用硫脲從低品位尾礦中提取金的試驗研究
2013-09-27 09:40:32許世偉王建英鄭春麗
濕法冶金 2013年2期
許世偉,王建英,鄭 升,鄭春麗
(1.內蒙古科技大學 數理生物工程學院生物質能源化利用重點實驗室,內蒙古 包頭 014010;2.內蒙古包頭市泉山金礦,內蒙古 包頭 014012)
據報道,我國品位在0.5g/t以上的含金尾礦資源達10億t[1],隨著金礦資源的日益匱乏,從尾礦中回收金越來越受重視,但目前還沒有從尾礦中回收金的成熟技術。本試驗旨在探求一種從尾礦中回收金的高效、清潔方法。硫脲浸金速度快、選擇性好,適用于處理難處理金礦石[2-5]。試驗研究了用硫脲從含金尾礦中浸出金。
1 試驗原料、方法
試驗所用含金尾礦取自內蒙古包頭市泉山金礦,粒度-200目,化學組成見表1。
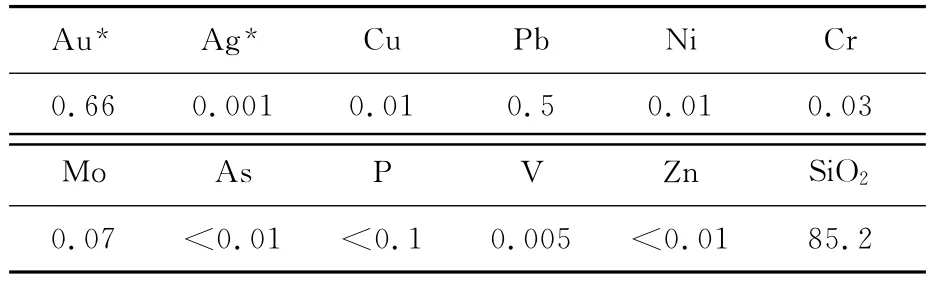
表1 尾礦化學組分質量分數 %
首先對含金尾礦進行焙燒,然后按一定液固體積質量比將尾礦與一定質量濃度的硫脲溶液混合,加入一定量Fe2(SO4)3,攪拌均勻,用濃硫酸調節pH,用超聲波處理一定時間后攪拌60min。濾出溶液,用原子吸收法測定其中金的質量濃度,計算金浸出率。
浸出裝置為不銹鋼槽,底部裝有4個超聲波發射器,攪拌裝置為六葉圓盤渦輪攪拌器。
2 酸性硫脲浸金原理
酸性硫脲溶解金的基本反應為

由于 Au[SC(NH2)2]2+/Au的電位(0.36 V)比 Au+/Au的電位(1.68V)低的多,因此金在酸性硫脲溶液中易氧化溶解。
酸性硫脲溶解金的過程中,有氧化劑Fe3+存在時,反應過程為
氧化劑Fe3+的存在使硫脲溶解金的速率大大提高,但Fe3+過量時,Fe3+不但會氧化金,同時也會氧化硫脲:

所以Fe3+的量要嚴格控制。
3 試驗結果與討論
3.1 液固體積質量比對金浸出率的影響
硫脲質量濃度15g/L,Fe2(SO4)3質量分數為0.4%,用濃硫酸調pH為2.0,浸出溫度25℃,超聲處理40min,浸出60min。液固體積質量比對金浸出率的影響試驗結果如圖1所示。
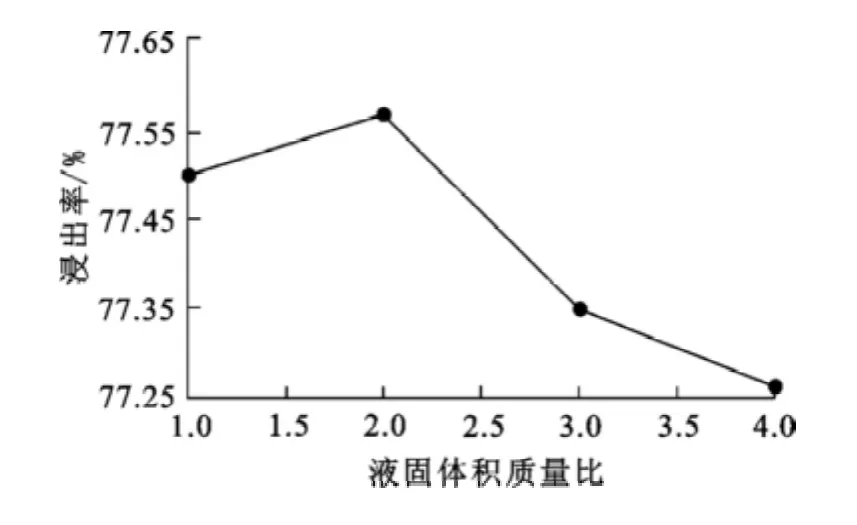
圖1 液固體積質量比對金浸出率的影響
由圖1可知,增大浸出時的液固體積質量比,金浸出率變化不大。液固體積質量比不宜太高,綜合考慮,以2∶1為宜。
3.2 浸出溫度對金浸出率的影響
