多功能檢測工具提升燕尾槽檢測質量的方法淺析
2013-09-21 10:09:16楊冬生唐愛武
中國科技信息 2013年4期
楊冬生 唐愛武
永州職業技術學院,湖南永州 425000
在機械制造企業里,零件上的燕尾槽質量檢測,通常采用圓柱棒、卡尺與專用樣板來檢測的,其中用圓柱棒與卡尺主要用來測量燕尾槽外形尺寸的,而專用樣板是用來測量燕尾槽的形狀與位置尺寸的。此種檢測方法雖然可以測量出燕尾槽的各項尺寸大小,但使用起來比較麻煩。特別是用圓柱棒與卡尺檢量工件時,不夠熟練或不具備一定檢測能力的人員,測出的數據往往與實際尺寸有較大的差距。其次,檢測燕尾槽尺寸時,外形尺寸與形狀位置尺寸的檢測是分別進行的,其測量數據不直觀,因此較難綜合評價零件的質量好壞。為了解決測量燕尾槽質量存在的不足,筆者根據多年的生產經驗,設計了一套結構簡單、使用方便,并能綜合測量燕尾槽質量的多功能檢測工具,該工具的使用,較大地減輕了檢測人員的工作量,同時也為檢測燕尾槽的質量提供了可靠的保證。
1 原檢測方法存在的主要問題
1.1 如圖1所示,用圓柱棒來測量燕尾槽加工尺寸的,所用的測量工具是游標卡尺,而且只能用有刀口的一端,測量時,刀口與圓柱棒接觸是點接觸,其檢測方法穩定性差,不熟練者或不具備一定檢測經驗的人員,測出的數據存在較大的誤差,尺寸的準確程度低。

圖1 圓柱棒測量燕尾槽機構示意圖
1.2 用圓柱棒和專用樣板來檢測燕尾槽,其測量的方法是分別進行的,所測出的各項數據不能直觀反映出燕尾槽加工質量的好壞,較難綜合評價工件的加工質量,特別是在加工過程中,零件燕尾槽還沒有加工到尺寸時,專用樣板無法測量工件的大小,因此也無法對燕尾槽尺寸加工直接控制和指導。
2 多功能燕尾槽檢測工具的構造及使用方法
2.1 構造
如圖2所示,多功能燕尾槽檢測工具主要由基尺、測量塊和緊固鏍釘等組成。
2.2 使用方法
如圖2所示,測量燕尾槽時,首先將測量塊放松,然后將測量機構安裝在被檢測的工件中,同時將測量塊靠緊工件的測量面,并緊定鎖緊鏍釘,再用游標卡尺帶圓弧卡爪的一端或用帶刀口的一端均可測量燕尾槽的外形尺寸,與此同時,還可用厚薄尺測量燕尾槽的形狀與位置方面的尺寸。
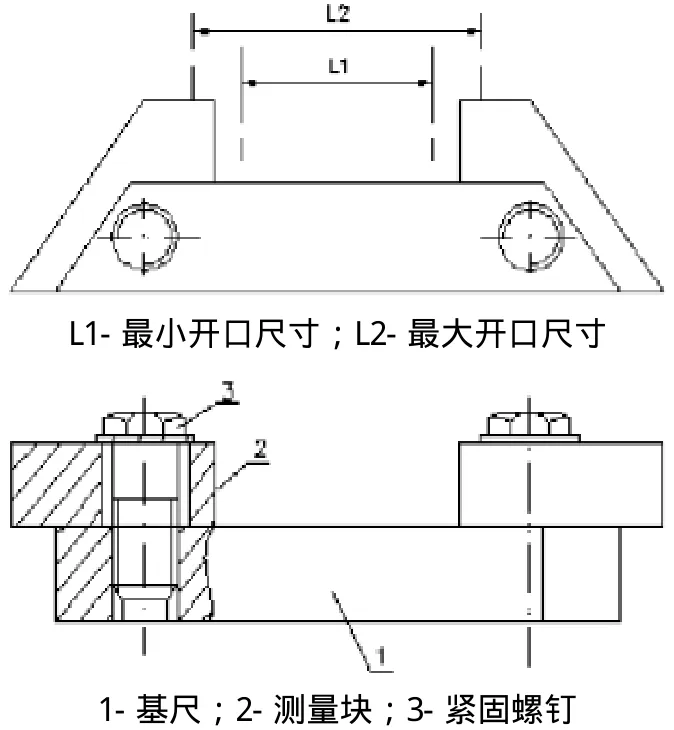
圖2 多功能燕尾槽檢測工具示意圖
如若測量的尺寸還沒有到圖紙規定的尺寸,此時可根據圖三給定的計算方法,計算其加工余量的大小,從而為繼續加工提供可靠的加工參數。如若遇到較寬的燕尾槽工件時,可根據工件尺寸的大小,調換基尺來滿足檢測的需要。
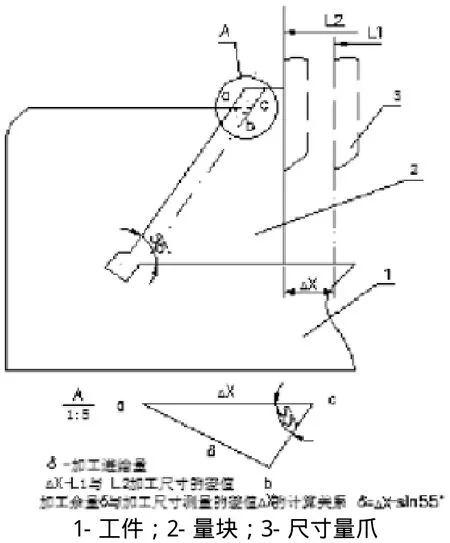
圖3 多功能燕尾槽測量機構示意圖
3 多功能燕尾槽檢測工具與原燕尾槽檢測工具的比較

表1
4 結語
實踐證明,使用多功能燕尾槽檢測工具,結構簡單,使用方便,測量的數據準確,解決了過去燕尾槽檢測存在的不足,較大地提升了燕尾槽工件的檢測質量和生產效率。不足之處,在制造多功能燕尾槽檢測工具時,對其使用的材料要求較高,加工時有一定的難度。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中國生殖健康(2019年2期)2019-08-23 08:12:08
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
