2010,30(6):41-45.
[3]袁小川.激光-電弧復合焊接技術的研究與應用[J].焊接技術,2010,39(5):2-7.
[4]王威,王緒友.激光-MAG復合熱源焊接過程的影響因素[J].焊接學報,2006,27(2):6-10.
[5]秦國梁,雷振,王旭友,等.Nd:YAG激光+脈沖 MAG電弧復合熱源焊接參數對焊縫熔深的影響[J].機械工程學報,2007,43(1):97-100,130.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24