硫脲質量濃度15g/L,Fe2(SO4)3質量分數為0.4%,用硫酸調pH為2.0,超聲波處理40 min,浸出時間60min,液固體積質量比為2∶1。溫度對金浸出率的影響試驗結果如圖2所示。
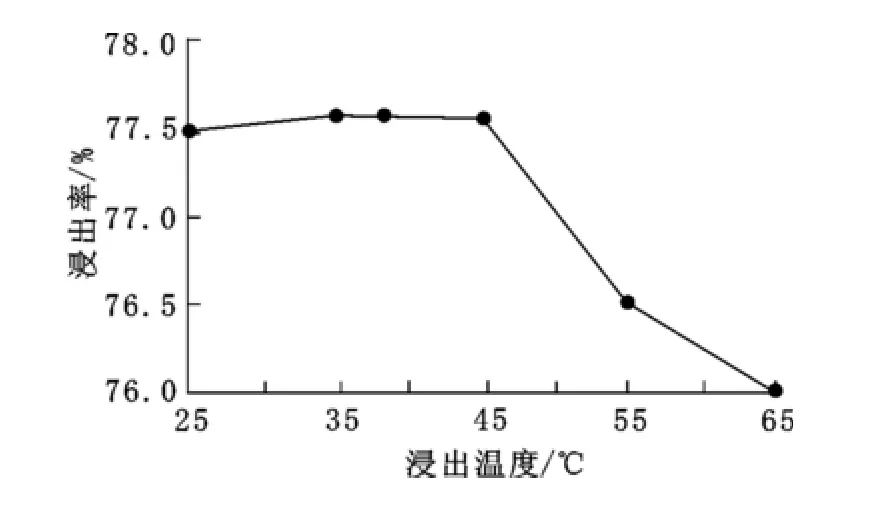
圖2 浸出溫度對金浸出率的影響
由圖3可知,溫度對金浸出率影響較大:溫度在25~45℃之間,金浸出率隨溫度升高變化不大;溫度超過45 ℃后,由于硫脲開始分解,濃度開始下降,因而金浸出率也隨著下降。綜合考慮,溫度不宜過高,適宜的溫度確定為25~45℃。
3.3 體系pH對金浸出率的影響
硫脲質量濃度15g/L,Fe2(SO4)3質量分數0.4%,浸出溫度25℃,超聲波處理40min,浸出時間60min,液固體積質量比2∶1。體系pH對金浸出率的影響試驗結果如圖3所示。
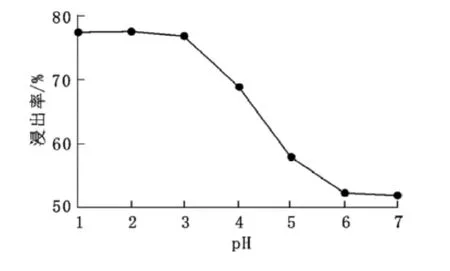
圖3 pH對金浸出率的影響
由圖3可知:pH在1.0~3.0之間變化時,對金浸出率影響不大;pH高于3.0時,金浸出率明顯降低。這是因為,pH在1.0~3.0之間時,硫酸濃度較大,起調節電位作用的同時還保護硫脲防止其分解;而pH高于3.0后,硫酸濃度下降,硫脲受保護作用降低,開始發生水解,消耗量增大,金浸出率降低。綜合考慮,確定pH為2.0。
3.4 硫脲質量濃度對金浸出率的影響
Fe2(SO4)3質量分數為0.4%,用硫酸調pH為2.0,浸出溫度25℃,超聲波處理40min,浸出時間60min,液固體積質量比2∶1。硫脲質量濃度對金浸出率的影響試驗結果如圖4所示。
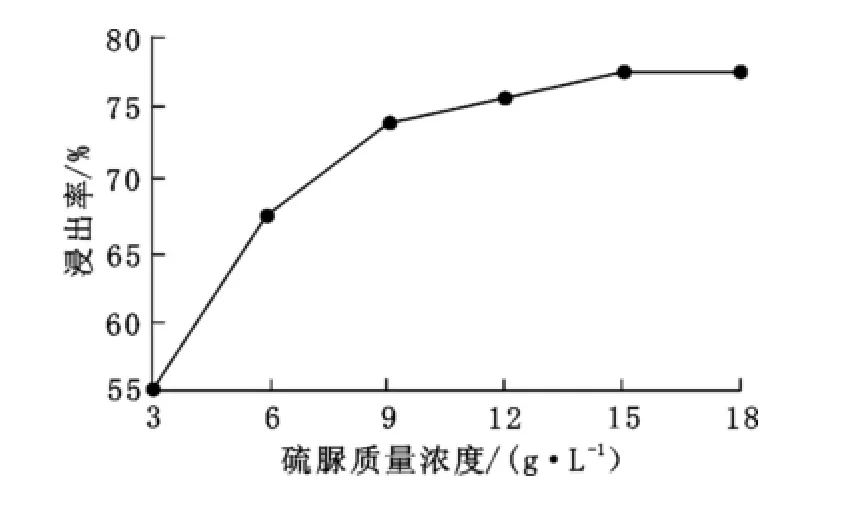
圖4 硫脲質量濃度對金浸出率的影響
由圖4看出:隨硫脲濃度增大,金浸出率逐漸提高;硫脲質量濃度為15g/L時,金浸出率達最大;繼續增大硫脲質量濃度,金浸出率幾乎不變。這是因為,當硫脲質量濃度達到一定時,已經可以使浸出反應充分完成。因此,綜合考慮,硫脲最佳用量確定為15g/L。
3.5Fe2(SO4)3質量分數對金浸出率的影響
硫脲質量濃度15g/L,Fe2(SO4)3質量分數為0.4%,用硫酸調pH為2.0,浸出溫度25℃,超聲波處理40min,浸出時間60min,液固體積質量比2∶1。Fe2(SO4)3質量分數對金浸出率的影響試驗結果如圖5所示。

圖5 Fe2(SO4)3質量分數對金浸出率的影響
由圖5可知:隨Fe2(SO4)3質量分數增大,金浸出率升高;但Fe2(SO4)3質量分數過高時,金浸出率反而降低。這是因為適量的Fe3+會促進硫脲溶解金的過程,金浸出率會提高;而當Fe3+用量過大時,發生反應(3),Fe3+與硫脲發生氧化還原反應,消耗硫脲,使金浸出率下降。
3.6 超聲波處理時間對金浸出率的影響
硫脲質量濃度15g/L,Fe2(SO4)3質量分數為0.4%,用硫酸調pH為2.0,浸出溫度25℃,液固體積質量比為2∶1。超聲波處理時間對金浸出率的影響試驗結果如圖6所示。
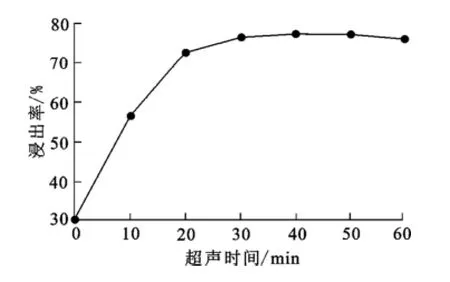
圖6 超聲波處理時間對金浸出率的影響
由圖6看出:在總浸出時間相同(60min)條件下,隨超聲處理時間延長,金浸出率相應增大;超聲處理40min后,金浸出率變化不大,趨于平穩。這是因為浸出剛開始時,體系中硫脲濃度相對較高,超聲作用會使物質擴散速率大大加快,故金浸出率增長迅速;而隨著反應的進行,體系中硫脲濃度及金的含量都在降低,即使有超聲作用,反應速率也開始慢慢降低,金浸出率趨于穩定。
3.6 綜合試驗
根據條件試驗結果,控制液固體積質量比為2∶1,浸出溫度25℃,體系pH為2.0,硫脲質量濃度為15g/L,Fe2(SO4)3質量分數為0.4%,超聲處理40min,攪拌浸出60min,進行綜合試驗。試驗結果表明,金浸出率可達77.50%。
4 結論
用酸性硫脲體系從低品位氰化尾礦中浸出金是可行的,最佳條件下,金浸出率可達77.50%。該方法流程簡短,操作方便,試劑無毒,對于低品位含金尾礦的處理是一種可供選擇的方法。
[1]衣成玉,楊玉潔,任向軍.某黃金尾礦再回收金選礦試臉研究[J].金屬礦山,2010(增刊):817-819.
[2]朱萍,古國榜.從酸性硫脲浸金溶液中回收金的方法[J].黃金,2001,22(11):28-32.
[3]和曉才,謝剛,李懷仁,等.用加壓氧化-硫脲浸出法從滇西低品位金礦石中回收金[J].濕法冶金,2012,31(2):99-102.
[4]王艷麗,黃英.硫脲提金技術發展現狀[J].濕法冶金,2005,24(1):1-4.
[5]范斌.礦石中金的硫脲浸出研究[J].濕法冶金,1999(2):23-25.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
當代陜西(2021年2期)2021-03-29 07:41:24
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
汽車觀察(2016年3期)2016-02-28 13:16:26
